

三菱PLC普通计数器实例说明
描述
在工业生产中,有时需要对产品进行包装计数,例如每包装10个产品为一箱,然后输出信号给其他设备。这种情况下,我们可以使用三菱PLC的普通计数器来实现这个功能。普通计数器是对PLC内部元件(如X、Y、M、S、T和C)的信号进行计数的计数器。在本文中,我们将以FX2N型PLC为例,介绍如何使用普通计数器C0来控制包装计数作业。
普通计数器实例说明:
任务:使用三菱PLC控制包装计数作业
描述:
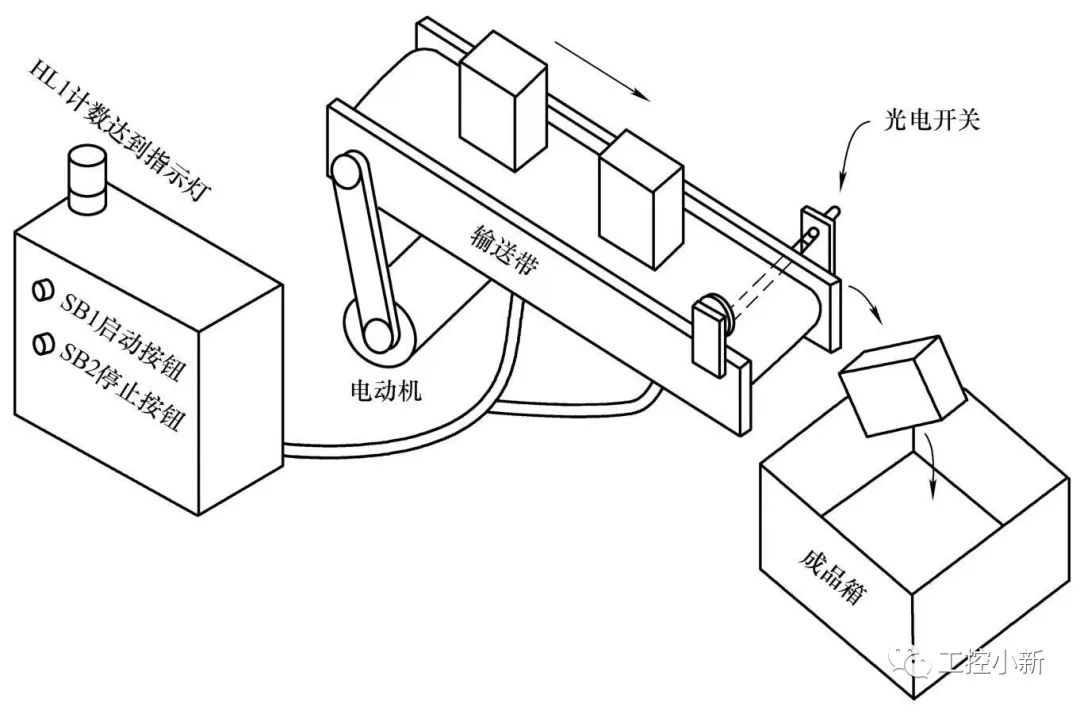
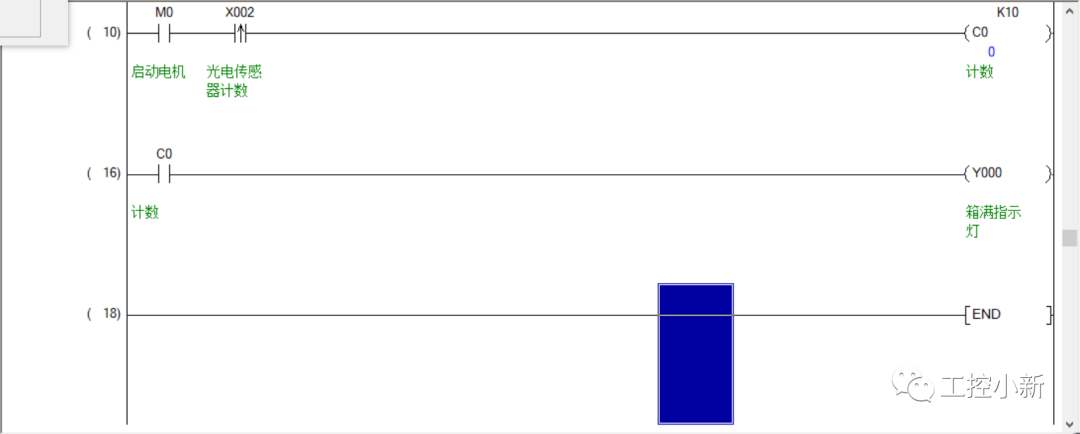
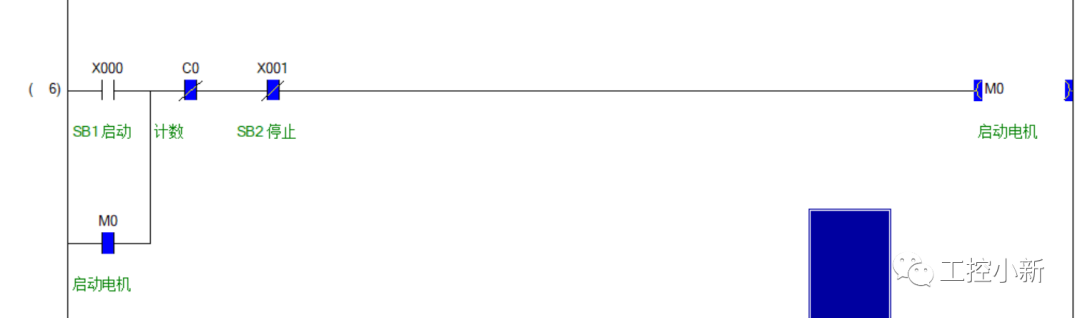
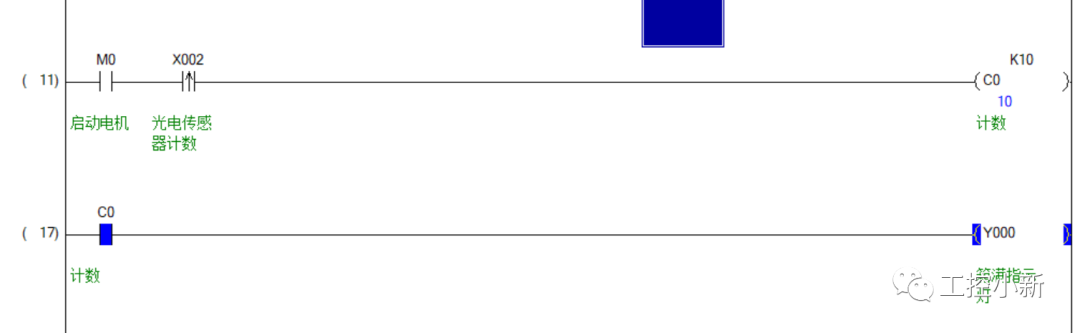
1)按下启动按钮SB1,输送带电动机运行,上面的产品经过光电开关位置后送入成品箱,设定每箱计数10 个,当10个满箱后,计数达到指示灯HL1亮起来,且停止输送。
2)再次按下启动按钮SB1,HL1灭,按照任务要求1)进行产品计数包装作业。
3)任何时候都可以按下停止按钮SB2,输送带停机,但不清除计数器现有数据。
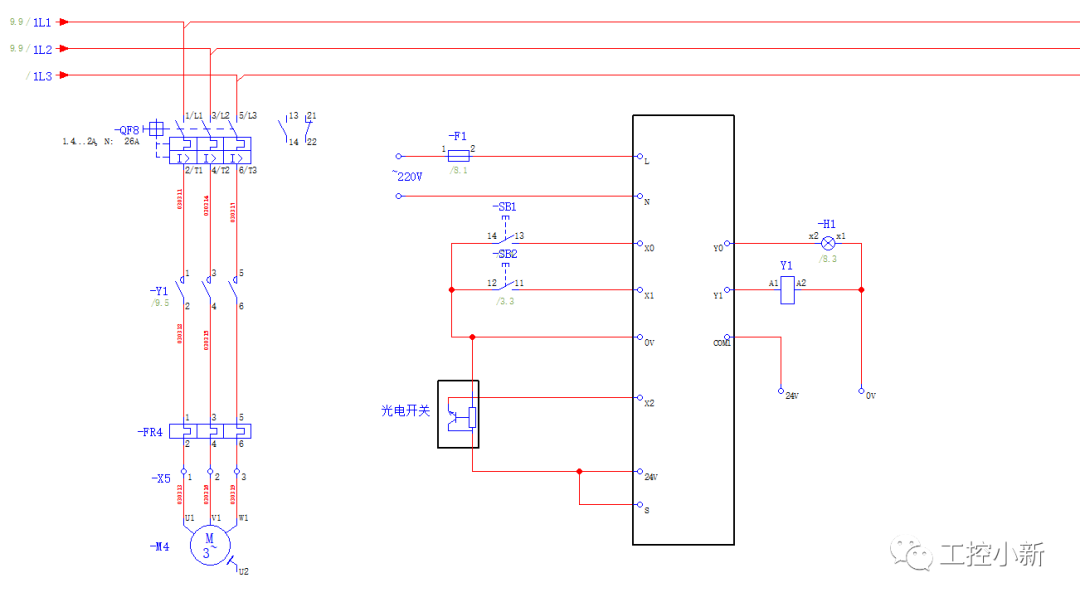
电气原理接线:
材料:
断路器(提供电机电源开关)、接触器(控制电机启动)、热继电器(保护电机)、电机(控制皮带转动
动)、两个常开开关(SB1、SB2)、一个指示灯(显示箱子装满状态)、一对光电开关(检测成品)。
PLC程序:
利用M8002特殊继电器,给C0计数初始化。
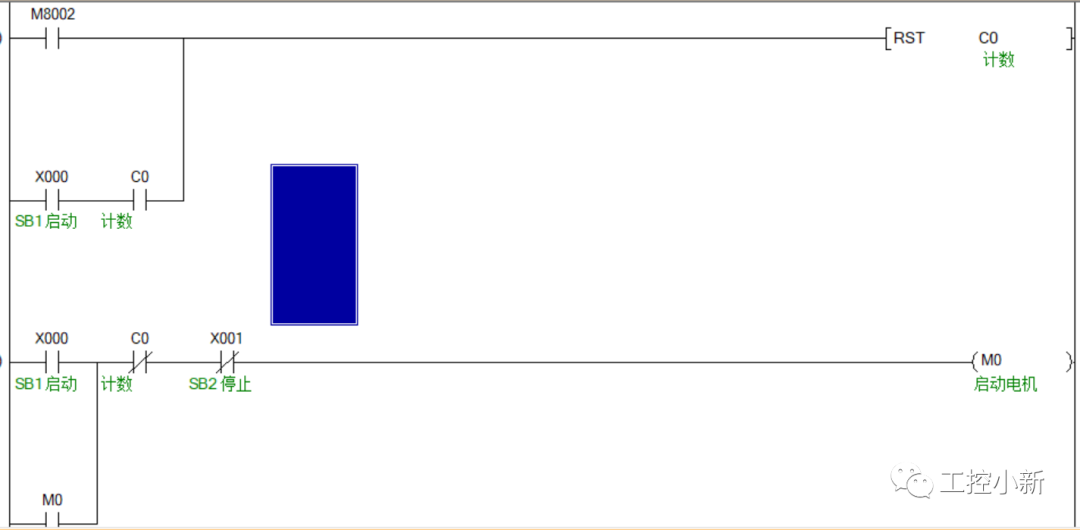
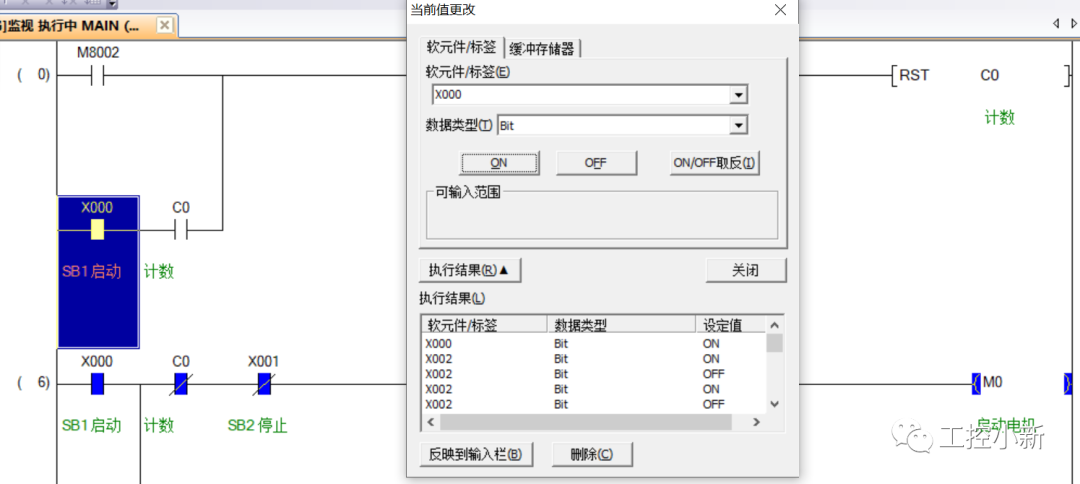
程序调试:
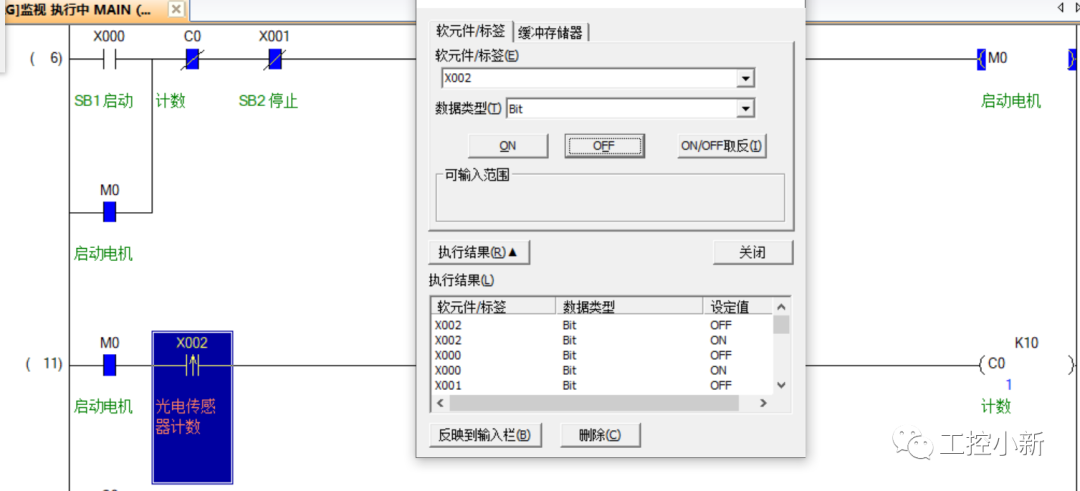
启动程序,初始状态下,由于M8002特殊继电器的原因,将C0内部的计数全部清零。
按下SB1启动按钮,电机转动
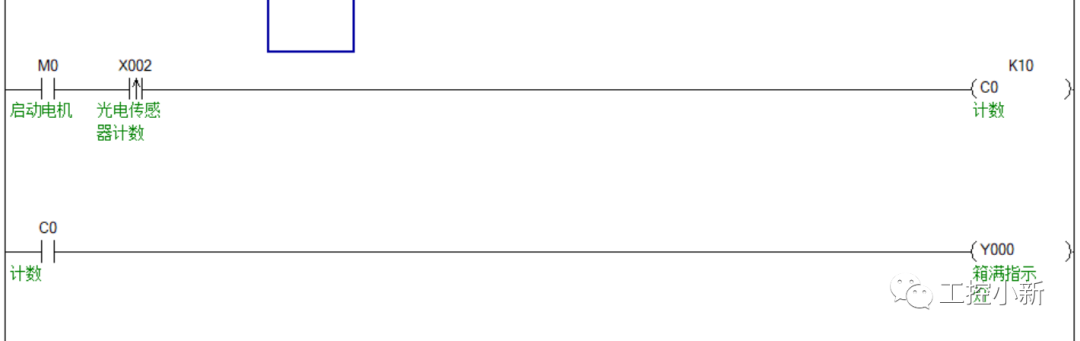
当箱子转动到光电开关检测的时候,此时光电开关收到一个上升沿信号,C0计数器自动加1
在此过程中,若按下SB2停止按钮,则电机停止转动,计数依旧保持不变
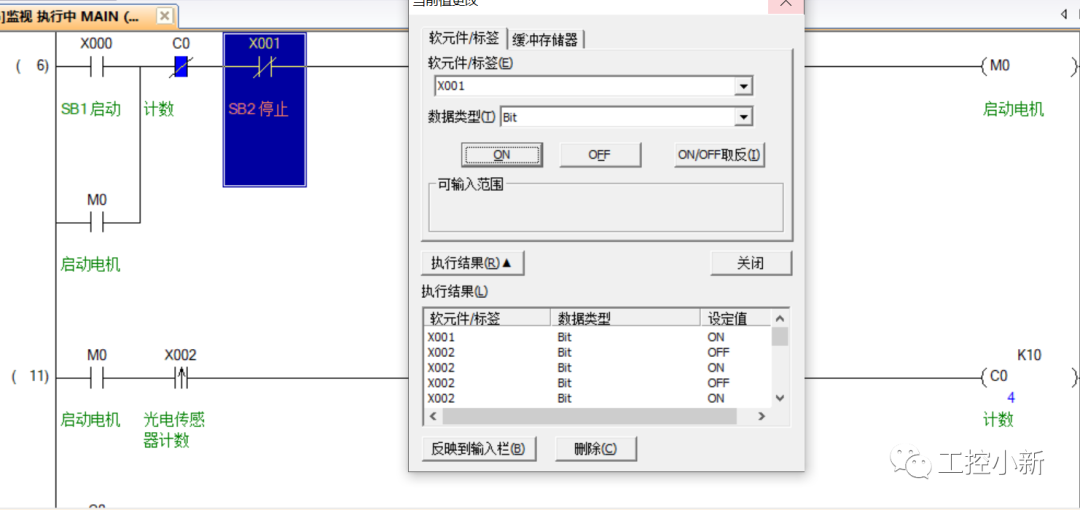
重新启动SB1时,电机又重新转动起来,等到箱子检测到十个时,则电机停止转动,箱满指示灯亮起。
换好一个新的成品箱之后,重新按下SB1启动,此时计数清零,电机又转动起来。

声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
三菱PLC计数器和数据寄存器介绍2024-06-18 10897
-
三菱fx系列plc与三菱变频器通讯应用实例2022-05-13 1431
-
三菱FX系列PLC与三菱变频器通讯应用实例2022-03-22 1270
-
PC与三菱PLC串口通讯实例详细说明2020-11-09 5177
-
三菱PLC编程实例-纯水2016-11-03 1240
-
三菱plc实例2016-06-17 1296
-
三菱FX系列PLC编程实例视频教程全集part9(81-90集)2012-09-26 6053
-
三菱plc应用指令2008-11-21 3190
全部0条评论

快来发表一下你的评论吧 !
