

三菱plc应用实例解析
工业控制
描述
Q172DSCPU在汽车生产线中的应用
该案例适用于各种生产线设备、压入机、冲压机、印刷机、立式成型充填封口机、卧式成型充填封口机等。
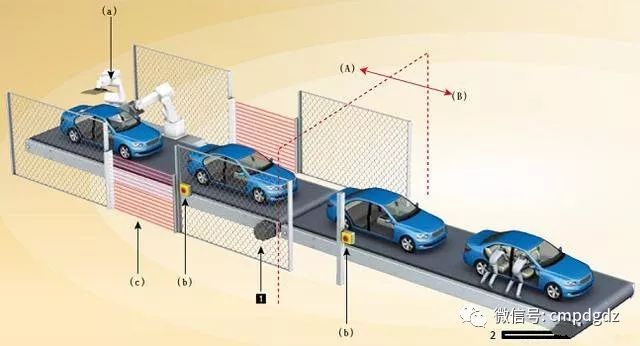
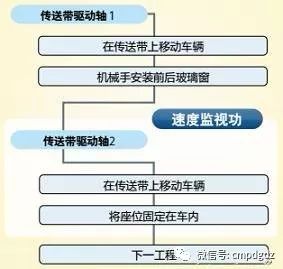
1 传送带驱动轴1 2 传送带驱动轴2 (A) 玻璃窗安装工程(无人) (B) 安装座位工程(有人) (a) 玻璃窗安装机械手 (b) 紧急停止按钮 (c) 光幕 动作流程
现场课题 课题01如有人进入无人组装生产线,会停止---解决课题:切断功能。 课题02有人组装生产线中,希望确保安全的速度---速度监视功能。 模型系统
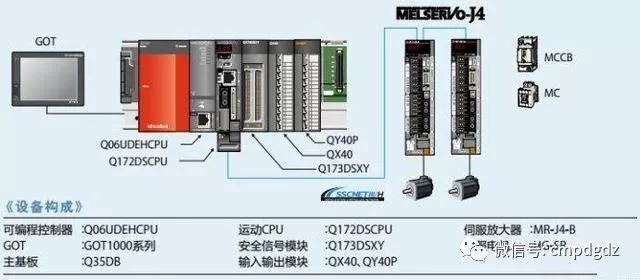
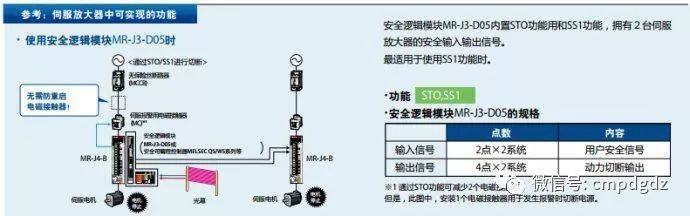
解决现场课题 解决01切断功能:通过充实安全功能,构建用途对应的安全系统。
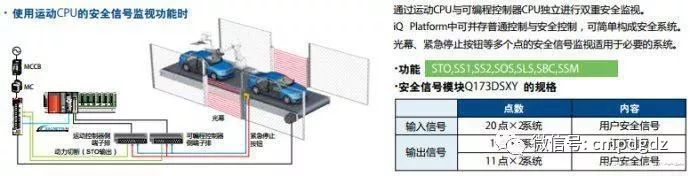
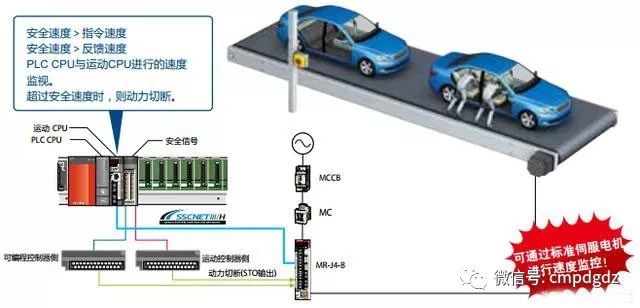
解决02速度监控功能(SLS):通过速度监视确保生产线的安全性。 速度监视功能(SLS)是监视电机速度是否超过安全速度的监视功能。通过将指令速度与反馈速度与安全速度相比,保证安全速度。异常时,通过STO或SS1切断动力。
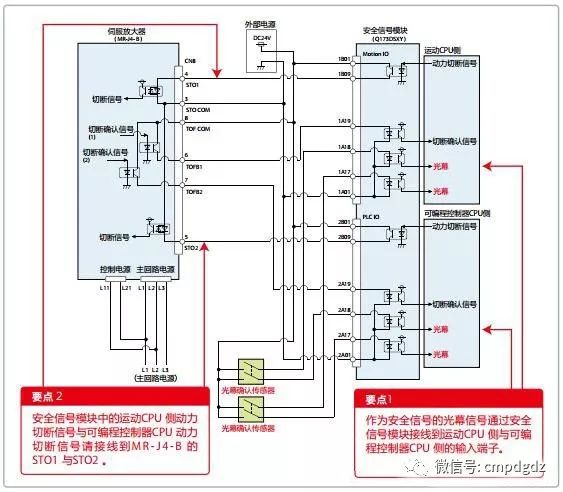
启动步骤 步骤1:安全信号的接线 使用安全信号模块时的安全系统接线示例。光幕的信号连接到安全信号模块的输入端子,安全信号模块的输出端子连接到伺服放大器的STO端子。
步骤2:系统构成的设定 在系统构成画面中进行伺服放大器、伺服电机的设定。
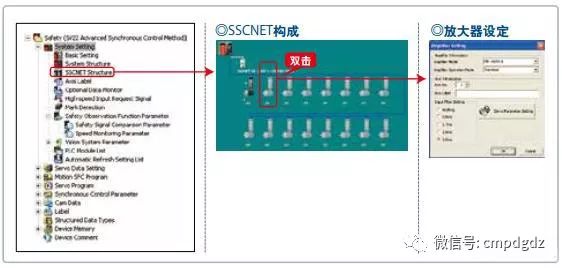
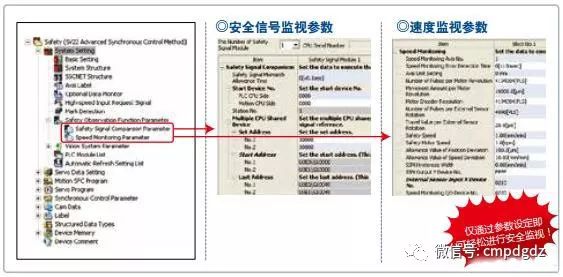
步骤3:安全监视功能参数的设定 通过安全信号参数设定安全信号模块的使用台数,通过速度监视参数设定速度监视轴编号及安全速度等。
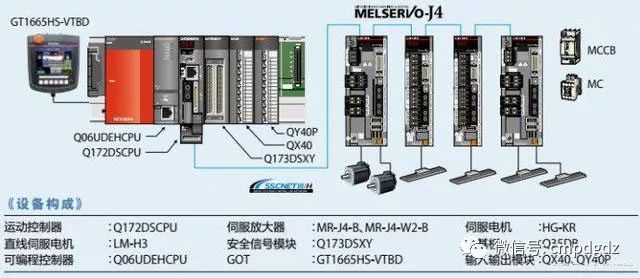
Q172DSCPU在搬运设备中的应用
该案例适用于通用材料的搬送设备、自动组装设备、封装机、航空机组装、扫描设备等。
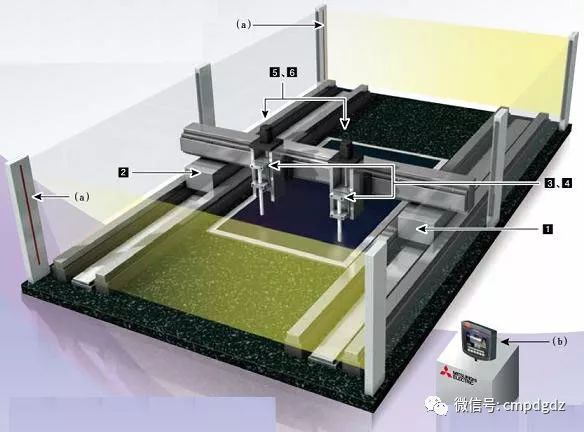
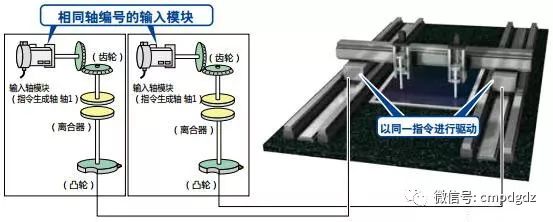
1 X1轴(直线伺服电机) 2 X2轴(直线伺服电机) 3 Y1轴(直线伺服电机) 4 Y2轴(直线伺服电机) 5 Z1轴(上下轴) 6 Z2轴(上下轴) (a) 光幕 (b) GOT(Graphic Operation Terminal) 动作流程
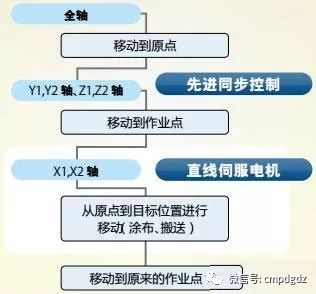
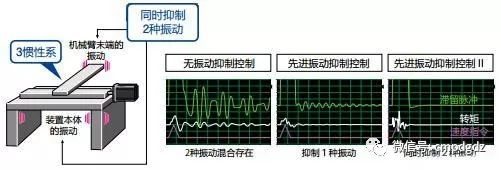
现场课题 课题01抑制机械的振动---解决课题:先进振动抑制控制Ⅱ与机械共振抑制滤波器。 课题02以简单构造实行多传感头---解决课题:直线伺服电机。 课题03X1轴与X2轴总是进行相同动作----解决课题:串联驱动。
模型系统
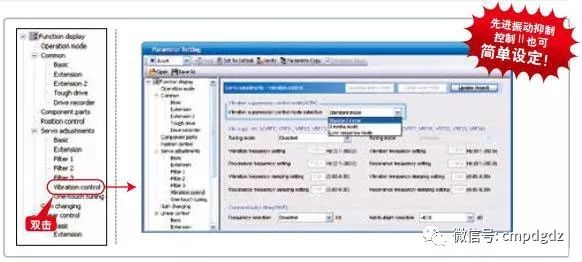
解决现场课题 解决01先进振动抑制控制Ⅱ机械共振抑制滤波器:通过一键式操作,实现先进的振动抑制控制功能。完成伺服增益调整。 先进振动抑制控制Ⅱ:通过对应3惯性系的机械的振动抑制控制算法,可同时抑制2种低频率振动。通过MR Configurator2也可简单进行调整。可对机械臂顶端或设备主体残留振动的控制发挥出效果。
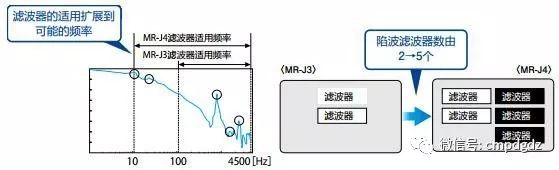
机械共振抑制滤波器:通过提高滤波器构造,将适用频率范围由100Hz~4500H扩展到10Hz~4500Hz。并且,将可同时适用的滤波器由2个扩展到5个,从而提高机械的振动抑制性能。
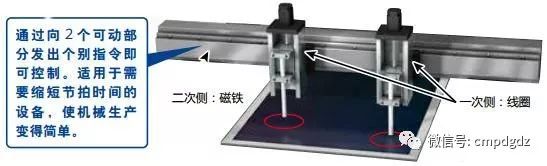
解决02直线伺服电机:通过直线伺服电机可随意控制多传感头! 可以使用支持最大速度3m/s(LM-H3系列)、最大推力150N~18000N、最小分解能0.005μm的多串行I/F编码器相应的直线伺服电机的多传感头。
解决03 串联驱动:通过先进同步控制,简单进行串联驱动。 使用先进同步控制,将相同数据输出到凸轮,可实现并列驱动(串联驱动)。
启动步骤 步骤1:系统构成的设定 设定伺服放大器、伺服电机。
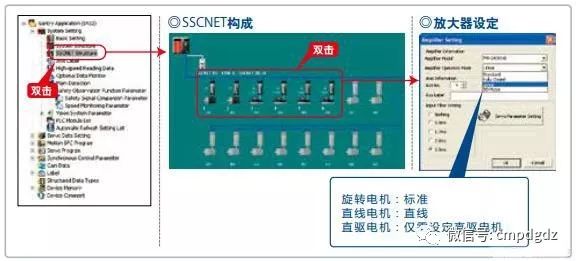
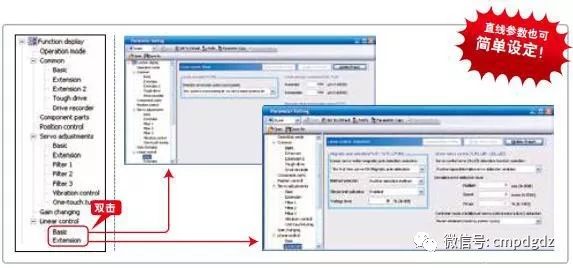
步骤2:直线控制参数的设定 直线伺服电机的参数也仅需设定2画面的数据。
步骤3:振动抑制控制参数的设定 将振动抑制控制模式变为3惯性模式,使先进振动抑制控制Ⅱ有效。
步骤4:程序的编辑 作成运动SFC程序、伺服程序。

QD77MS4在螺丝拧紧机的应用 该案例适用于螺帽拧紧机、汽缸盖加固机、离合器加固机、压入机、铆接机等设备。
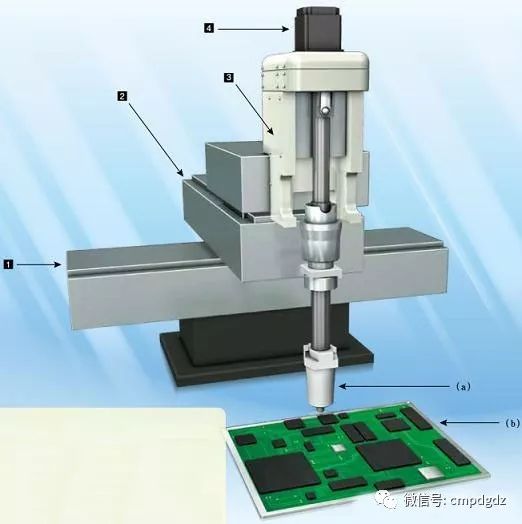
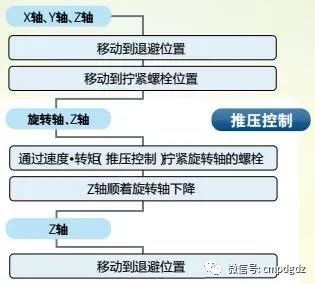
1 X轴 2 Y轴 3 上下轴(Z轴) 4 旋转轴 (a) 拧紧机 (b) 工件 动作流程
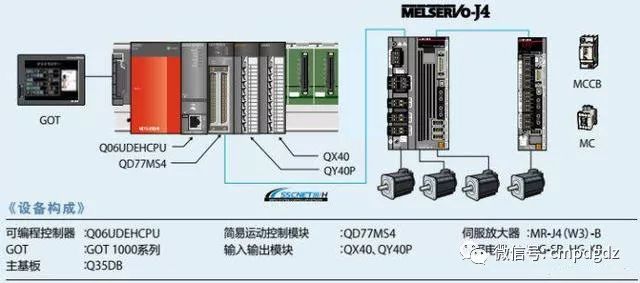
模型系统
解决现场课题 解决01推压控制:可拧紧开环中的螺栓。
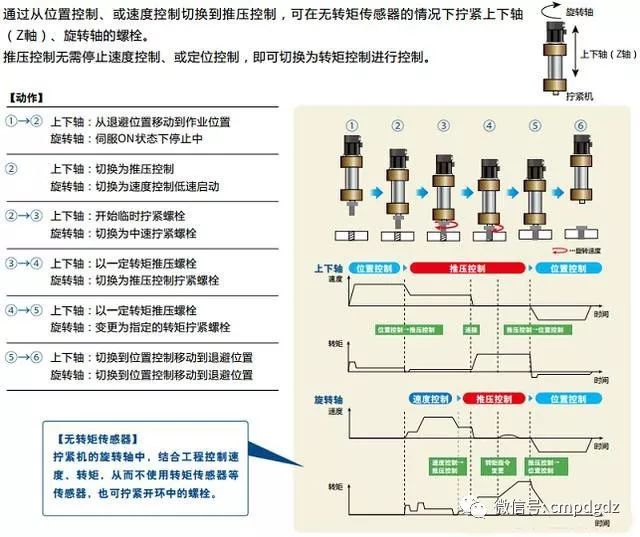
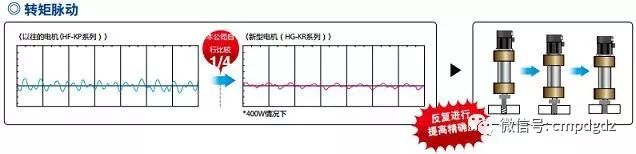
解决02减少通电转矩波形:反复拧紧螺栓,提高精确度。 通过电机极数与插槽数最佳的组合,可大幅降低通电转矩脉动。 拧紧螺栓时,反复进行拧紧,可改善精确度。
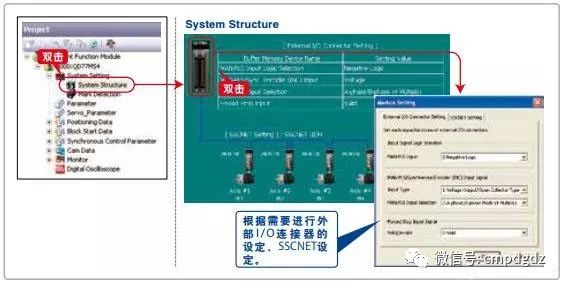
启动步骤 步骤1:系统构成的设定 通过系统构成进行伺服放大器的设定。
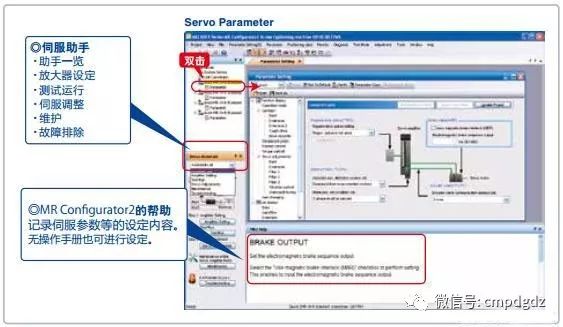
步骤2:进行各轴的伺服放大器设定。使用伺服助手功能,即使第一次使用也可简单进行设定。
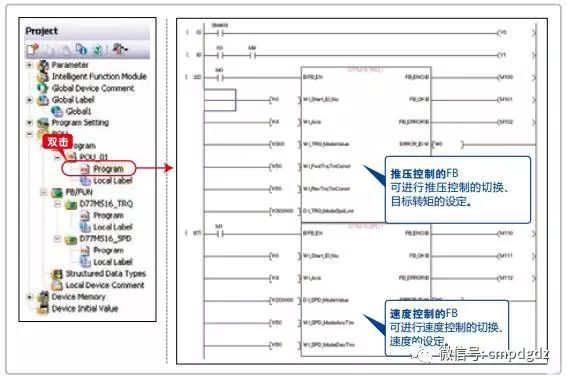
步骤3:推压控制用顺控程序的制作 通过功能块(FB) 可简单制作控制模式切换等的控制用程序。
QD77MS2在贴标设备的应用 该案例适用于金属•纸的切断设备、添加折叠线设备、贴标设备、打印机、扫描设备等。
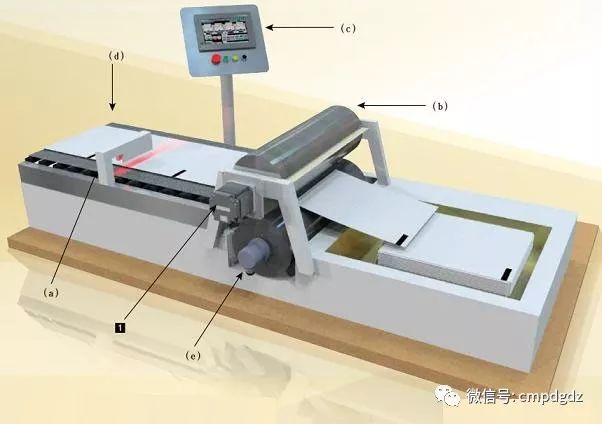
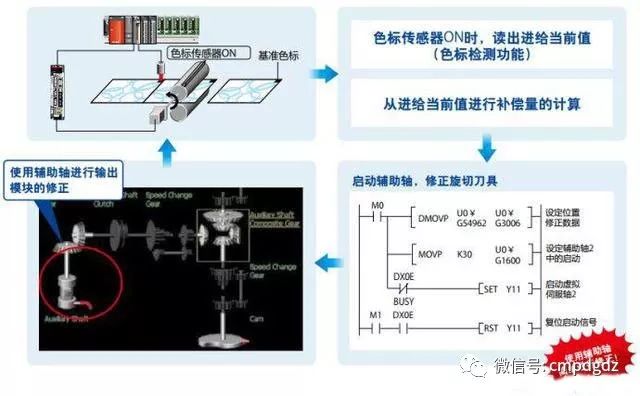
1 旋切刀具轴 (a) 色标传感器 (b) 旋切刀具 (c) GOT (d) 传送带 (e) 同步编码器 动作流程
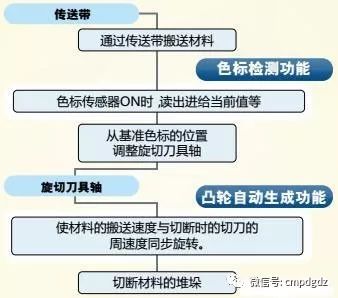
现场课题 课题01从GOT设定想要的纸张长度-—解决课题:凸轮自动生成功能。 课题02根据基准色标位置切断纸张—-解决课题:色标检测功能。 模型系统
解决现场课题 解决01凸轮自动生成功能:通过自动生成凸轮数据,削减设计工时! 根据包装纸的纸张长度、旋切刀具轴直径、纸张同步区间可生成凸轮数据。 通过自动生成凸轮数据,可削减设计工时。
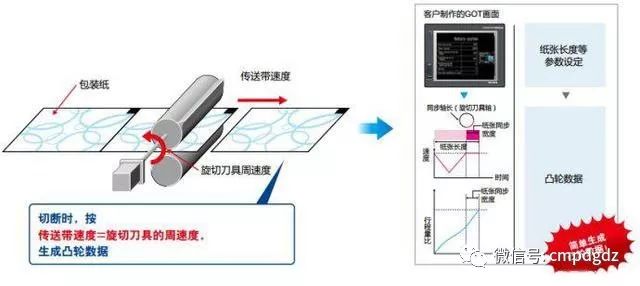
解决02色标检测功能:通过基准色标位置的检测→进行补偿,使吻合基准色标进行切断! 根据纸张的弹性、送纸时的平滑度等检出与基准色标位置的偏差。 通过调整与基准位置的偏差,可配合基准色标进行切断。
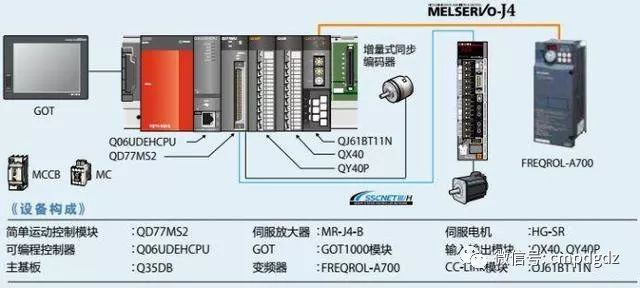
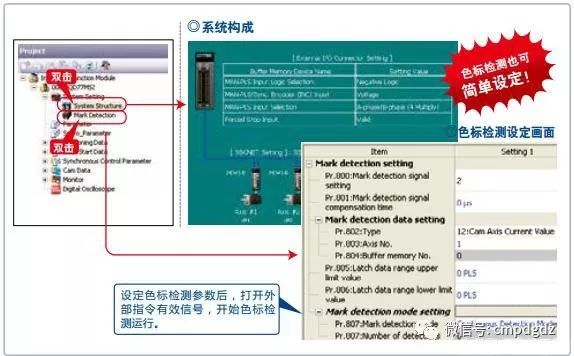
启动步骤 步骤1:系统构成、色标检测的设定 进行系统构成、色标检测的设定。
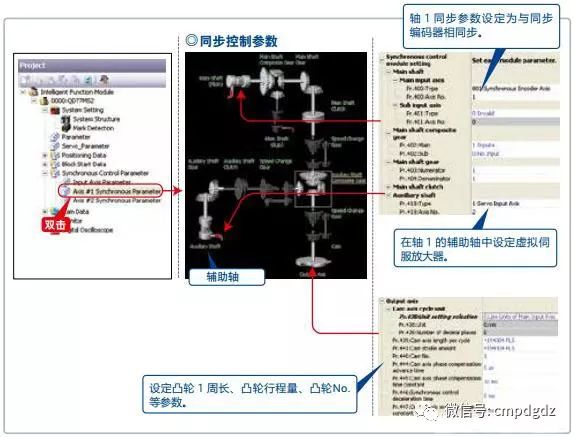
步骤2:同步控制参数设定 设定参数,使旋切刀具(轴1)与传送带同步后进行运行。
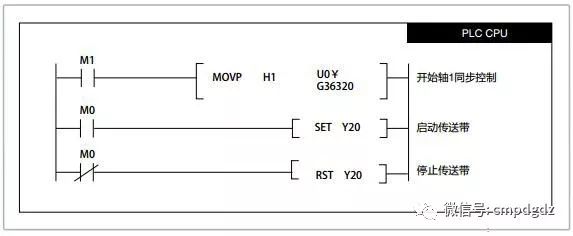
步骤3:顺控程序与定位数据的生成 旋切刀具(轴1)同步开始后,启动驱动传送带的变频器。
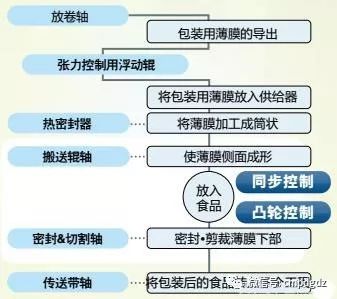
QD77MS16在包装机中的应用 该案例适用于食品•饮料填充机、袋包装包装机、粉末的填充机等。
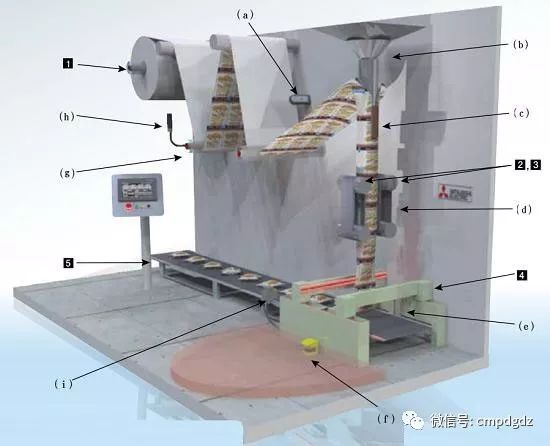
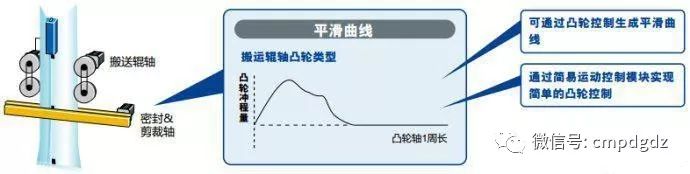
1 放卷轴 2 搬送辊轴 3 搬送辊轴 4 密封&切割轴 5 传送带轴 (a) 色标传感器 (b) 供给器 (c) 热密封器 (d) 薄膜成型设备 (e) 密封&切割设备 (f) 安全用接近传感器 (g) 张力控制用浮动辊 (h) 辊幅检测用传感器 (i) 产品检测用传感器 动作流程
现场课题 课题01搬送与密封&剪裁同时进行,从而使包装的品质更加稳定—-解决课题:简单的同步控制。 课题02抑制机械的冲击,缩短节拍时间—-解决课题:凸轮控制。 课题03构建安全系统—-解决课题:安全监视功能。 模型系统
解决现场课题 解决01简单的同步控制:通过同步控制实现高品质完成! 通过搬送辊轴与密封&剪裁轴的三轴同步控制,可提高加工精度,实现高品质完成。另外,无需联锁,从而缩短节拍时间。
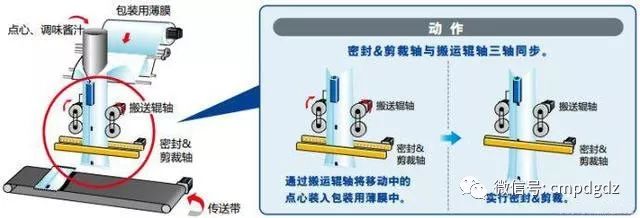
解决02凸轮控制:可顺利进行包装用薄膜的搬送•停止! 通过凸轮控制,实现平滑搬送、停止的高速化,缩短节拍时间。
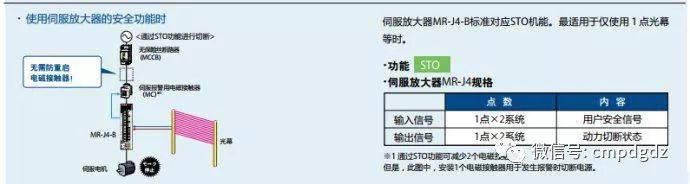
解决03安全监视功能:标准支持IEC/EN 61800-5-2的功能。 伺服放大器MR-J4-B系列标准支持安全监控功能STO(Safe Torque Off) ,可在不切断主回路电源的前提下安全停止,缩短重启时间。

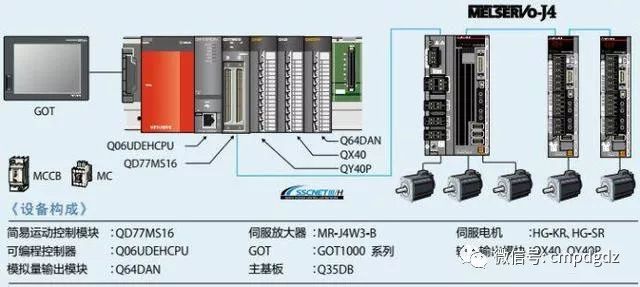
启动步骤 步骤1:系统构成的设定 设定伺服放大器、虚拟伺服放大器。

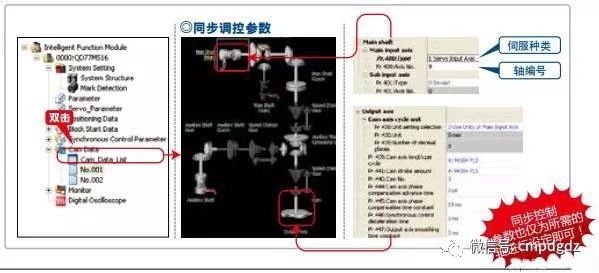
步骤2:同步控制参数设定 轴2的参数设定为与虚拟伺服放大器(轴9)同步。
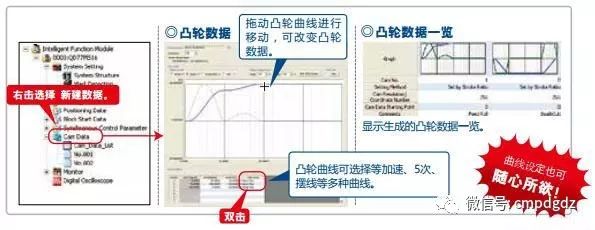
步骤3:凸轮数据的生成 生成搬送辊轴、密封&剪裁轴的凸轮数据。
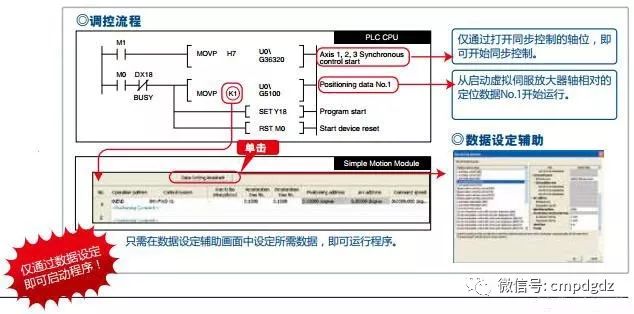
步骤4:顺控程序与定位数据的生成 轴1~轴3为同步运行运作程序,轴9为开始定位程序。
编辑:黄飞
-
21个三菱PLC编程实例2022-10-25 12840
-
三菱fx系列plc与三菱变频器通讯应用实例2022-05-13 1191
-
三菱FX系列PLC与三菱变频器通讯应用实例2022-03-22 1163
-
三菱PLC教学实例PPT课件下载2021-08-14 3676
-
三菱plc与触摸屏通讯实例2018-04-02 77395
-
三菱PLC精典实例 PDF版2017-09-19 2498
-
三菱PLC编程实例-Fat Coater b2016-11-04 919
-
三菱PLC编程实例-纯水2016-11-03 1204
-
三菱plc实例2016-06-17 1229
全部0条评论

快来发表一下你的评论吧 !
