

Cpk,6sigma,PPM之间有何关系呢?
电子说
描述
过程能力指数(Cp和Cpk)表示的是过程在稳定(即没有特殊原因干扰产出品的特性或者说是在可控(under control)的)状态下能使其产出品达到可接受标准的程度的指标。
按照常识,Cpk越高越好,产品的不良率也越低。SQE在PPAP审核时,要求供应商提交的过程能力报告,关键特性的Cpk大于1.33,此时供应商内部的百万分之不良率PPM为63。拓展到Cpk=1.0,Cpk=1.67的PPM如下:
在不考虑偏移的情况下:
Cpk=1.33对应 4σ 水平 其PPM=63.3;
Cpk=1.67对应 5σ 水平 其PPM=0.570;
Cpk=2.0 对应 6σ 水平 其PPM=0.0020;
那么,这个值是怎么来的,其他Cpk对应的PPM数值是多少?
过程能力指数Cp或Cpk在产品或制程特性分布为正态且在稳定状态下时,通过正态分布的概率计算,可以换算为该产品或制程特性的良率或不良率,同时也可以几个Sigma来对照。
CPK是过程能力,西格玛水平是管理水平,PPM是管理结果。下文将以产品或制程特性中心没偏移目标值和中心偏移目标值1.5σ说明。
我们从正态分布讲起。
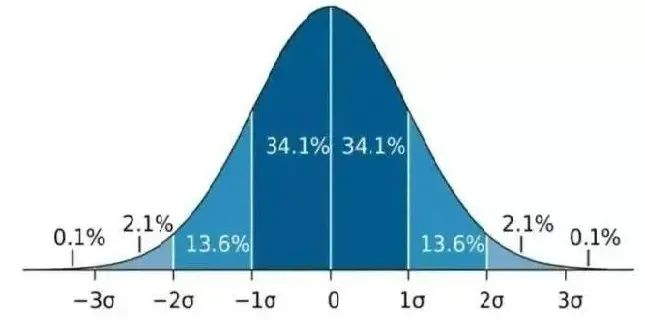
若随机变量X服从一个数学期望为μ、方差为σ2的正态分布,记为N(μ,σ2)。其概率密度函数为正态分布的期望值μ决定了其位置,其标准差σ决定了分布的幅度。当μ = 0,σ = 1时的正态分布是标准正态分布。
若随机变量X,服从一个位置参数为μ、尺度参数为σ的概率分布,其概率密度函数为:

当μ=0, σ=1时,正态分布就成为标准正态分布。

我们对其积分,也就是求面积,所得值为1。(每个质量人追求的100.00%合格)

接下来,我们谈一下什么是西格玛水平。
西格玛水平Sigma Level:过程能力的一种衡量指标,将过程分布的平均值、标准偏差与质量特性的目标值、规格线结合起来。西格玛水平越高,过程满足质量要求的能力就越强,反之,西格玛水平越低,过程满足质量要求的能力就越低。
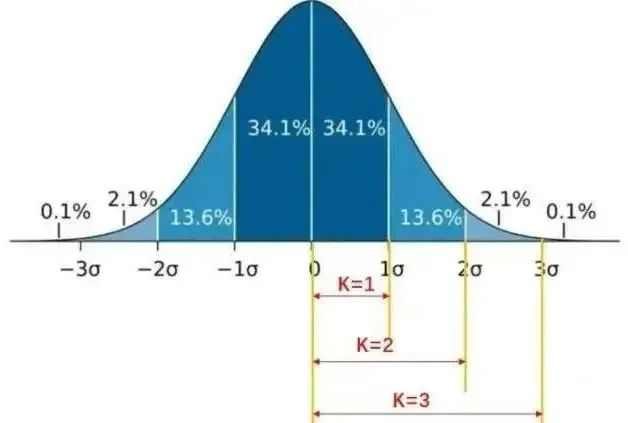
我们可以简单的理解为规格线与目标值间的距离最少能容纳k个标准偏差σ,当k = 3时,我们称之为3西格玛水平,上下规格极限之差为6σ。
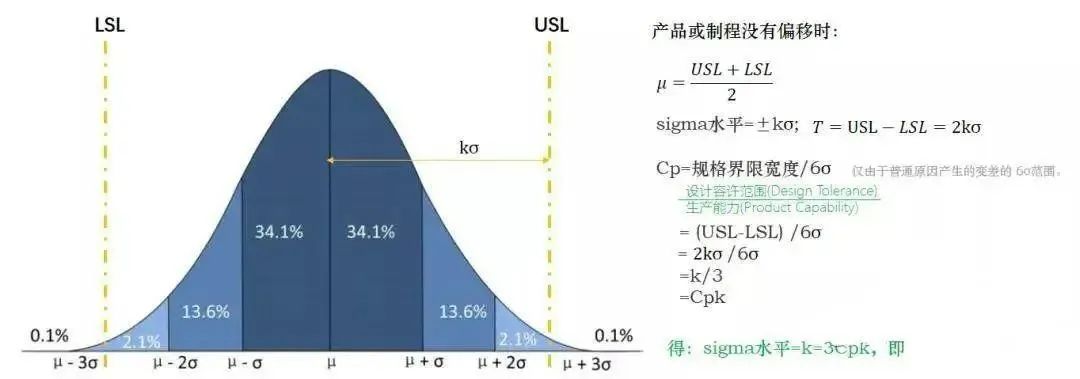
接下来,我们讨论Cpk和西格玛水平之间的关系。
Cp适用于统计稳定过程,是过程在受控状态下的实际加工能力,不考虑过程的偏移,是过程固有变差(仅由于普通原因产生的变差)的6σ范围。

Ca代表制造平均值偏离规格中心值之程度。若其值越小,表示平均值越接近规格中心值,亦即质量越接近规格要求之水平。

当过程无偏移时,Cpk=Cp。
由右下图计算可知,西格玛水平=3Cpk。(无偏移情况下)
至此,我们可以得到以下西格玛水平和Cpk的关系表:

接下来,我们讨论Cpk和PPM之间的关系。
由下图,我们可知不良率为超过上规格线USL部分的面积,以及超过下规格线LSL部分的面积的总和。即:P=P1 + P3。
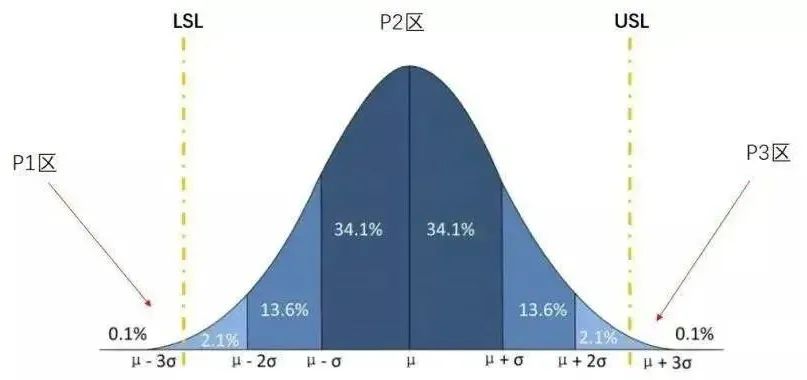
这里,我们引入正态分布的面积函数,标准正态分布函数F(x)。该函数通过输入值x,可以得到相应的(-∞,x)的面积,即概率面积。
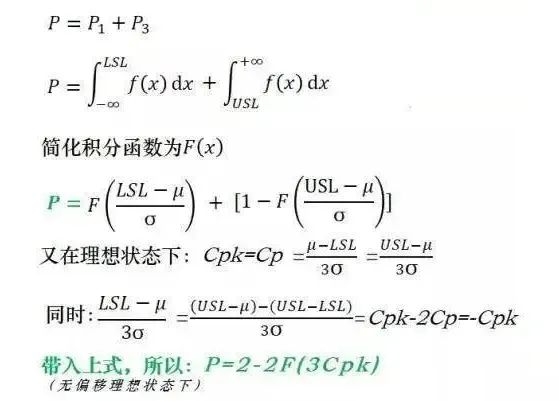
至此,我们得到了Cpk和不良率(PPM)的初步关系:
①:PPM=1000000*【2-2F(3Cpk)】
②:合格率=1-P= 2F(3Cpk)-1。
注:计算时,标准正态分布函数F(x)需要查阅相关的附表。
注:当过程输出的均值漂移时,Cpk≠Cp,建议使用积分函数进行计算。

最后,6西格玛水平不是PPM3.4,百万分之3.4的故障率吗?
实际上,过程输出质量特性的分布中心与规格中心重合的可能性很小,对于典型的制造过程,由于影响过程输出的基本质量因素(人、机、料、法、环、测)的动态变化,过程输出的均值出现漂移是正常的。在计算过程长期运行中出现缺陷的概率时,一般考虑将上述正态分布的中心向左或向右偏移1.5,此时一侧的缺陷为3. 4ppm,另一侧因数量级极小可忽略不计,总缺陷概率为百万分之3.4,即PPM为3.4。

审核编辑:刘清
- 相关推荐
- 热点推荐
- PPM
-
单片机中的内存和寄存器之间有何关系呢2022-01-19 1719
-
PPM信号与PWM之间的区别和关系说明2022-01-11 2810
-
HAL库工程模块中各个文件之间有何关系2021-11-18 1828
-
MCU、DSP和FPGA有何关系呢2021-11-12 2594
-
STM32F407ZGT6开发板的固件库之间有何关系2021-10-22 2936
-
大数据与云计算之间有何关系2021-10-09 2374
-
红外LED的电流与光强之间有何关系2021-09-29 3148
-
MCU、DSP与FPGA三者之间有何关系2021-09-24 2058
-
线电流和相电流之间有何关系2021-09-22 3131
-
微服务和容器之间的有何关系?2019-02-01 7059
-
Sigma与机器性能的关系2018-08-23 1956
-
6sigma培训全套讲义2012-08-13 1793
-
6Sigma管理理论(PPT资料)2009-08-14 568
全部0条评论

快来发表一下你的评论吧 !
