

汽车线束大截面导线的加工工艺进行系统知识
连接器
描述
近年来,我国的汽车制造业有了很大的发展与进步,因此对汽车生产的质量也提出了更高的标准与要求。在进行汽车线束的加工生产中,如果导线的截面面积为8mm2,则通常将其分离出来,然后采用不同的设备以及工装对其进行加工。一般情况下,在汽车线束中,大截面导线的长度约占总导线长度的0.5%~1%。而这些导线主要集中在电源线束、发动机线束以及前舱线束中,因此大截面导线的加工工艺对于保障汽车的质量有着不容忽视的作用。鉴于此,本文对大截面导线的包装方式、数量以及存储进行分析,然后结合实践经验对大截面导线的加工工艺进行系统性地梳理。
1 。线束中大截面导线的包装与存储
通常情况下,采用小卷圆形成圆盘的形式进行大截面导线包装,将每卷导线的长度设置在100~150m之间,圆盘缠绕保护材料通常使用塑料自粘膜或是PP材质等,这样有利于导线的搬装与运输。此外,小卷圆线束的圆盘上需要配置物料标签,用以标注该线束圆盘相关信息,标签内容主要包含大截面导线的颜色、标准、规格、长度、厂家信息以及生产日期等技术信息。
有些导线采用的是拇指线轴大卷包装运输,该包装类型中每卷导线长度不等,大致可分为200m、500m、1000m这三种长度。导线卷轴同小卷圆圆盘一样,采用塑料膜或者PP材质等材料编制而成的窄带进行包扎防护。这样的包装方式有利于导线搬运、装卸以及裁剪,同样每卷导线外也应当有物料标签。
在导线包装以及存储的环节中,由于导线重量大,应该对导线进行定址或是采取相应定位措施,将其配置于原线存储架的下层部位。通常状况下,原线存储架设置的层数是3~4层,将包装非完整的原线存放在存储架的顶层,由于其原有标签已损坏,则应为其配置导线相关技术规格信息的信息标示卡,标示其技术信息。而大卷线轴包装形式的线束,因其密封性好、重量大,包装和存储过程通常可将其放在干燥的地面上。
2. 线束中大截面导线的加工工艺
在线束加工过程中,截面面积小于8mm2的导线在总导线中占主要部分,因此对大截面导线的加工场地以及加工设备应和小截面导线加工场地和设备区分开来。
2.1 导线余量的计算
线束中大截面导线加工过程中,首先需要考虑计算导线余量。通常状况下,线束中大截面导线会存在压接端子,主要是直角弯头或是一些端口接头,如电源正负极接头或是大体积孔式接头等,而产品图设置的标准则一般为分支点到直角弯头内边缘或者是分支点到孔中心。为达到产品图的相应尺寸标准,加工中需要截断导线时,则应进行导线余量计算也即导线截断长度的计算,需要注意的是,计算过程中接口等端子部分的长度是不能被包含在内的,所以进行导线余量计算中,应充分考虑线束工装板上的分支方向,同时合理设置治具位置。
2.2 下线工序
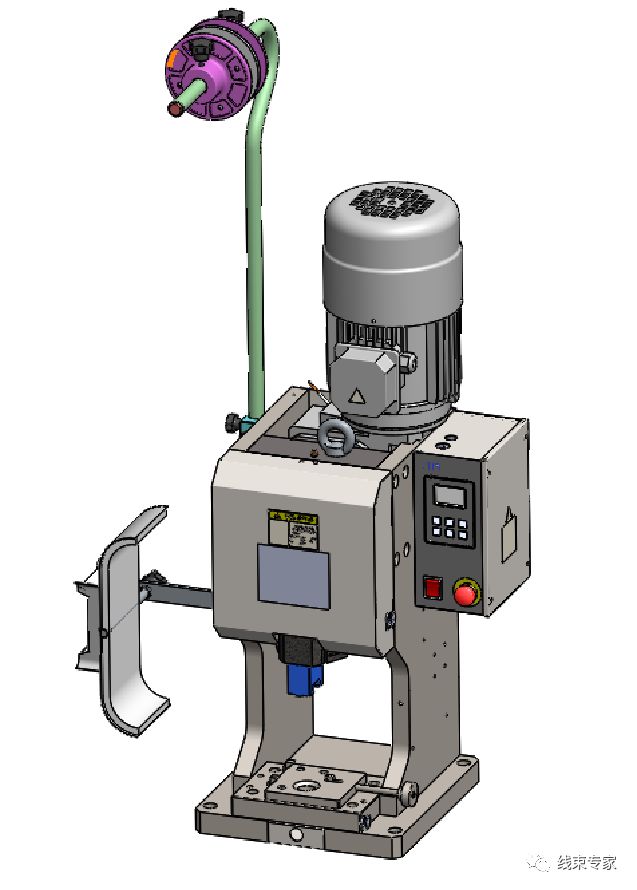
包装形式为小卷圆盘的导线裁剪加工过程中,一般需要使用的工具有两种:一是端子压接机;二是裁剪模具。一般情况下,根据导线的线径大小,采用公称压力为20~40kN的端子压接机就可以。采用该方法不仅具有设备简单的优点,而且节省场地、成本较低。但是也存在一定的缺点,比如导线下线精度不高、自动化程度较低、一致性较差等。但是对于这些存在的缺点,可以通过增加可移动滑行标尺以及工作台来控制导线下线长度的公差。对于包装形式为大卷包装、所采用线轴为木质线轴的大截面导线,受其质量重、体积大的客观条件所限,其下线工序及剥头作业的过程需要采用专用设备,通常使用整套KOMAX设备。
使用整套KOMAX设备的优势在于其在加工中具备很高的稳定性,可以较好地保证剥头长度准确以及下线长度可靠,同时该套设备具备自动化运行模式,有利于智能化操作,提高操作效率。其缺点在于设备成本较高,投入资金大,同时加工过程能耗增加。在完成导线的下线或是下料的加工过程后,得到半成品状态下的导线,为保障后续操作的顺利进行,应当避免导线弯折,使其根据长度的不同以大弧度形态或是平放于运输工具上。注意该过程需要控制运输数量,关键在于保持导线处于自然伸直状态,以免缠绕、弯折、挤压等状况出现不利于后期加工。部分大截面导线加工中,存在导线连接工序,则要进行打卡或是使用端子压接机,其间要进行开线作业,即剥落导线需要进行加工相关部位胶皮,使之裸露一定长度导线铜丝,通常为10~20mm。使用KOMAX设备时,则需要在进行下线工序的同时,对其需要开线部位胶皮切口,完成下线加工后,采用人工手段剥落胶皮,露出导线铜丝。而下线工具为端子压接机的时候,其导线相关部位开口作业则需要进行二次更换,使用专用的开口模具。
整体而言,进行开口作业的过程中,不论所采用的是哪种开口设备,都需要对开口模具进行反复调整,并且应确保导线开口处的铜丝无断裂现象。
2.3 压接工序
大截面导线面积、端子以及U卡比较大,因此需要采用公称压力较大的冲床实现压接操作(80~160kN)。
压接工序还需要为每种端子配备专用的压接模具以及压接钳口,并且在模具以及钳口上刻以相应的编号以供识别。大截面导线的端子通常为个体单件,其操作过程中需要有相应固定措施,压接模具通常具备对其限位和固定功能,操作人员首先将端子置于压接模具中固定之后,然后双手将导线送入对其进行压接操作,因为这一过程中需要以手推送导线,所以应当与危险区进行隔离,避免压接过程中模具失效以及崩裂,从而危及人身安全。
此外,依据端子规格的不同,需要为其制定相应的标准参数,包括导线标准参数和其线径大小参数,同时规定相应压接高度、宽度值。压接标准需要充分考虑截断面分析数据、拉脱力标准、电压降以及外观要求等,使其符合QCT-29106-2014 规定的标准要求。通常情况下,为避免频繁地调整压接高度,应在确定好端子规格后采取批量压接的方式,使用压接标准具使压接模具高度一次性调整到位。而采用压接标准具既可以使参数测量更加准确和方便,同时也能够节省端子以及导线的原材料。但是在无专用压接模具的端子以及无专用钳口的端子,其相应压接加工过程中,如需进行批量操作,对拉脱力进行测量或是测量将进行压接操作的导线的压接宽度和高度时,需要做好相应各环节的安全检验工作,并对情况进行记录。
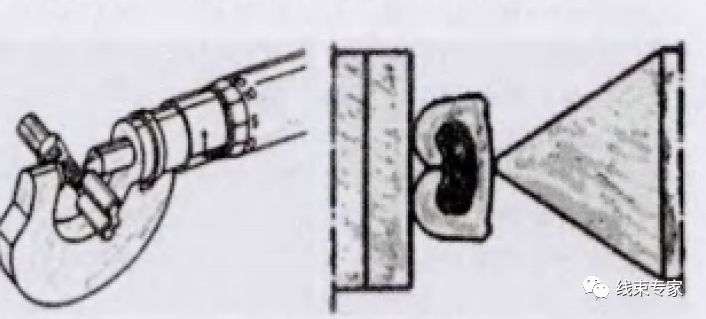
端子高度测量方法
总体而言,大截面导线的端子压接工序中,应当考虑图纸设计要求、压接面的方向等。
2.4 辅助工序
考虑到加工之后的大截面导线线束其主要用途是用于设备前舱线束、电源用线或是用于发动机线束中。因此,长期处于高温、油污、潮湿或者强腐蚀性等相对恶劣的环境之中。为了使对压接端子以及其他合线结点的部位进行有效的保护,避免其被锈蚀或是在外界条件下氧化,进行线束加工设计工作开始的时候,就应当充分考虑到后续保护需要采取的手段。实际操作中,为对端子或是合线结点等接头部位进行有效保护,需在端子尾部配置热缩管,加热后使其热缩,也可使用PVC胶带包扎防护,沾锡、注塑等措施也是十分有效的防护手段。例如,部分开口作业中,打卡接点导线由于面积过大,超过了U型端子压接范围,就需要对接点进行焊锡作业。
2.5 总装工序
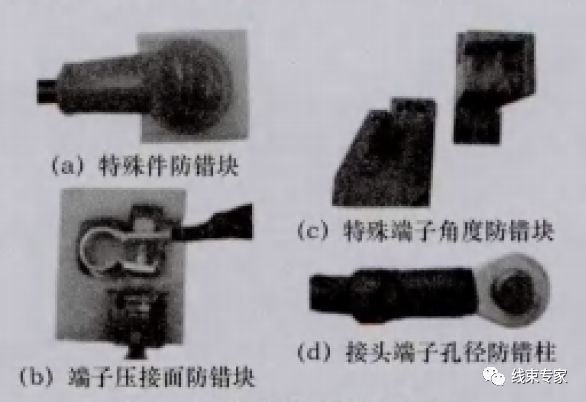
根据大截面导线在线束中所占比例的不同,其总装工序也应有所区别。具体类型有以下种类:电源线等以大截面导线为主的线束、蓄电池负极线束等完全由1~2根大截面导线组成的线束,还有如前舱线束或是发电机线束等由数以百计的小截面导线配合数根大截面导线组成。蓄电池负极线束与电源线束是以大截面导线为主的线束,其包扎要求一般在产品设计图纸中有具体说明,所用材料也会有明文要求,包扎程序需严格依照相关规范。在总装配时需要注意如下五个方面:(1)线束主干以及线束分支尺寸公差,尺寸公差范围应小;(2)分支的方向以及出现的位置,应严格符合图纸的设计要求;(3)工装治具板应对特殊部件以及特殊端子做好各项防护工作;(4)孔式接头以及L型端子的压接面方向应采用工装治具板来进行防错;(5)特殊角度要求的部件、端子应采用工装模块对其进行限定。
对于大截面导线所占比例相对较小的前舱线束中,只需要将已完成端子压接后所得半成品导线穿入为之配置的连接器或是橡胶件中或是将其装入熔断丝盒,最后包扎为线束。对于部分由螺栓固定于电器盒中的大截面导线,则需使用扭矩扳手完成其固定工作,使用前应设定好扭矩扳手的扭矩大小。全部由大截面导线组成的线束,则需使用专用工具使导线弯曲到所需形状后完成包扎工作,通常需要使用金属护壳、工装冶具板等工具。
2.6 检验工序
在含有大截面导线的线束中,回路数小于或等于3时,可以不需要进行线束导通检测。但是如果回路数较多,应对线束进行导通检测,确保端子连接准确。
2.7 包装工序
线束的包装需要满足厂家要求或是相关包装标准,对线束包装数量、材料进行规范,同时包装的形式以及线束的防护措施都应获得厂家的认可。此外,线束的包装还应采取相应的防潮措施、防尘措施、防变形措施以及防超重措施等。
3. 结语
随着我国国民经济的迅速发展,大截面导线的用途变得越来越广泛。在同等条件之下,导线的截面积增大1倍,导线的输电容量就可以增加90%以上。因此,大截面导线不仅可以提高线路的机械性能,还可以改善线路对环境的影响,所以大截面导线在众多设备中占有非常重要的作用。虽然线束中大截面导线的加工工艺,所选用设备种类多样,加工方式也会不尽相同,但是其加工必须要在最大程度上满足线束设计要求,因此在实际的大截面导线加工中,应该严格根据线束设计要求对导线进行加工,确保线束产品的质量以及一致性。

大面积导线一般采用6边形模具压接更加牢固可靠
编辑:黄飞
-
SEM/FIB双束系统及其截面加工技术2025-10-30 574
-
汽车线束的工艺特征是什么2023-09-13 1439
-
汽车EPB线束导线断裂分析和对策2023-02-11 2755
-
汽车线束工艺分析2022-09-20 2227
-
汽车线束基础知识工艺介绍2022-09-08 2886
-
汽车线束及灯光电器测试2021-07-06 8169
-
关于线束加工工艺细节的详细解析2021-03-23 7057
-
关于对电子线束加工如何选择线束的材料的介绍2021-01-04 6797
-
大截面防雷铜编织带软连接 铜导线选型2019-03-19 836
-
防雷铜导线,幕墙避雷编织铜带一般选用多大截面?2019-03-09 1350
-
新能源汽车高压线束屏蔽网,线束保护屏蔽网套2019-02-26 3004
-
汽车线束设计及线束用原材料2011-02-14 2112
-
[原创]如何选择汽车线束的导线类型2010-04-06 3665
全部0条评论

快来发表一下你的评论吧 !
