

CRT-通用3-6轴MF系列多功能运动控制系统示教编辑案例
描述
CRT-DMC600MF系列运动控制系统主要为3至6轴,示教系统主要由运动控制器和手持盒(Leader30ST)两个部分组成。Leader30ST 手持盒,为手持控制端,通过标准 Modbus 协议与控制器进行实时通讯。手持盒采用工艺文件与坐标信息采集分离式设计,使示教编程更加方便快捷。工艺文件除实现电机基本运动控制(多轴直线插补、圆弧插补、圆弧与插补联动)外,更可进行复杂的逻辑及运算功能。
移动例程(3轴为例,6轴编辑一样的 )
例程要求:如图 1 所示:(1)移动到“点 1”,打开输出“OT0”,延时 2000ms,关闭输出“OT0”;(2)移动到“点 2”,打开输出“OT1”,延时 2000ms,关闭输出“OT1”;(3)移动到“点 3”,打开输出“OT2”,延时 2000ms,关闭输出“OT2”。
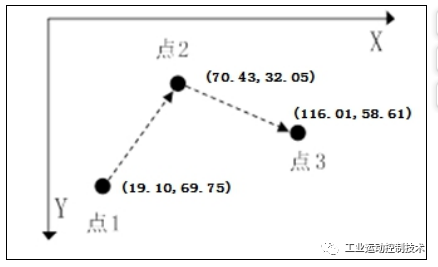
图 1
操作步骤如下:
1. 开机:上电开机后画面如图2 所示。
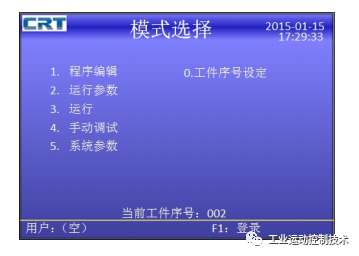
图2
2. 登录:在“模式选择”界面下按“F1”,弹出“用户登录”窗口,按“↑”和“↓”键,选择“用户名”,选中之后按“确定”键确认,输入密码,按“确定”键确认,登录成功后在最下排会显示“用户名”,如图3所示。
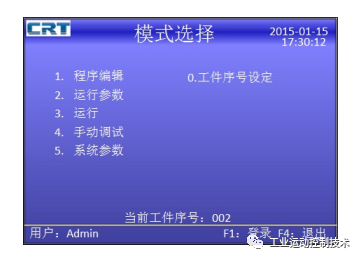
图3
3. 输入工件序号:在“模式选择”界面下按“0”后,弹出“请输入工件序号”窗口,以本例 2 号加工文件为例,在窗口中输入“2”,按“确定”键确认。
4. 进入主程序编辑:在“模式选择”界面下按“1”后,弹出“编辑选择”窗口,选中“主程序编辑”,按“确定”键进入“工艺程序”界面,如图4 所示。

图4
5. 设计工艺流程:根据例程要求设定工艺流程为(1)移动到点 1;(2)打开输出 OT0 并延时 2000ms;(3)移动到点 2;(4)打开输出 OT1 并延时 2000ms;(5)移动到点 3;(6)打开输出 OT2 并延时 2000ms;(7)结束。
6. 编辑工艺程序 1:选中第 1 个图元的功能栏,按“确定”键,弹出二级对话框,移动光标选中“1.移动”,按“确定”键进入三级对话框,选中“1.移动 MOVE”,按“确定”键确认,会在其后面自动生成相应的参数,第 1 个图元编辑完毕,如图5 所示。

图5
7. 编辑工艺程序 2:移动光标选定第 2 个图元的功能栏,按“确定”键进入二级对话框,选中“2.输出延时”,按“确定”键进入三级对话框,选中“1.输出 B”,按“确定”键确认,修改图元参数如图6 所示,第 2 个图元编辑完毕。

图6
8. 编辑工艺程序 3:移动光标选定第 3 个图元的功能栏,按“确定”键进入二级对话框,选中“2.输出延时”,按“确定”键进入三级对话框,选中“1.输出 B”,按“确定”键确认,修改图元参数如图7 所示,至此,第一个点的动作编辑完毕。

图7
9. 编辑工艺程序 4:与第一个点一样,编辑之后的两个点的工艺程序,编辑后如图8 所示。
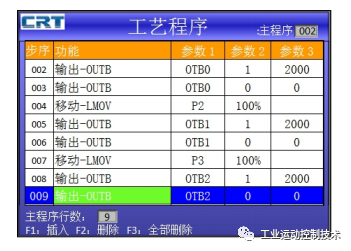
图8
10. 编辑工艺程序 5:移动光标选定第 10 个图元的功能栏,按“确定”键进入二级对话框,选中“6.结束”,按“确定”键确认,修改图元参数如图9 所示,工艺程序编辑完毕。
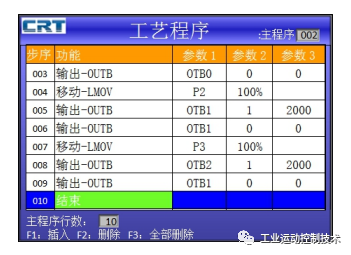
图9
11. 进入轨迹采集:按“返回”键,回到“编辑选择”窗口,选中“轨迹采集”,按“确定”键进入“点信息采集”界面,如图10 所示。

图10
12. 轨迹采集 1:按各轴的“运动方向控制”键运动到点 1 的位置,按“Go”键记录点 1 的坐标信息,如图11 所示(注意:保存坐标的时候务必确保坐标在原点的位置为(0.00,0.00,0.00),如此记录的坐标才是真实有效的数据)。

图11
13. 轨迹采集 2:跟上面的方法一样,分别记录点 2 和点 3 的坐标信息,如图 12 所示,按“返回”键返回上一级的菜单(“编辑选择”界面)就可以对数据进行保存。

图 12
14. 运行验证:返回到“模式选择”界面,按“3”进入“运行模式”界面,按“F1”运行,然后按控制器上连接的运行按钮(注意:运行前先要确保“各轴系数”和“运行速度”已经设置,且在合理的范围内),可以看到系统依次加工所编辑的三个点。说明:以上步骤中 1~4、11、13~14 为示教编辑的一般性通用步骤。
-
焊接抛光示教系统方便吗?2022-05-11 13321
-
三轴运动控制器示教系统2020-03-23 5650
-
1~3轴运动控制系统2020-05-02 3093
-
DMC660MF六轴运动控制器的示教系统的简易说明2020-10-26 1498
-
简单介绍多轴机械手运动控制系统CRT-DMC660MF2020-12-26 1192
-
CRT自动抛光机|自动打磨机控制示教系统 是PLC技术最理想的替代方案2022-10-21 2985
-
DMC640MH面板灯铝框激光焊接示教系统2022-05-31 1205
-
科瑞特(CRT)功能实用|编辑简单|桁架机械手编程案例2022-10-20 2114
-
功能实用|编辑简单|CRT直坐标机器人示教编程案例2022-10-24 1357
-
科瑞特(CRT)3~6轴抛光运动控制示教系统2022-11-10 1633
-
CRT4-8轴全自动激光焊接示教系统2023-07-03 1367
-
CRT:4-8轴全自动激光焊接示教系统2023-07-04 1784
-
CRT-双工位全自动八轴激光焊接示教系统操作说明2023-09-12 1949
-
CRT3-6轴抛光运动控制系统工件加工编辑方法及步骤2023-10-23 1978
-
CRT-DMC630MF运动控制器 示教系统说明书2021-10-29 948
全部0条评论

快来发表一下你的评论吧 !
