

泵壳的腐蚀磨蚀气蚀如何修复与保护?如何让泵恢复活力
描述
本文介绍了泵壳流道冲刷腐蚀问题及其修复工艺,其中传统修复工艺只能延缓冲刷现象的出现,而高分子复合材料修复工艺则可降低修复费用并提高泵的性能。本文还给出了泵的修复保护方案和步骤,包括清理表面、涂覆底涂、填充耐磨材料、涂覆耐磨涂层等。最后,本文提到了应用案例,展示了高分子复合材料修复工艺的实际应用效果。
一、设备问题分析
泵壳内流体在高速流动和压力变化条件下,泵壳与流体接触的金属表面上发生气蚀,使水泵壳体表面表面金属产生疲劳而剥裂损坏。而且介质中的微小固体颗粒,不间断地对金属表面产生撞击,造成壳体金属表面产生损伤,使泵的噪音增大、震动增大、泵效下降,电耗增加。此类问题长期以来得不到妥善解决,成为行业难题。

二、设备修复工艺
1、 传统修复工艺
对于泵壳流道的冲刷腐蚀损伤,企业往往通过补焊或者改变设备材质来提高性能,这样将投入大量的资金。但是随着使用时间的推移,冲刷现象会再次出现,所以这种方法只能延缓其周期,也无法从根本上解决冲刷问题。
2、高分子复合材料修复工艺
福世蓝高分子复合材料现场修复技术即节省时间又可降低修复费用。高分子复合材料有着优异的粘着力和耐腐蚀性能。可在浸泡环境下的抗高温、抗强化学腐蚀保护的材料;材料常温操作,避免由于焊补引起的热应力变形;高分子复合材料的可塑性好,本身具有较好的密封及抗冲刷能力。
三、泵壳的修复保护方案
使用福世蓝2211F高分子复合材料进行打底,在2211F固化前使用福世蓝8500对冲刷部位凹陷进行填充。8500固化后涂覆128L,材料固化后修复结束。
四、泵壳保护的步骤
1.准备工作:将泵壳内杂质清理干净,对泵壳内表面进行喷砂处理具体可参照Sa2.5等级;
2.清洁表面:用压缩空气(无水无杂质)吹扫灰尘,使表面干净;使用的压缩空气必须经过干燥处理。
3.表面处理:使用99.7%无水乙醇进行擦拭,使表面干净、干燥、坚实;
4.涂覆底涂:按2:1比例调和福世蓝高分子材料2211F,将材料取出后进行调和,调和至无色差后方可使用。材料涂覆时,注意用手按压材料,保证材料将基材上的凹陷完全填充。根据现场施工环境,温度在24℃时,材料可操作时间为30分钟,所以请按照现场施工进度,合理取用材料,避免材料未使用就固化的现象。2211F属于打底材料,提高耐磨图层的粘接力,厚度控制在0.5mm即可。
5.耐磨涂层施工:在2211F未固化之前,将耐磨材料填充到凹陷部位。按10:1比例调和福世蓝高分子材料8500,调和至无色差后方可使用。8500材料使用过程中,需将材料填充至泵壳原始尺寸,材料填充后,需使用橡胶锤进行敲击,保证材料的致密度。冲刷量较大,凹陷较深的情况下,8500单次填充过厚,可能会出现下垂现象,可分多次进行填充,减小单次填充厚度。
128L施工:等待8500完全固化后,按4:1比例调和128L,调和均匀后,涂覆至8500表面,该图层厚度在0.3-0.5mm即可。等待128L固化后,修复结束。
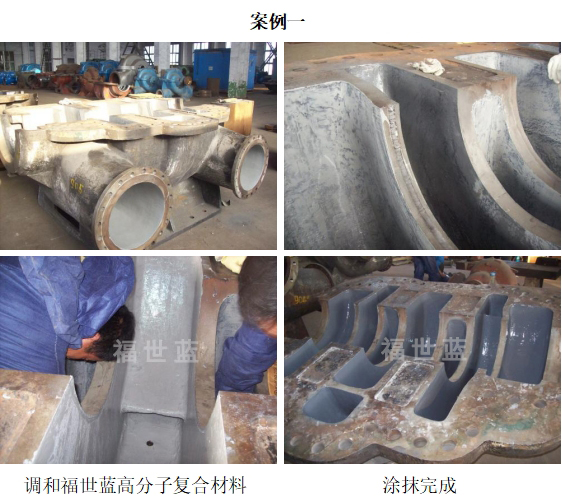
五、泵壳修复保护应用案例
-
脱硫泵出现气蚀腐蚀磨损问题时该如何处理2021-03-19 1246
-
脱硫泵腐蚀磨损的修复方法2021-04-16 1094
-
脱硫泵泵壳腐蚀磨损的修复方法2021-05-11 1197
-
盐泥泵泵壳冲刷磨损如何修复2021-05-12 778
-
水泵泵体气蚀的产生原因及处理方法2021-06-11 8659
-
盐泥泵泵壳冲刷腐蚀的保护方案2021-07-20 987
-
脱硫泵泵壳腐蚀原因及预防措施2021-08-16 1248
-
脱硫泵常见腐蚀原因及治理方法2021-09-28 1587
-
工业泵壳修复案例展示2021-12-07 720
-
脱硫泵泵壳腐蚀原因分析及修复方法2022-03-28 911
-
纸浆泵泵壳腐蚀磨损的修复方法2022-04-21 706
-
如何修复双开泵腐蚀问题2022-10-12 559
-
【泵类维修】脱硫浆液循环泵防腐耐磨保护方案分享2021-12-16 1885
-
化工盐酸泵泵壳腐蚀,这样保护更稳定2022-09-14 1597
-
双吸中开泵泵壳耐冲刷磨损耐腐蚀修复,让磨蚀的泵“重获新生”2024-07-15 1552
全部0条评论

快来发表一下你的评论吧 !
