

S7-1200PLC运动控制案例介绍
工业控制
描述
在这个案例中,主要让大家学习1200PLC的运动控制功能,我们借助这个三轴设备(如图1所示)实现长宽为50mm的正方形的绘制。
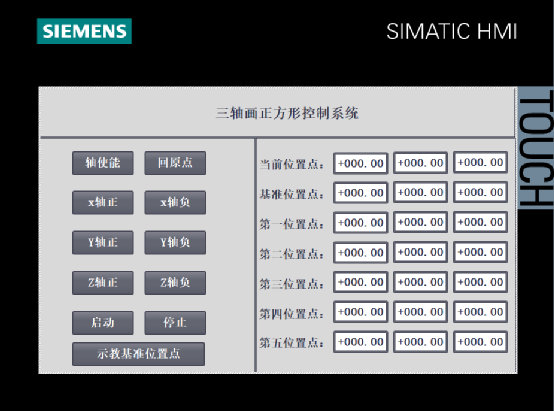
在HMI上(如图2所示)可以手动实现轴使能、手动X轴正负方向运行;手动Y轴正负方向运行;手动Z轴正负方向运行、示教基准位置点等。自动时,按下“启动”按钮即自动绘制长宽为50mm的正方形。
程序设计思路
1)可以设置一个基准点(如图3),然后依次算出其他的位置点。
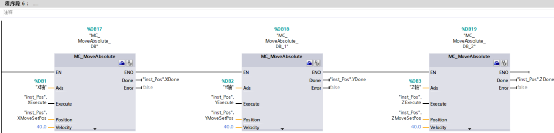
2)使用绝对定位指令,到达相关位置点。
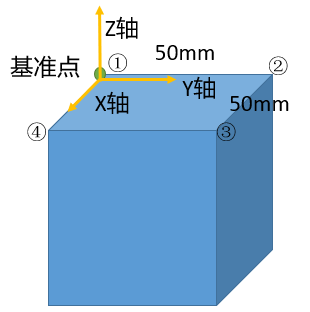
图3
2
程序设计
1)创建工艺对象:创建X轴的工艺对象(如图4至图10所示)。Y轴和Z轴的工艺对象类似,在此不赘述。
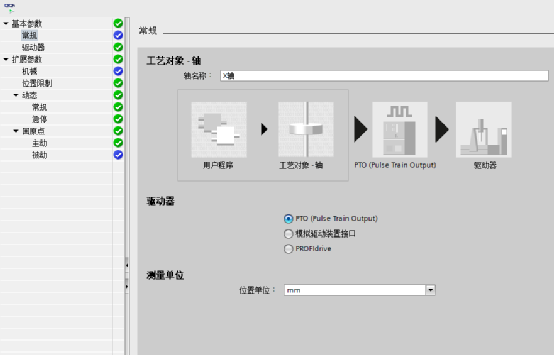
图4
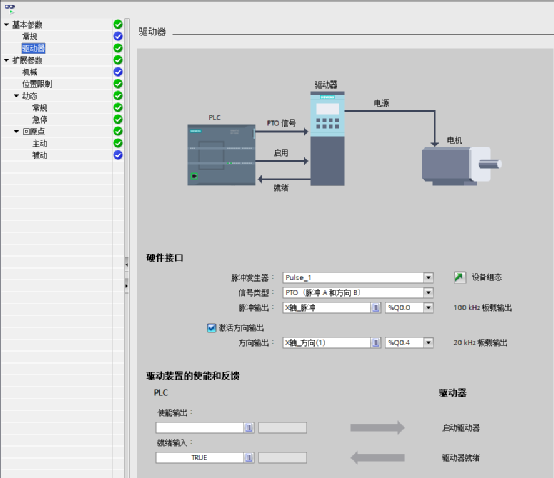
图5
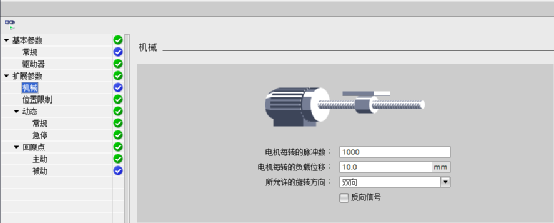
图6
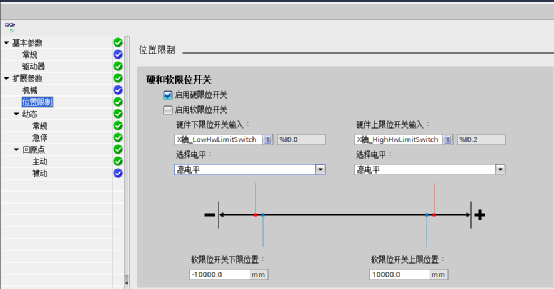
图7
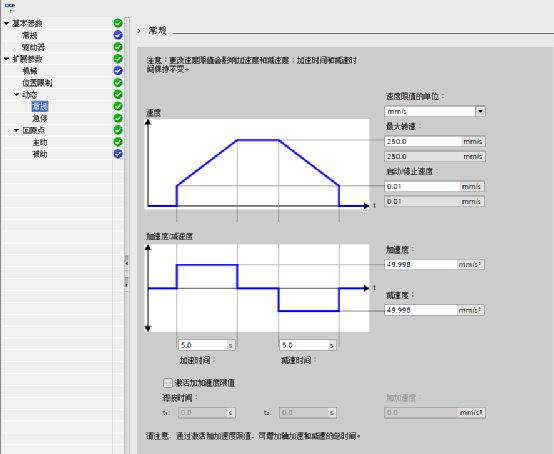
图8
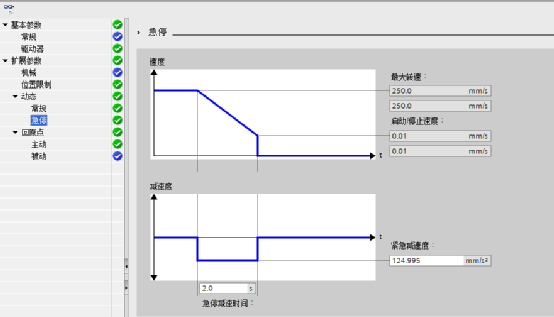
图9
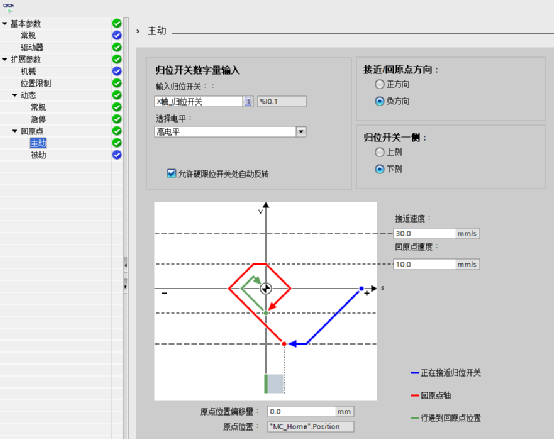
图10
2)因为我们设备上有X、Y、Z三轴轴,每个轴都有位置值,所以可以建立 “UDT数据类型”,用于存储三个轴的位置值。UDT的数据类型名称为“Pos”,如图11及图12所示.
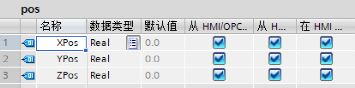
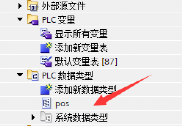
图12 图11
3)手动控制程序(FC1),如图13至16所示,主要实现的功能是轴使能,三个轴的点动控制、三个轴的回原点、三个轴的故障复位等。
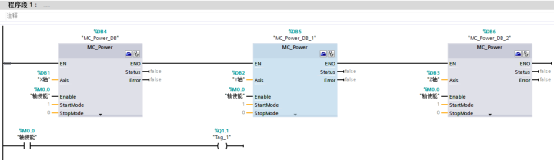
图13
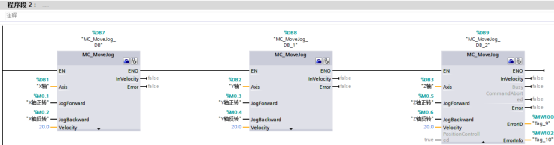
图14
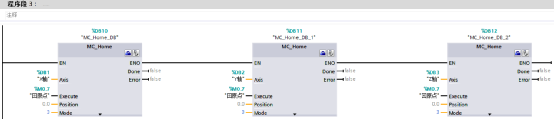
图15

图16
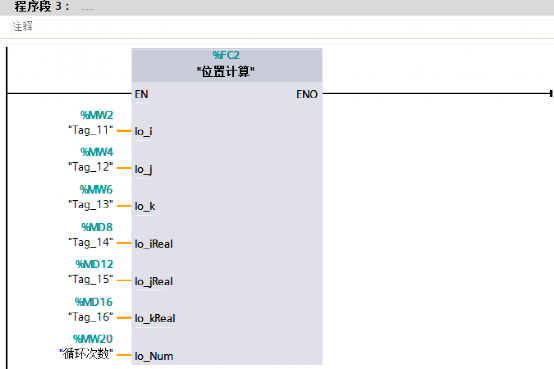
4)位置计算(FC2),要计算zheng方形的4个位置点,可以使用SCL语言编写。当“"inst_Pos".HMI_SetBase”的值(来源于HMI上的按钮)为1时计算4个位置点。如图17及18所示,
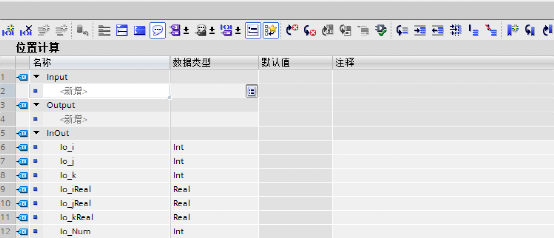
图17
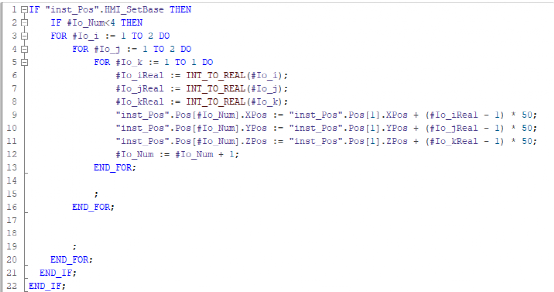
图18
计算出来的位置值存储在数组变量中,如图19所示。四个点的坐标值对应图3的四个位置值。
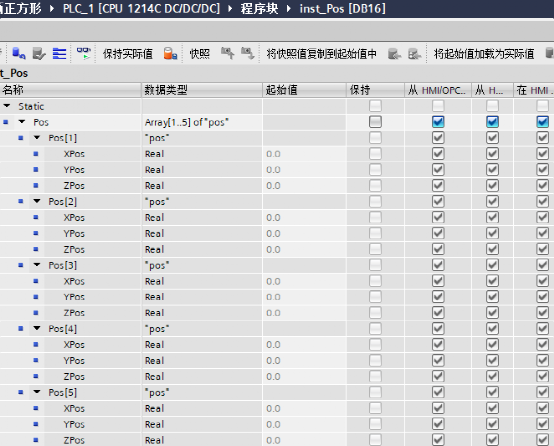
图19
3)主程序
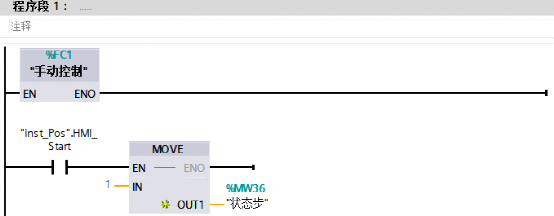
①程序段1主要是调用手动控制程序。并且如何按下了HMI上的“"inst_Pos".HMI_Start”这个按钮之后把状态步MW36设置为1。
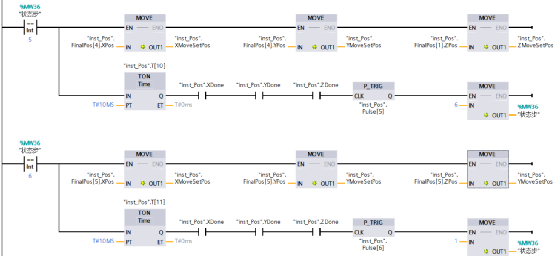
②“"inst_Pos".HMI_SetBase”为触摸屏上设置基准点按钮,当按下这个按钮则可以设置1个基准点,依次基准点画一个正方形。由于计算出来的位置值的第3个点和第4个位置点是相反的,所以地址中的值做个交换。"inst_Pos".Pos[1]给到"inst_Pos".FinalPos[1],"inst_Pos".Pos[2]给到"inst_Pos".FinalPos[2],"inst_Pos".Pos[3]给到"inst_Pos".FinalPos[4],"inst_Pos".Pos[4]给到"inst_Pos".FinalPos[3],起始点和结束点是同一个点,所以"inst_Pos".Pos[1]给到"inst_Pos".FinalPos[5]。其中"inst_Pos".FinalPos变量如图20
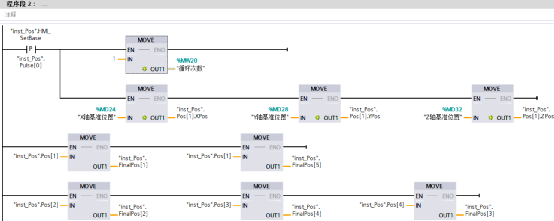
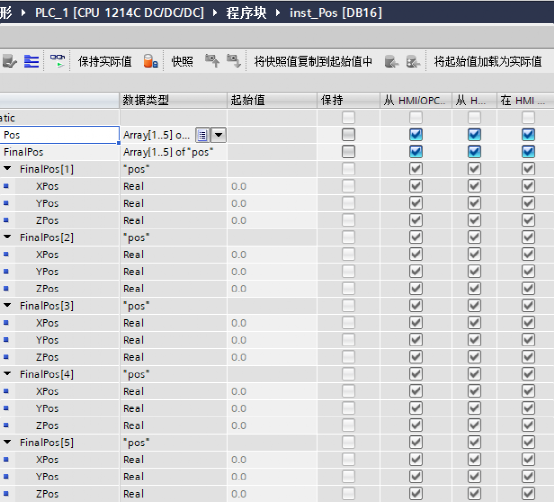
图20
③调用位置计算程序
④轴的当前位置

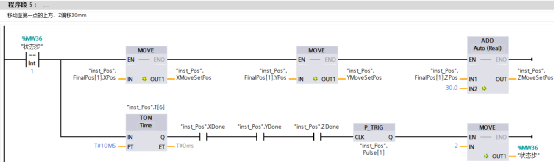
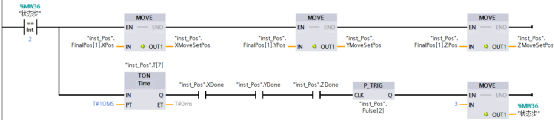
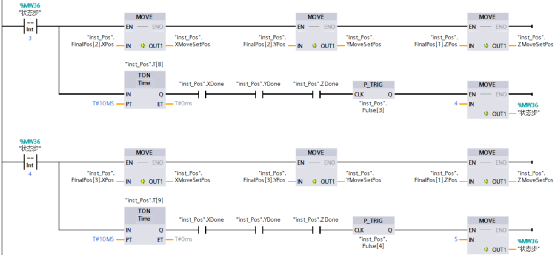
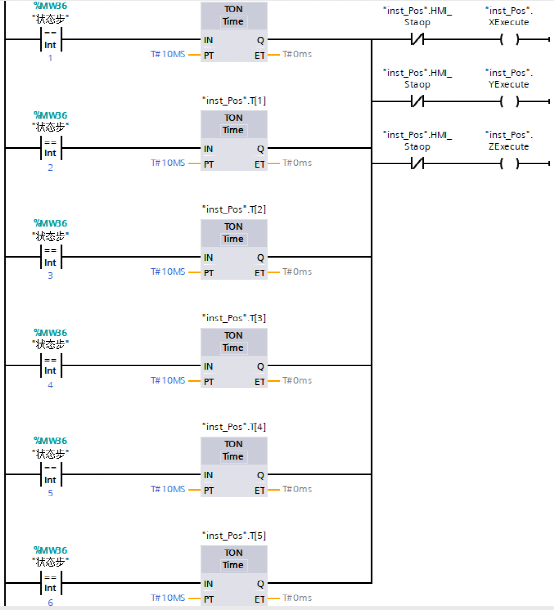
⑤状态步判断,然后到达不同的位置

编辑:黄飞
-
介绍S7-1200PLC和V20变频器的Modbus通讯详细步骤2024-01-03 4005
-
S7-1200PLC通过高速计数器测量AB相编码器转速2023-09-20 2251
-
西门子Smart line系列触摸屏如何与S7-1200PLC的时间同步2023-08-04 6992
-
西门子S7-1200PLC移动操作指令:读取域和写入域指令2023-07-12 4643
-
KUKA工业机器人与S7-1200PLC实现Profinet通讯的步骤2023-07-05 9894
-
西门子S7-1200PLC数据处理指令之缩放和标准化2023-04-10 8718
-
西门子S7-1200PLC移动操作移动值指令MOVE2023-04-06 8949
-
西门子S7-1200PLC移动操作指令之交换指令SWAP介绍2023-03-29 16597
-
利用Modbus采集网关采集西门子S7-1200plc数据2023-03-08 3141
-
通信教程:西门子S7-1200PLC与组态王2023-02-23 6784
-
介绍西门子S7-1200PLC和V20变频器的Modbus通讯详细步2023-02-20 21318
-
如何将S7-1200PLC连接到EMCP物联网云平台2020-06-30 7192
-
S7-1200运动控制的结构及原理2017-09-29 3059
-
基于S7-1200PLC运动控制编程及调试2017-09-28 1913
全部0条评论

快来发表一下你的评论吧 !
