

16种零件测量方法盘点
测量仪表
描述
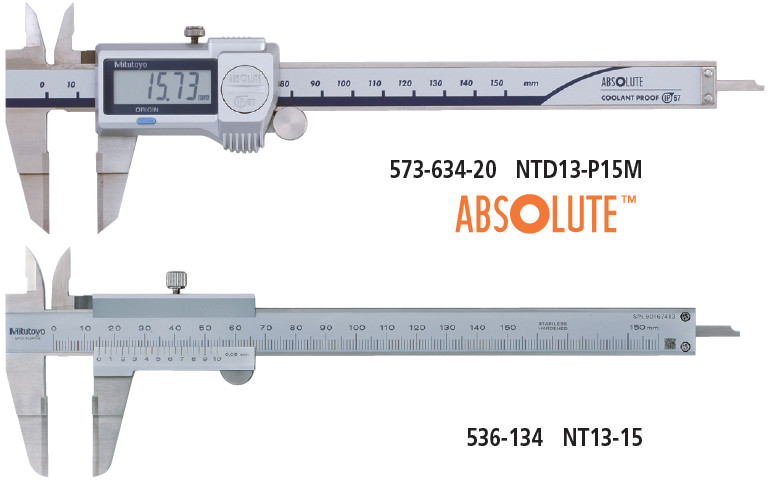
标准的千分尺或卡尺等测量工具,是测量工件平面及平行特征或内/外径的常用“利器”。但遇到测量复杂形状的工件时,如曲面或狭窄的沟槽等,标准的通用量具可能就难以到达准确的测量位置,选择专用的非标量具则相对更简便、更经济。
01
管壁厚度的测量
建议使用 壁厚千分尺 :

理由:圆柱型测砧可深入管材内进行壁厚测量。
建议使用 管壁厚度卡尺 :

理由:主尺的量爪为圆柱型,可准确测量管壁厚度。
建议使用 管材厚度表 :

理由:测砧呈90°角,可测量管壁厚度或弯板厚度。
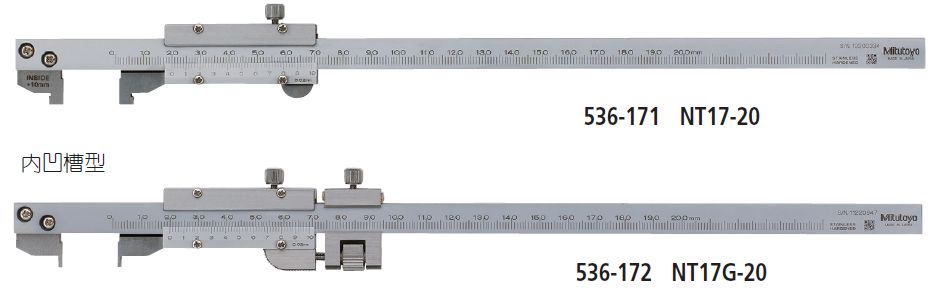
02
管内径的测量
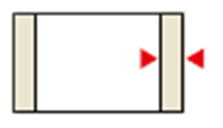
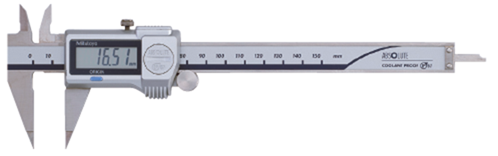
建议使用 内径卡尺 :

理由:量爪为刀刃型,用于测量难以测量的内侧位置。同系列量爪还有尖爪型和内凹槽型。
建议使用 卡尺型内径千分尺 :

理由:卡尺形的测量面可实现通用千分尺无法实现的内径测量。
建议使用 内径表 :
理由:可测量内孔底面的直径,接上延长杆则可测量深孔内径。
03
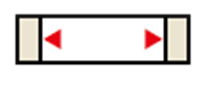
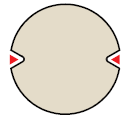
沟槽直径的测量
建议使用 薄片型千分尺 :

理由:测量面为薄片型,可简单、准确测量窄槽直径。
建议使用 薄片卡尺 :
理由:量爪前端为薄片形,可轻松到达窄槽的测量位置完成测量。
建议使用 刀刃型厚度表 :
理由:量爪前端为片状,可简单到达窄槽的测量位置完成测量。
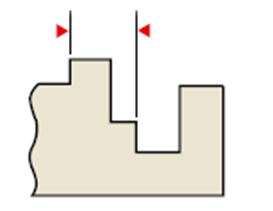
04
带有凹槽的内径测量
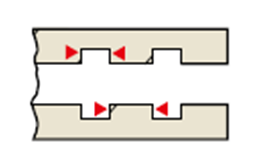
建议使用 凹槽千分尺 :

理由:带有凸缘的测微螺杆和测砧,可测量凹槽内径和管材内凹槽深度和位置关系。
建议使用 钩式游标卡尺 :
理由:量爪前端为钩型,可测量圆筒内径阶梯槽尺寸。
05
花键测量

建议使用 花键千分尺 :

理由:小直径测砧可方便测量花键轴和槽的直径。
06
奇数槽丝锥铰刀的外径测量

建议使用 V型测砧千分尺 :

理由:V型测砧适用于测量奇数槽的丝锥、铰刀、铣刀的外径,可使用单针测量中径。
07
板材中心厚度的测量

建议使用 板厚千分尺 :

理由:超大尺架可轻松测量板材厚度。
08
公法线长度的测量

建议使用 盘型千分尺 :

理由:盘型测砧可深入齿根根部,适用于测量直齿圆柱齿轮和斜齿轮的齿根切线方向长度。
09
齿轮滚珠的直径测量
建议使用 齿轮外径千分尺 :

理由:可选择不同的可更换球型测砧 — 测微螺杆测量面型,可测量不同模数的齿轮 (0.5 - 5.25)。
10
螺纹有效直径的测量
 建议使用 螺纹千分尺 :
建议使用 螺纹千分尺 :
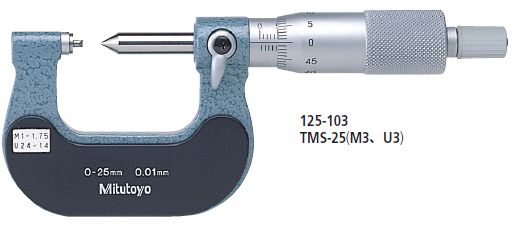
理由:固定测砧可测量60°螺纹。直接读取螺纹的有效直径,无需计算。
建议使用 可更换测砧的螺纹千分尺 :

理由:选配可更换测砧/测微螺杆测量面,对应不同螺纹的测量。直接读取螺纹的有效直径,无需计算。
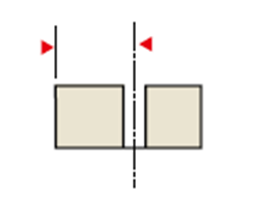
11
孔心距的测量

建议使用 偏置中心线卡尺 :
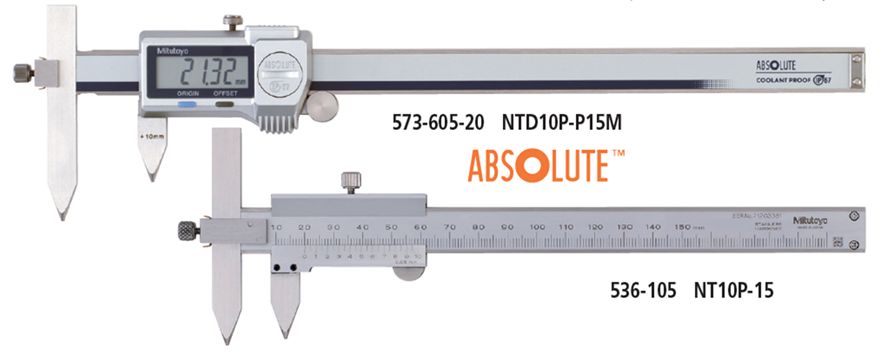
理由:带有偏置值设置功能,可直接对间距测量值进行读数。
建议使用 中心-中心型背置量爪型偏置卡尺 :

理由:带有偏置值设置功能,可直接对间距测量值进行读数。
12
单孔间距的测量
建议使用 边缘-中心型背置量爪型偏置卡尺 :
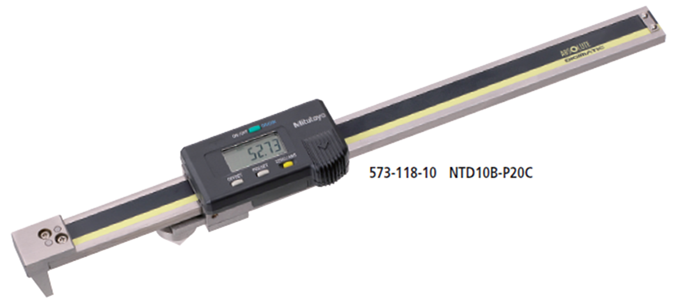
理由:边缘-中心型量爪适用于单孔间距的测量,且尺框背面带有量爪,便于从上面读取测量结果。
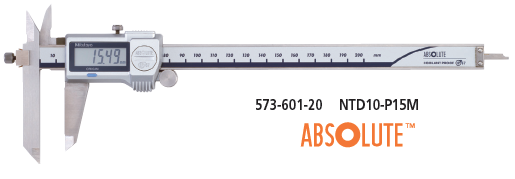
13
不规则狭窄部位的尺寸测量
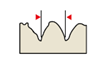
建议使用 尖爪卡尺 :
理由:尖爪型量爪可深入非常小的凹槽或轨道,轻松实现外径、内径、深度和段差等测量。
14
狭窄部位的厚度测量
 建议使用 尖爪千分尺 :
建议使用 尖爪千分尺 :

理由:测砧尖端半径约为0.3mm,可用于测量钻孔、小凹槽、键沟等难以测量的壁厚尺寸。
15
段差部位的尺寸测量
建议使用 偏置卡尺 :
理由:高度差的量爪设计,适合用于测量阶差断面和难以测量的工件尺寸。
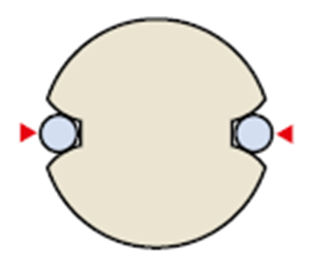
16
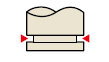
凹部的壁厚测量
 建议使用 球型测砧壁厚千分尺 :
建议使用 球型测砧壁厚千分尺 :

理由:两个测量面为球面,可测量凹壁壁厚的尺寸。
编辑:黄飞
-
SMT零件数据自动生成2009-10-05 3798
-
机械零件高效测量方法2012-08-29 3578
-
请问labvIEW处理测量零件的的直径程序怎么编程2015-06-04 3982
-
加工轴类零件的注意细节2018-12-28 3401
-
基于图像处理技术的机械零件小孔径尺寸测量方法2009-07-11 1241
-
典型冲压模具零件制造与装配2009-10-17 1042
-
SMT零件资料自动生成2010-11-12 621
-
零件封装知识2011-09-27 1530
-
机械零件精密测量方法2017-12-13 2242
-
船舶零件或完整结构3D表面分析验证零件的正确尺寸及其偏差2020-04-24 1441
-
零件高精度非接触式自动外径测量仪的研究2020-12-26 2289
-
零件内孔测量方案的优势都有哪些2021-07-16 1248
-
镍铁合金薄壁零件车削加工研究2023-02-09 1957
-
怎样在SolidWorks零件中插入其它零件进行布尔运算?2023-07-10 3109
-
为什么要选择三坐标测量机来测量零件?2023-12-13 1292
全部0条评论

快来发表一下你的评论吧 !
