

通孔回流焊锡膏的选择
PCB设计
描述
与一般的表面贴装工艺相比,通孔回流工艺使用的锡膏量要比一股的SMT多一些,大约是其30倍,焊 接完成之后,助焊剂残留也会多一些。由于往往采用过印方式,锡膏在回流炉中,是否因受热而坍塌及融化后被拉回通孔内成为关键。
锡膏评估一股从助焊剂系统、锡膏的抗坍塌性和回拉测试几个方面进行。
(1)助焊剂系统
助焊剂选择需要考虑的重点包括锡膏的印刷性能和焊接性能,以及助焊剂残留量(CL-,F-和Br-)、 可测试性、清洁工艺、环境兼容性和成本;助焊剂的测试可以参照J-STD-004测试指南。
那么,如何选择助焊剂呢?工艺人员需要考虑以下因素:
·不使用活泼的强酸和盐等,选羧基酸或胺较好。
·R型用于贵金属或轻度氧化的铜,RMA型用于较多氧化的铜或其他金属,RA型用于较严重氧化的铜、 镍、钢、CuBi黄铜和青铜。
·选择免洗型(No Clean)助焊剂,残留量4%~5%wt,离子被较硬的玻样残留包裹、阻止移动;氮 气中残留多于空气,但均匀透明,较软易于清洁和测试。
(2)通孔回流焊锡膏的坍塌性
由于通孔回流焊工艺所需锡量大,在回流炉中,受热坍塌可能会成为担心的问题。因为锡膏坍塌会导 致短路缺陷,坍塌性与锡膏中金属含量有关,和金属颗粒形状也有关,金属含量高,抗坍塌性好(如图 1所示)。在工厂可以进行热坍塌和冷坍塌测试。准备钢网厚度:8 mil,开孔大小:25 mil×116 mil ,开孔间距逐渐增大。在事前清洁过的两瓷片上印刷锡膏。热坍塌测试条件:在150°C温度条件下放置 1 0 min;冷坍塌测试条件:在温度25℃相对湿度50%的条件下放置60 min。
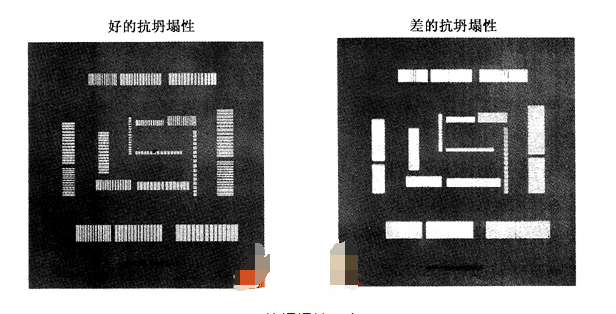
图1 抗坍塌性示意图
(3)锡膏的抗坍塌性评估
由于采用过印方式,印刷面积大,在阻焊膜上会有锡膏;另外,在组装过程中元件引脚端可能会有锡 膏。这就要求锡膏在焊接过程中,熔融状态下有足够的力量将其“拉回”到通孔内,形成良好的焊点。 锡膏在回流炉中进入液相前流动和不完全流回通孔,导致短路、空洞和锡球等缺陷。评估测试类似抗坍 塌性测试——准各钢网厚度:8 mil,开孔大小:25 mil×116 mil,开孔间距逐渐增大,将锡膏印刷在 没有氧化的铜箔上,回流焊接完成之后检查上面的锡膏是否被拉回。如图2和图3所示。
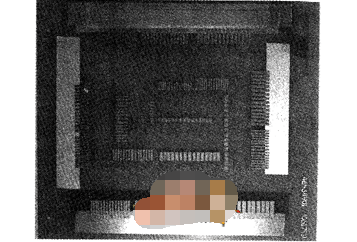
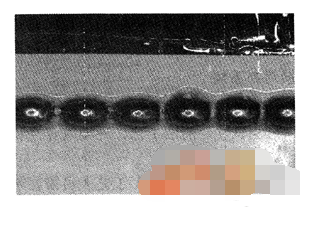
图2 回流前的印刷 图3 回流后锡膏被拉回铜铂
-
通孔回流焊简述2018-09-04 0
-
通孔回流焊锡膏的选择2018-11-27 0
-
焊锡膏印刷与贴片质量分析2019-08-13 0
-
焊锡膏的作用是什么2019-12-23 0
-
波峰焊和回流焊简介和区别2020-06-05 0
-
焊锡膏使用常见问题分析2006-04-16 1607
-
在PCBA生产中如何选择合适的焊锡膏2020-04-21 5180
-
回流焊炉温曲线图讲解2021-01-14 54578
-
回流焊常见的质量缺陷及解决方法2021-03-15 10511
-
锡膏厂家告诉你:焊锡膏的作用有哪些?2022-10-11 1960
-
浅谈一下无卤焊锡膏是否可以取代无铅焊膏?2022-11-15 782
-
SMT贴片加工焊锡膏印刷如何做好?2023-07-18 804
-
SMT焊锡膏的特点及上锡不饱满原因2023-07-22 1076
-
SMT焊锡膏的选择,使用与储存方法2023-09-13 788
全部0条评论

快来发表一下你的评论吧 !
