

PLC初学者怎么选择西门子还是三菱?
工业控制
描述
了解PLC
可编程逻辑控制器,它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
熟悉基本步骤
系统设计的主要内容:
拟定控制系统设计的技术条件。技术条件一般以设计任务书的形式来确定,它是整个设计的依据;
选择电气传动形式和电动机、电磁阀等执行机构;
选定 PLC 的型号;
编制 PLC 的输入 / 输出分配表或绘制输入 / 输出端子接线图;
根据系统设计的要求编写软件规格说明书,然后再用相应的编程语言(常用梯形图)进行程序设计;
了解并遵循用户认知心理学,重视人机界面的设计,增强人与机器之间的友善关系;
设计操作台、电气柜及非标准电器元部件;
编写设计说明书和使用说明书; 根据具体任务,上述内容可适当调整。
系统设计的基本步骤 :
可编程控制器应用系统设计与调试的主要步骤,如图 1 所示。
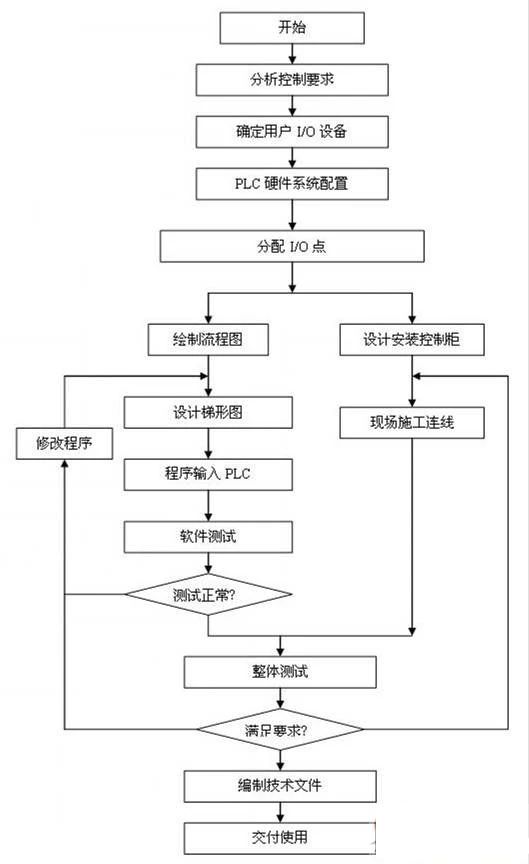
图 1 可编程控制器应用系统设计与调试的主要步骤
1、深入了解和分析被控对象的工艺条件和控制要求。
a .被控对象就是受控的机械、电气设备、生产线或生产过程。
b .控制要求主要指控制的基本方式、应完成的动作、自动工作循环的组成、必要的保护和联锁等。对较复杂的控制系统,还可将控制任务分成几个独立部分,这种可化繁为简,有利于编程和调试。
2、确定 I/O 设备 根据被控对象对 PLC 控制系统的功能要求,确定系统所需的用户输入、输出设备。常用的输入设备有按钮、选择开关、行程开关、传感器等,常用的输出设备有继电器、接触器、指示灯、电磁阀等。
3、选择合适的 PLC 类型 :
根据已确定的用户 I/O 设备,统计所需的输入信号和输出信号的点数,选择合适的 PLC 类型,包括机型的选择、容量的选择、 I/O 模块的选择、电源模块的选择等。
4、分配 I/O 点 分配 PLC 的输入输出点,编制出输入 / 输出分配表或者画出输入 / 输出端子的接线图。接着就可以进行 PLC 程序设计,同时可进行控制柜或操作台的设计和现场施工。
5、设计应用系统梯形图程序 根据工作功能图表或状态流程图等设计出梯形图即编程。这一步是整个应用系统设计的最核心工作,也是比较困难的一步,要设计好梯形图,首先要十分熟悉控制要求,同时还要有一定的电气设计的实践经验。
6、将程序输入 PLC 当使用简易编程器将程序输入 PLC 时,需要先将梯形图转换成指令助记符,以便输入。当使用可编程序控制器的辅助编程软件在计算机上编程时,可通过上下位机的连接电缆将程序下载到 PLC 中去。
7、进行软件测试 程序输入 PLC 后,应先进行测试工作。因为在程序设计过程中,难免会有疏漏的地方。因此在将 PLC 连接到现场设备上去之前,必需进行软件测试,以排除程序中的错误,同时也为整体调试打好基础,缩短整体调试的周期。
8、应用系统整体调试 在 PLC 软硬件设计和控制柜及现场施工完成后,就可以进行整个系统的联机调试,如果控制系统是由几个部分组成,则应先作局部调试,然后再进行整体调试;如果控制程序的步序较多,则可先进行分段调试,然后再连接起来总调。调试中发现的问题,要逐一排除,直至调试成功。
9、编制技术文件 系统技术文件包括说明书、电气原理图、电器布置图、电气元件明细表、 PLC 梯形图。
PLC 型号的选择
在控制系统逻辑关系较复杂(需要大量中间继电器、时间继电器、计数器等)、工艺流程和产品改型较频繁、需要进行数据处理和信息管理(有数据运算、模拟量的控制、PID 调节等)、系统要求有较高的可靠性和稳定性、准备实现工厂自动化联网等情况下,使用 PLC 控制是很必要的。
学习PLC除了学习一些基本的编程知识和理念,更应该学习的是各个厂家解决问题的思路。目前,国内外众多的生产厂家提供了多种系列功能各异的 PLC产品,但是思维方式的不同导致各系列PLC处理问题的思路也不尽相同,所以初学者最好能对各品牌PLC的区别能有所了解,学习中才能对出现的问题有明显的解决思路,一下就为大家详细叙述西门子和三菱这两款PLC的异同。
不同的人对同一问题都有不同的看法,更何况两款地域性差别这么大的PLC。使用过程中可以体会一下面对同一个问题这两类PLC都是怎么解决的?为什么这么解决?这么解决有什么好处?两种解决方法你更喜欢哪种(或者说哪种更方便)?学会思考进步才更快!!
一、编程理念不同
三菱PLC是日系品牌,编程直观易懂,学习起来会比较轻松,但指令较多。而西门子PLC是德国品牌,指令比较抽象,学习难度较大,但指令较少,所以学习三菱和学习西门子的周期是一样的。
个人认为三菱(日系的中高端品牌)PLC的软件至少落后西门子5年以上,大中型的暂且不说,就拿三菱比较有优势的小型机FX系列和西门子S7-200系列相比,西门子有如下优势:
1、三菱的编程软件从早期的FXGPWIN到近期的GX Developer 8.8,和所有的日系品牌一样,该软件的编程思路是自上而下的单一纵向结构,而西门子的Micro-WIN则是纵向和横向兼备的结构,而且子程序支持局部变量,相同的功能只需要编一次程序即可,大大减少了开发难度和时间。
2、S7-200一直以来支持强大的浮点运算,编程软件直接支持小数点输入输出,而三菱直至近年推出的FX3U系列才有此种功能,以前的FX2N系列的浮点功能都是假的。
3、S7-200的模拟量输入输出程序非常简单方便,AD、DA值可以不需编程直接存取的,三菱的FX2N及其以前的系列都需要非常繁琐的FROM TO指令。FX3U如今倒支持此功能了,但足足晚了五年甚至更多。
4、当然三菱的FX2N系列也有它自己的优势,一是高速计数器指令比S7-200方便,二是422口比西门子的PPI口皮实(因为200系列的PPI口是非光电隔离的,非规范操作和仿制的编程电缆可能会导致串口损坏)。
以上的比较仅仅是小型机,至于西门子的300和400系列以及更大型的TDC系列,这里就无需多言了。学PLC,三菱是很容易上手的,因为直来直去思路简单,但从学习的角度讲,肯定是西门子更好。
个人认为对于初学者学习西门子相对会更好上手一些,特别是基础差的初学者三菱的学习要不容易入门,西门子编程软件人性化,网上各种资料多。
二、芯片不同
这主要体现在容量和运算速度上。西门子CPU226的程序容量20K,数据容量14K;而三菱FX2N总共才8K,后来的3U倒是有所改进。
西门子CPU226和CPU224XP标准配置2个485口即PPI口,最大通讯速度187.5K;而三菱FX3U之前的所有系列都是一个422口,而且速度是9.6K。如果需要连个智能仪表什么的则必须另购FX2N0-485BD等特殊模块。而且两个通信口可以一个连接下载数据线一个连接触摸屏进行调试程序,否则你就要拔下触摸屏数据线再连接触摸屏数据线,来回调整程序非常麻烦。
上文已经说过200系列的PPI口是非光电隔离的,非规范操作和仿制的编程电缆可能会导致串口损坏。这个大家在使用时千万注意,最好不要带电插拔。S7-200的通信口真的非常娇气,绝对没有三菱的皮实。
三、控制的强项不同
西门子的强项是过程控制与通信控制,西门子的模拟量模块价格便宜,程序简单,而三菱的模拟量模块价格昂贵,程序复杂,西门子做通信也容易,程序简单,三菱在这块功能较弱。
三菱的优势在于离散控制和运动控制,三菱的指令丰富,有专用的定位指令,控制伺服和步进容易实现,要实现某些复杂的动作控制也是三菱的强项,而西门子在这块就较弱,没有专用的指令,做伺服或步进定位控制不是不能实现,而是程序复杂,控制精度不高。
例如某设备只是些动作控制,如机械手,可选择三菱的PLC,某设备有伺服或步进要进行定位控制,也选三菱的PLC。像中央空调,污水处理,温度控制等这类有很多模拟量要处理的就要选西门子的PLC比较合适,某设备现场有很多仪表的数据要用通信进行采集,选西门子的好控制。
所以针对不同的设备不同的控制方式,我们要合理的选用PLC,用其长处,避其短处。
编辑:黄飞
-
三菱PLC和西门子PLC之MODBUS RTU通信实例2016-06-08 6741
-
三菱plc与西门子plc的区别及优缺点对比2019-04-28 49555
-
图解西门子与三菱PLC高级指令的区别2019-05-02 7828
-
三菱PLC与西门子PLC选用指南2019-05-07 11249
-
西门子、三菱、欧姆龙PLC电气设计与编程自学需要学习的教程2019-05-18 14857
-
初学者如何选择PLC的型号2019-11-02 10615
-
初学PLC是学习西门子还是三菱?2020-10-01 6521
-
三菱plc与西门子plc编程有什么不同?2021-12-21 6892
-
三菱PLC与西门子PLC的区别及优缺点2023-04-19 4477
-
三菱PLC与西门子PLC有什么区别?2023-04-27 4246
-
三菱和西门子PLC区别及优势分析2023-10-26 5637
-
三菱和西门子PLC输入接线知识点2023-11-21 2023
-
西门子PLC和三菱PLC哪个好?如何进行数据采集?2024-02-06 2087
-
三菱or西门子品牌PLC的区别2024-02-20 1762
-
刚入行选哪个PLC?三菱还是西门子?2026-05-13 734
全部0条评论

快来发表一下你的评论吧 !
