

回流焊接工艺
PCB设计
2586人已加入
描述
回流炉必须能够为整个组件和所有引脚位置提供足够的热量(温度)。与组件上装配的其他SMC相比 ,许多异形/通孔器件较高并具有较大的热容。对于THR应用,一般认为强制对流系统优于IR。分开的顶 部和底部加热控制也有助于降低PCB组件上的ΔT。对于带有高堆叠25脚DSUB连接器(1.5 in)的计算机 主板,组件本体温度高得不能接受。解泱这个问题的方法是增加底部温度而降低顶部温度。液相线之上 的时间应该足够长,从而使助焊剂从PTH中挥发,可能比标准温度曲线要长。截面切片分析可能很重要,以确认回流焊温度曲线的 正确性。此外,还必须仔细测量组件上的峰值温度和热梯度并严加控制。所以,设置回流焊接温度曲线 时必须注意:
·控制空洞/气泡的产生;
·监控板上温度的分布,大小元件的温差;
·考虑元件本体热兼容性;
·升温速率,液相以上时间,回流峰值温度,冷却速度。
要求适当的稳定的升温速度,因为在此过程中,由于锡膏受热黏度下降,同时助焊剂挥发使锡膏粘度 升高,适当的稳定的升温速度使锡膏黏度维持平稳。对于装配过程中元件引脚顶端留有锡膏的情况非常 重要。
图1为在温度曲线优化后,熔融的锡膏被完整地拉回通孔内,形成良好的焊点。
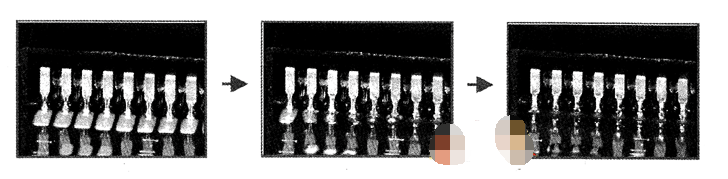
图1 温度曲线优化形成良好焊点
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
锡膏回流焊接工艺要求2024-09-18 1637
-
SMT贴片中的回流焊接工艺2023-12-18 1784
-
晶圆级CSP装配回流焊接工艺控制2023-09-28 726
-
一文解析SMT印刷与回流焊接工艺2023-01-16 1017
-
晶圆级CSP装配回流焊接工艺控制,看完你就懂了2021-04-25 4914
-
PCB技术:通孔回流焊接工艺解析2021-03-22 10229
-
通孔回流焊接工艺的特点2020-10-26 6494
-
通孔回流焊工艺原理_通孔回流焊接工艺的优缺点2020-04-14 20835
-
倒装晶片的组装的回流焊接工艺2018-11-23 3142
-
回流焊接工艺简述2018-09-05 2323
-
通孔回流焊接工艺2018-09-04 2024
-
回流焊接設定方法2016-05-06 865
-
回流焊接工艺2008-09-04 3654
全部0条评论

快来发表一下你的评论吧 !
