

基石数据:TOC物理学浅析计划篇---制定计划依据(五)
描述
前面我们说了结存对产线的影响,当然也有计划对产线的影响,当计划不合理时影响很大。前一段时间和朋友在探讨结存和生产关系,他给了我一个比较形象的比喻:多投料,高水位,堆着做,好调配,这些都是相对传统的制造业思想,普遍现象,还特别有理,和一些生产老大说这些他还振振有词,而且大部分工厂连概念都这样。
01 计划是一个工厂生产的枢纽
俗话说,工厂产品好与快,还要看计划带,工厂计划做不好,生产工序都歇菜。
计划的重要性是一个工厂的关键,生产计划是工厂管理内部运作及生产运营的核心。制造业工厂含有物料需求计划和生产计划,一个好的工厂,内部管理应该是围绕着生产计划来进行的。
计划是大概念,在基石的TOC里面我们只谈些生产方面的计划,大到我国政府的5年计划,小到个人的每天工作计划,门类不同的计划等等。
其他的我们不专业,所以我们只谈制造业的生产和物料计划。
在现代制造业很多工厂有把物料需求计划和产线计划相对混合,都归PMC来处理,PMC通常大家就分成:PC(production control)生产控制,简称生管,一般由他来定制生产计划;MC(material control)物料控制,负责制定物料需求计划,归采购部门的物料需求计划来控制。
很多工厂的生管PC是在生产部门里面,这个其实是一个大的定位错误。
计划的重要性是不言而喻的,但往往在目前中国制造业里面生产计划的编制仅仅是生管,隶属生产制造部门,最多是生产运营下面的一个部门。
其实计划是一个工厂生产的枢纽,它是衔接客户,业务到生产的一个基础桥梁;它是纽带,是整个制造型企业的信息流的交换机。
02 计划和制造的关系
计划和制造本身的关系就像在战场上军部的参谋和实施打仗的,计划就是做作战路线图,生产就像师部各纵队和各兵种实施这张作战路线图。
无从下手制定作战路线图,信息流几乎没有,部队没有协同,各自作战,最终被分割消灭。(计划和生产执行关系,APS和MES关系后续会着重说明)计划的思想就要像站在高处往下看马路上的车的流动,你把计划放在和生产同样平面,计划它没办法从高处看到车的流动,也就不知道交通的拥堵。
城市交通的计划是要利用历史的车流来决定红绿灯的时间,更严重时就是单双号限行、限号,也就是减少计划投料。
计划是制定生产实施路线图的总指挥,而不是传统意义的跟线员。
计划制定生产节拍及让产线跳舞的人,计划就像我们乐团指挥,能让工厂按节拍跳舞,所以计划是一个思想者做的事情。
03 制定依据
我们对离散制造业特别是MTO的生产方式在PC端(生产计划)我们做详细讨论,MC(物料需求)我们不做另外展开,因为现在完整的ERP系统,就是从MIS,MRP,MRP2到ERP一路发展而来的,MC现在市面上有成熟固化的系统,说难听点就是死板没有思想的套件而已。
我们基石从以下几个层面来讨论计划,包括长流程离散制造业的APS及从SAP和Oracle的高级计划排产的可行性来讨论,也谈谈目前市面上的APS(高级计划排程软件)的可用性。
我们前面说到TOC理论在作用点的内容,这个是和其他两个追求速度的理论没有强调作用点F的差别,这个是在做计划排产的时候就需要按TOC里面说到的瓶颈工序来排产。
各生产线生产要顺畅,半成品生产线与成品生产线的生产节拍应相同,机器负荷应考虑,不能让瓶颈出现断料,停线待料事件。
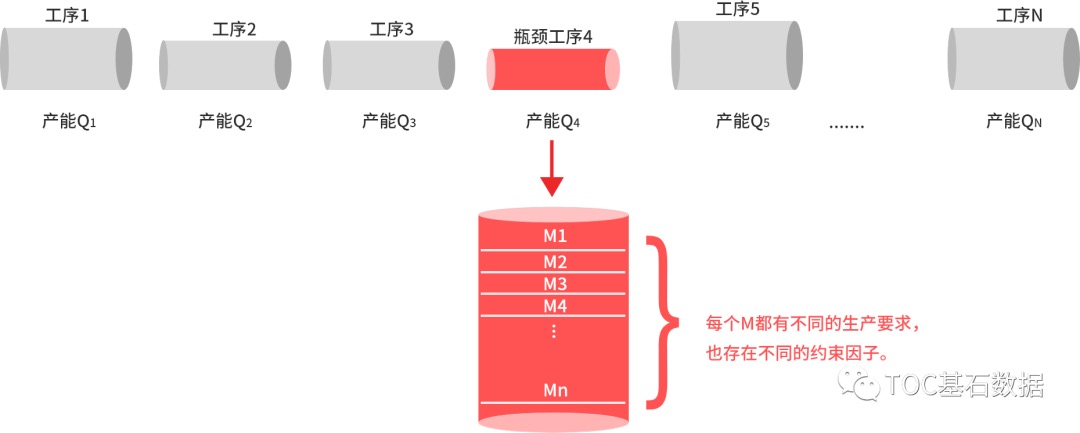
TOC的排产原则就是按瓶颈来排,瓶颈里面的多种产品M=nm,把生产n种不同产品的制约条件全部列出,这个瓶颈排产所产出的物流就是最终检验(FQC)的物流产出。
这个也是后续做APS(高级计划排产)的原则。
在一个既有的工厂,他的设备相对固定,对于市场订单的分解在瓶颈工序是相对稳定,不会经常漂移。
所以我们在编排制定计划时就是考虑瓶颈工序所能应对不同产品组合产生的瓶颈因素来设置我们的计划内容项,把对此瓶颈工序影响MV产出的所有(或者大部分)制约因素列出,按不同制约因素的条件设定,来做个最大公约值,同时结合市场近3-6个月内的订单情况来确定瓶颈的制约因素来制定计划。
我们在制定计划的时候,也不是按客户和产品价值来做优先,这些因素在市场或者业务接单已经考虑,在计划端他是实现客户给出的任务编排,市场到计划的信息流是一一对应,计划没有权力管到客户的优先级,只有市场和业务才有。
所以我们强调市场和计划到生产的单向和正向流,而且必须正向,不得逆行。
这些逆行动作只有在接到计划单的时候可以提出,一旦承接计划单就形成计划和生产的契约,这些契约精神是我们客户-市场业务-计划-生产的正向流,也是计划有效性的保证。
在一个既有的工厂,计划人员在接受市场订单和生产能力的时候,是要了解工厂的实际瓶颈,同时了解工厂近几个月的订单情况,特别是MTO(接单式生产方式)生产计划就显的尤为重要和突出。
没有历史数据我们的计划制定没有数据来源和甄别,也就没有基础,基于这一点,计划才可以前置到市场排单。
-
基石数据:TOC理论物理学浅析—MES和计划(十三)2023-11-13 1393
-
基石数据:TOC理论物理学浅析—MES和数字化,智能制造(十二)2023-11-09 1149
-
基石数据:TOC理论物理学浅析—列队生产(八)2023-11-07 1113
-
基石数据:TOC理论物理学浅析(二)2023-10-31 1268
-
基石数据:TOC理论物理学浅析(一)2023-10-30 1227
-
简述物理学的工具和对象2021-05-11 4209
-
物理学两大基石的矛盾2019-03-12 4880
-
物理学家计划通过传感器在大气层中寻找黑洞存在证据2018-10-24 2042
-
《大学物理学》课程经典习题8及答案2017-09-14 1801
-
检测设备周期检定计划表2009-02-17 898
-
物理学2008-09-16 2328
全部0条评论

快来发表一下你的评论吧 !
