

TP1000多路数据记录仪产品概述
测量仪表
描述
一、用户的功能需求
关于钢轨胶接生产温控装置的技术要求
1.温度控制仪需要满足8路通道,测量温度范围0~300℃;测量误差±0.5℃
2、满足对8通道温度信号的实时采集,显示温度曲线,记录温度曲线以及测量温度数据的存储功能
3、实现对7路胶接烤箱(4KW)控制功能,采取可控硅或固态接触器控制功能。满足恒温控制,控温精度:±1℃
4、实现对1路夹板烤箱(18 KW)控制功能,采取可控硅或固态接触器控制功能。满足恒温控制,控温精度:±1C
5、实现对胶接工艺温度的自动设定功能
1)加温到110℃,时间50min停止加热、待机
2)手工启动,加温200℃,时间50min;停止加热、待机
3)手工启动,加温210℃--240℃,时间120min
4)自动降温至180℃,恒温 80min。停机
5)以上的温度、时间可自由设定,温度设定范围:0~300℃
时间:可选择从起始加热时刻至结束时刻;也可选择从到达工艺温度时刻至结束时刻。
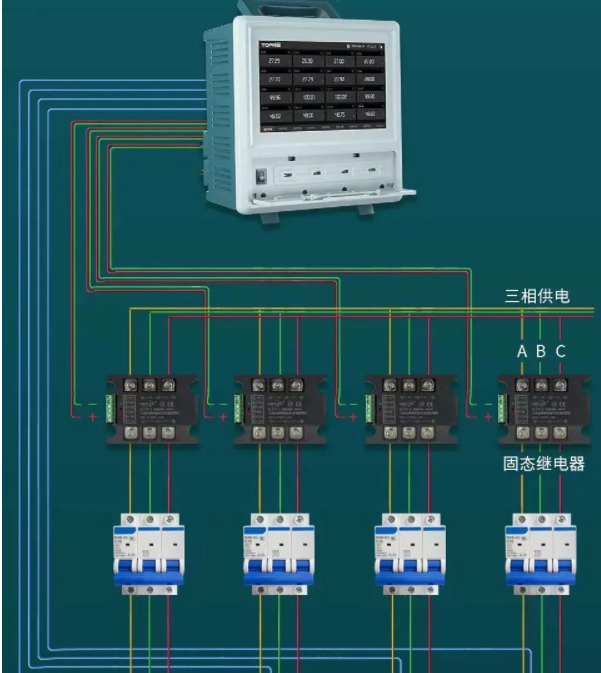

二、系统组成
整个监测系统主要由两大部分组成:
第一部分为数据采集层:它主要由温度传感器(K型热电偶)+温度数据采集模块组成(TP1708P),主要采集各个烤箱内部温度,接到TP1000无纸记录仪统一采集显示数值/曲线/棒图/历史报警等界面,以及储存所有数据,便于分析数据。
第二部分为控制层:这一部分为PID调节器与固态继电器完成实现:这里将温度探头探测到的温度值与仪器内设定的温度值作对比计算,直到烤箱温度值达到设定的温度值,按设定的时间停止加热待机或者继续恒温,按设定进程方法进行控温。
TP1000无纸记录仪记录仪可与上位机软件通讯:可以实现实时数据的数值、曲线、棒图显示;通讯后的历史数据可查询,并且可以导出历史数据或打印历史曲线等等一系列的功能,有效的及时读取现场数据做专业数据分析。
编辑:黄飞
-
医院专用数据记录仪产品有哪些?有何推荐?2025-08-25 4723
-
TP700多路数据记录仪的多种应用2025-04-08 1566
-
数据记录仪的计数原理和应用场景2025-02-24 582
-
TP700多路数据记录仪的工作原理2023-12-25 2379
-
基于TP600多路功率温度记录仪的电机寿命老化测试实验2023-12-17 1376
-
TP700多通道数据记录仪应用案例2023-11-06 1355
-
TP1000多通道数据记录仪在光伏行业中的应用2023-09-27 2080
-
TP1000多路数据记录仪有助于用户对生产数据的监控和统计2023-09-10 1739
-
基于RT-Thread+RA6M4的多路串口记录仪设计方案分享2022-07-18 2898
-
TP1000高性能AC/DC电源控制器概述、特性及应用2022-06-30 3615
-
TP740无纸记录仪产品资料2021-12-23 792
-
示波记录仪概述2018-08-30 2727
-
什么是数据记录仪?其测量原理是怎样的?2017-11-21 5793
-
1000系列多通道USB电压数据记录仪2017-06-23 2644
全部0条评论

快来发表一下你的评论吧 !
