

基于ATV71变频器在分切机控制应用方案
工业控制
描述
分切机是一种将宽幅纸张或薄膜分切成多条窄幅材料的机械设备,常用于造纸机械和印刷包装机械。分切机的简单示意图如图所示。
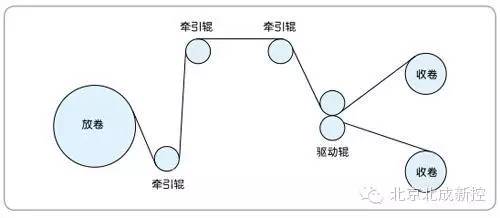
图 1 分切机示意图
工艺描述
其工艺过程:首先将母卷置于分切机构上;薄膜或纸卷穿过分切机的放卷辊、导向辊、展平辊及相关过渡辊;由驱动辊拖拉;切刀分切;最后通过跟踪辊(分配辊)、压紧辊,进行主动收卷。
薄膜或纸卷在张力控制、压力控制、母卷摆动纠偏等综合系统的作用下,自动完成分切全过程。
控制实现
使用四台施耐德电气高性能的 ATV71 变频器分别控制分切机的放卷辊、驱动辊和上下收卷辊。Control inside 卡安装在驱动辊变频器上作为主控制器,通过 CANopen 总线控制收放辊变频器,实现收放卷的恒张力调节。驱动变频器控制分切机的运行速度,它工作在速度控制方式下,同时它采用 Modbus 总线和 XBTGT 触摸屏连接,实现工艺参数的设置、保存以及过程监控。放卷变频器和上、下收卷变频器采用直接转矩控制方式,工作在张力开环模式。整个控制方案示意图如图2 所示。
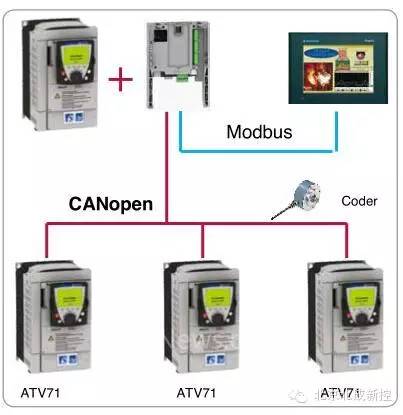
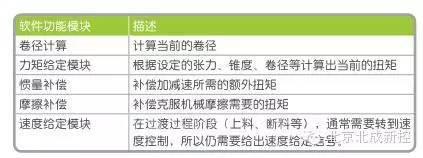
Control inside 卡是施耐德电气公司变频器专用内置可编程卡,通过 Codesys编程软件,可以实现变频器的特殊自编程应用,该软件可以用 6 种不同的语言编程,使用十分方便 。通过 Codesys 编程软件,施耐德电气公司开发有Control inside 卡专用的收放卷控制宏 ( 其功能如表 1 所示 ),能实现自动计算材料的卷径,通过控制变频器的输出转矩来获得恒张力控制,同时还可以通过设置系统惯量补偿、摩擦补偿及材料惯量补偿,以此补偿由于系统惯量、摩擦阻力及材料惯量引起的起动或加速过程中张力不均匀的情况,获得非常平稳的张力控制效果。用户只需要编制自己的控制逻辑便能方便快速地完成整个系统的实现。
表 1 Control inside 卡收放卷控制宏功能表
结束语
分切机的传统控制方案是利用一台大电机来驱动收放卷的轴 , 在收放卷轴上加有磁粉离合器 , 通过调节磁粉离合器的电流来控制其所产生的阻力 , 以控制材料表面的张力。但是近几年随着我国的造纸业及印刷包装行业的飞速发展,客户对机器的性能要求越来越高。原有的磁粉离合器方案不仅大大限制了设备的运行速度,而且由于磁粉本身使用寿命的原因,造成了较高的故障率。目前国际上的先进机型均采用变频器带张力调节的收放卷方式,车速从原来的 200m/min 提高到 500m/min,极大地提高了效率。国内机器制造厂商都已经意识到了这项新技术所带来的优势,都有意利用这种方案来提高机器的性能。为此施耐德电气公司开发了分切机的收放卷控制方案,车速可达到 350m/min。
编辑:黄飞
-
ATV12PU30M3 变频器:性能卓越的控制解决方案2026-06-17 328
-
施耐德电气变频器用于永磁同步电机的现场测试2025-06-17 428
-
施耐德电气ATV71系列变频器调试步骤2025-04-23 3212
-
ATV71同步与异步电机变频器的安装手册免费下载2021-01-08 1413
-
施耐德ATV71变频器显示OBF制动过速故障维修2020-07-17 5350
-
分切机张力控制系统的应用方案以及方案优势2020-07-07 2804
-
浙江金华专业收购西门子变频器(全新变频器)高价回收2020-02-03 826
-
如何使用ATV71和ATV61变频器连接Profibus-DP网络的详细资料说明2019-06-12 2886
-
施耐德M340 PLC和变频器Modbus通信指导2019-02-11 20996
-
ATV71变频器安装指南2017-09-27 1153
-
ATV71L电梯专用变频器2017-09-25 918
-
ATV信号下变频器2009-09-14 2654
-
基于Profibus总线变频器通信研究和实现2009-08-27 800
全部0条评论

快来发表一下你的评论吧 !
