

回流焊的升温速率讲解
电子说
描述
一文讲透回流焊的升温速率以纠偏扶正
引言:
作为SMT从业者,大家对回流焊的炉温曲线应该非常熟悉,但在与许多同行的频繁交流中,我发觉绝大多数人对炉温曲线的理解,主要是对于升温速率(也叫升温斜率)的认识都不够透彻,因此深感遗憾。我认为有必要撰写此文以对行业中普遍的错误观念进行纠偏扶正。
1.我们需要关注的升温速率是回流焊哪个阶段的升温速率?
回流焊分四个阶段,升温区、预热区(也有叫恒温区或者保温区)、回流区、冷却区。我们需要关注的是第一个阶段升温区的升温速率。
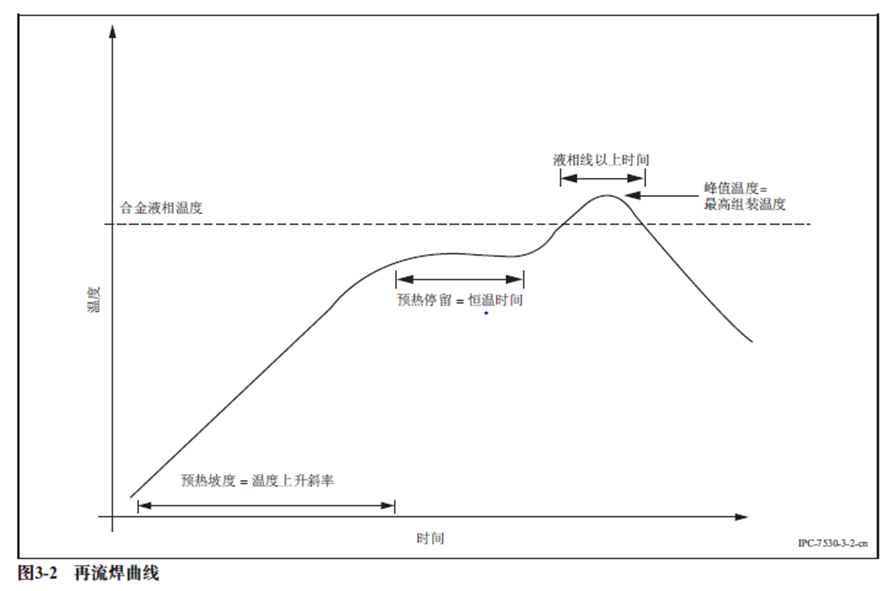
2. 回流焊的升温区为什么要控制升温速率?
在贴片完成后,PCBA电子组件进入回流炉,即开始按照预定速度从环境温度开始加热。为防止元器件损坏,控制升温速率是必要的。加热还使得助焊剂在完全活化之前其溶剂的蒸发,以减少焊接时气体的产生。
这里的关键是升温速率不宜太大,否则容易导致元器件损坏。我们都知道元器件的原材料有金属和塑料等,他们都有热胀冷缩的特性,而不同材质的热膨胀系数是不一样的。另外有些元器件是MSD(湿度敏感元件),元件内部的水汽也会受热膨胀直到汽化。过快的升温速率显然容易造成元器件因热膨胀过快而造成损伤。
3. 升温速率应该设定多少最合适?
有人说1~3℃/s,也有人说1~4℃/s或者2~4℃/s。从防止元器件损伤的角度,我认为1~3℃/s是最为合理的。
4. 升温速率是怎样计算的?
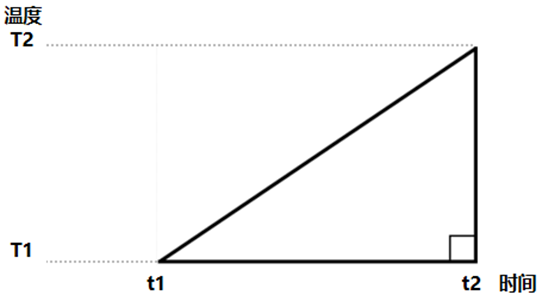
从升温速率的单位可以看出,升温速率是一定时间之间的温度差除以时间差,即升温速率=(T2-T1)/(t2-t1)。
5. 重点来了!!!
为什么我说绝大多数从业者都不理解回流焊的升温速率呢?大家有没有想过,你们看到的炉温测试结果,其中的升温速率正确吗?
答案是绝大多数SMT工程师提供的炉温曲线,其中升温速率的数据是无意义的,不是我们想要管控的升温速率。
6. 如何看懂炉温测试软件的计算逻辑?
以上述炉温曲线案例为例:
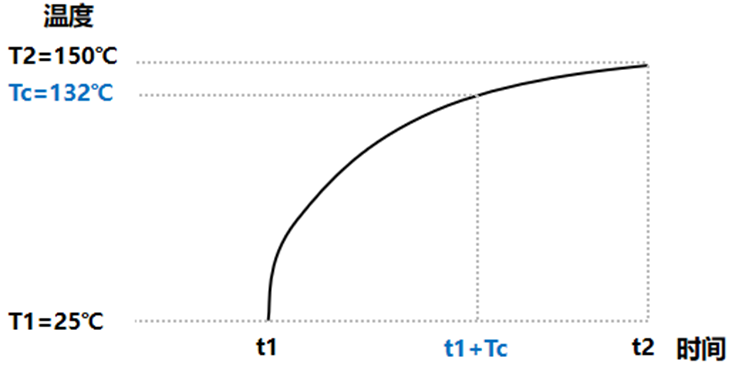
斜率1:介于25℃~150℃之间
计算斜率的时间间隔:60s(我在上面示意图中以Tc表示)
升温速率=(132-25)/60≈1.78℃/s
以上结果符合1~3℃/s的工艺要求,于是SMT工程师信心满满地说,升温速率很理想。大多数人都觉得没毛病,只有极少数明白人知道,这是假的升温速率,看这个结果毫无意义。这个“毛病”就出在“计算斜率的时间间隔tc:60s”上面。
我们可以很明显地看到,实际的炉温曲线不是以固定的斜率上升,而是先快后慢,当我们看到1.78℃/s的结果而心安理得时,殊不知某些元件可能面临着巨大的损伤风险,它们很可能经受着实际远高于3℃/s的斜率,而我们却看不到。
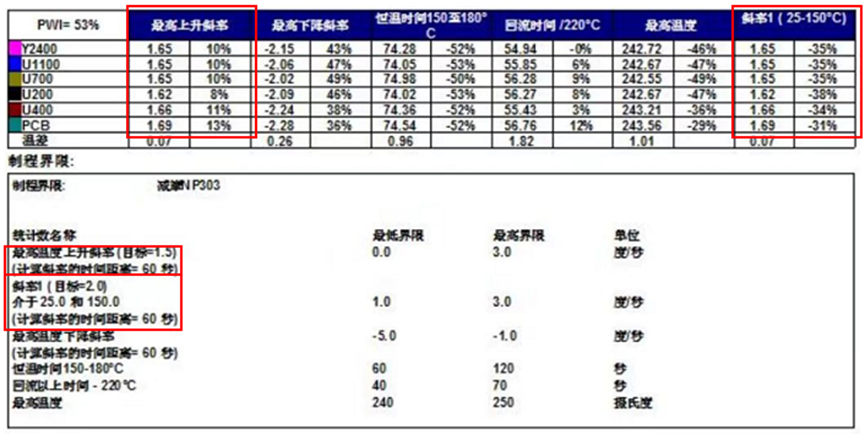
我们做一个验证,同一个炉温曲线测试结果,我们把Tc(采样间隔时间)分别改为3s和1s,我们看一下结果比对:
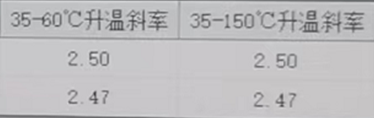
我们可以看到Tc=3s时,1号测温点的升温速率为2.50℃/s;
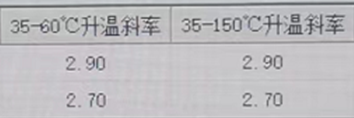
Tc=1s时,1号测温点的升温速率为2.90℃/s,比前者高出很多。
由此得出结论1:采样间隔时间设置值越大,则软件显示的升温速率越小。
由上面两图我们还可以看到,斜率介于35℃~60℃或者35℃~150℃时,软件显示的升温速率是不变的,由此我们又可以得出结论2:炉温测试软件的斜率计算逻辑是取设定的温度区间内的最大斜率。而最大斜率是曲线最开始上升的那个阶段。
7. 如何获得正确的升温速率?
由刚才的案例,我们可以明确回流焊炉温曲线的升温速率是先大后小,因此我们需要关注和管控的是曲线最初的升温速率。之前看到有人设置斜率介于35℃~150℃或者40℃~160℃都是不合理的。因为我们SMT车间的温度要求是23℃±5℃,即使考虑到我们的测温板往往有余温,我们也应该设定温度区间介于23℃~150℃(150℃换成60℃或者100℃都没影响),采用间隔时间应设定为1s。
8. 如何设定回流焊的炉温参数以获得可靠的升温速率?
这个问题可以换一种问法:炉温参数中哪些参数对升温速率有最直接的影响?
答案是:第一温区的温度和链速。
第一温区的温度与升温速率成正比;链速与升温速率成反比。
原因是第一温区的温度与车间环境温度的差值是最大的,一般在100℃上下,而后面相邻温区的温差值一般都要求不超过50℃,整个回流焊过程的链速是恒定不变的,从升温速率=(T2-T1)/(t2-t1)的计算公式可以看出,温差越大,升温速率越大。因此,毫无疑问,回流焊的升温速率最大值就是在曲线最开始上升的阶段。
结语
我之前看到很多人提供的炉温曲线上,采样间隔时间有60s,有30s,也有20s的,当我指出错误时,他们振振有词地说这是我们软件的默认设置,能有什么问题?我这样做了n年了,我们的产品出去多少kk了,能有什么问题?
我希望大家看到本文后,能够重新审视自己的职业观。作为一个合格的优秀的工艺工程师,应有坚实的理论基础、丰富的实践经验、严谨细致的工作态度、敏锐的洞察力、坚定的立场,不随波逐流,不人云亦云,这样才能在职场江湖立于不败之地。
审核编辑:汤梓红
-
回流焊升温速度探秘:快与慢之间的艺术平衡2024-07-06 1975
-
回流焊具体是怎样的呢?回流焊的原理是什么?2023-04-13 2085
-
回流焊与波峰焊的原理2022-10-09 8066
-
氮气回流焊有什么优势2021-06-03 3691
-
关于八温区回流焊炉的温度曲线的详细讲解2021-03-06 10355
-
回流焊炉温曲线图讲解2021-01-14 59808
-
什么是回流焊,回流焊的作用是什么2021-01-11 13329
-
如何恰到好处对回流焊的速度和温度进行设置2020-06-11 6867
-
回流焊PCB温度的曲线讲解概述2020-04-23 2645
-
红外回流焊介绍_红外回流焊加热原理2019-10-01 5037
-
回流焊的种类2018-12-12 15615
-
回流焊原理以及工艺2018-10-16 6262
-
总结回流焊正确使用技巧2017-12-20 10025
-
回流焊设备四大温区作用详解2017-07-12 12197
全部0条评论

快来发表一下你的评论吧 !
