

形位公差怎么检测?是在机床上检还是在检测台上检?
描述
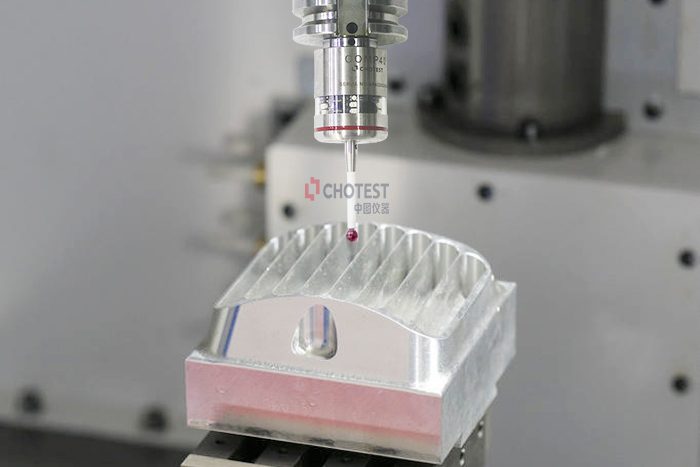
机床加工工件的形位公差可以在机床上在机测量,也可以在检测台上检测。
在机测量主要使用PO系列机床测头系统,在机测量系统是利用测头与待测物体的碰撞来确定接触点的位置信息的。由于利用了机床数控系统的功能,又使得数控系统能及时得到检测系统所反馈的信息,从而能及时修正系统误差和随机误差,以改变机床的运动参数,更好地保证加工质量,促进加工测量一体化的发展。
放到机台上检测的话,就是工件加工完以后取下来放置于三坐标、轮廓仪、闪测仪等尺寸测量仪器上来检测。
在机测量检测结果实时反馈,自动回补加工参数,缩短修正时间,缩短加工周期,减少废品,降低昂贵的原料成本 。提高一次装夹加工产品尺寸合格率,减少工件流转和二次安装的时间,避免二次装夹的误差。
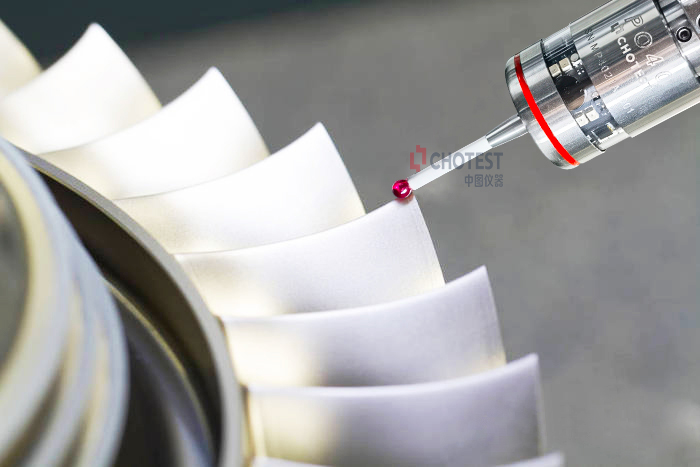
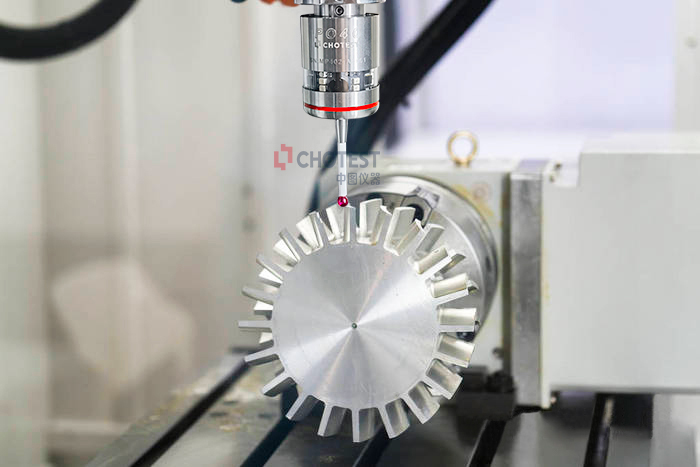
PO系列机床测头可以在加工过程中实时检测工件表面的形貌信息,并根据实际测量结果进行动态调整,从而使加工精度得以保证。它的功能大致有以下几种。
1、自动识别机床精度误差,并自动补偿机床精度;
2、代替人工进行自动分中、寻边、测量,并根据测量数据自动修正坐标系,自动刀补;
3、对加工工件直接进行曲面的测量;
4、自动比对测量结果并做出报告。
由于其直接安装在机床上,且能自动测量、自动记录、自动校准,对减少加工工序、降低人力成本、提高机床加工精度和效率方面具有积极作用。
目前在机测量已经成为很多车间首选。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
在数控机床上检测形位公差并自动校正工件的方法2009-07-01 1864
-
形位公差是什么?及测量各形位误差的方法2019-06-26 10302
-
食品快检仪的检测项目及产品性能2021-09-26 1052
-
广西工装夹具位置校准及检测服务及解决方案形位公差测量-CASAIM2023-03-20 1553
-
广东深圳形位公差检测服务CAV比对服务异形件三维尺寸测量-CASAIM2023-03-23 1411
-
广东惠州三维扫描工装检测尺寸与形位公差技术服务方案-CASAIM2024-08-20 1081
-
CASAIM自动化检测设备3D尺寸检测形位公差测量设备2024-11-20 1093
-
防水检测选哪个?气检取代水检,高效精准气密测试,优劣势大PK2025-03-10 1639
-
水检伤产品?试试无损气密性检测仪-岳信仪器2025-10-27 491
全部0条评论

快来发表一下你的评论吧 !
