

如何理解SPC系统中CPK的工序能力?
描述
在整个SPC系统的运行中,CPK(工序能力)的分析占有举足轻重的地位。
首先我们先来了解一下工序的意义:
什么是工序?
(1) 一道工序,是指一个或一组作业工人在一个工作地对一个或若干个劳动对象(产品或零件、半成品)进行物理和化学变化的过程;
(2) 工序的过程就是操作者、机器、材料、工艺方法和环境等,在特定条件下,相互结合、相互作用的过程;
(3) 工序的划分主要取决于生产技術的客观要求,同时也取决于劳动分工和提高劳动生产率的要求;
• 工序是产品、零部件制造过程的基本环节,也是品质检验的基本环节。
• 对工序实行严格的工序控制,它能在帮助现代工艺更加富有效率工作的同时,也使现代工艺具有经济上的现实意义。
• 如果一个高速精密的工序控制不当,生产出的无用的废品马上就会堆成山;如果产品稍微不符合生产标,它就会在后面的复杂装配工序中造成很大的麻烦,并因拆卸、替换部件而造成巨大的损失。
什么是工序品质?
(1) 工序是指工序过程的品质。工序品质的高低反映在工序的成果符合设计、即工序的符合性品质。工序品质高,说明这道工序的成果的合格品率高,废品率或返修率低。
(2) 产品是由零部件所组成的,而零件又是经若干道工序加工而成的。因此,工序的品质将最终决定产品的制造品质;
什么是工序能力?
(1) 工序在稳定状态下能够生产出合格品的能力称为工序能力;每道工序都具有定量或定性的品质要求(公差范围或技術要求)。为了预防工序产生不合格品,为了工序品质的维持和改进,首先必须掌握工序所具有实际达到品质要求的能力。
• 稳定状态是指工序中的操作者、机器设备、所使用的材料、工艺方法和环境条件等都符合标准规定的要求,且作业活动处于受控状态;
• 工序能够生产出合格品的多少,与规定的品质要求(公差范围大小) 显然直接有关;
(2) 工序能力 B=6σ
• 产品品质的波动性规律决定着工序加工出的一批产品的品质特性值必定有波动幅度,必定有一定的分散范围。
• 按照数理统计学的理论可知,在正态分布情况下,分散幅度B 处于6σ(6倍标准偏差)范围内的比率为99.7%。分散幅度 B=6σ,表示该工序具有的实际加工精度,它是衡量工序能力的尺度。
(3) 在计算工序能力时
• 首先应对组成该工序有5M1E等条件加以充分标准化,
• 并使作业处于受控状态,
• 然后收集样品的品质特征值,计算其样本标准偏差 S 或极差平均值Ravg,
• 用来近似推算出 6σ。
(4) 下图为工序能力示意图:
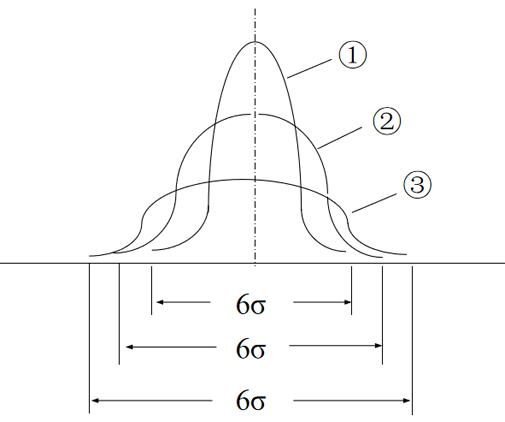
标准偏差越小,工序能力越高;标准偏差越大,工序能力越小
• 若 B=6σ越大,
则工序的实际精度越差,不合格品率越高,工序能力越小;
• 若 B=6σ越小,
则工序的实际精度越高,不合格品率越低,工序能力越大;
• 6σ的近似计算,
当已知样本的极差平均值Ravg时,近似推算 6σ的方法如下:
6σ= 6(Ravg / d2)
注意:如果工序生产过程不稳定,处于失控状态,则不能用上述公式计算,应找出并排除异常原因后重新抽样测定,取得数据。
d2系数表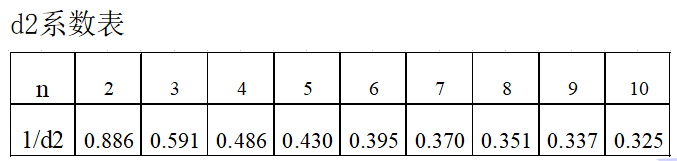
什么是CP和CPK?
CPK(或Cp)是英文 Process Capability Index 缩写,汉语译作工序能力指数,也有译作工艺能力指数,过程能力指数,制程能力指数。
工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。它是工序固有的能力,或者说它是工序保证质量的能力。
这里所指的工序,是指操作者、机器、原材料、工艺方法 、 测量系统和生产环境等六个基本质量因素综合作用的过程,也就是产品质量的生产过程。产品质量就是工序中的各个质量因素所起作用的综合表现。
工序能力指数(计算)
工序能力指数Cp/Cpk ,就是产品公差范围(T)与工序能力(B)之比。
Cp/Cpk 值的大小即可定量计算出该工序的不合格品率,所以工序能力指数Cp/Cpk的大小可以直接表示出工序品质的水平。
工序能力cp的计算方法: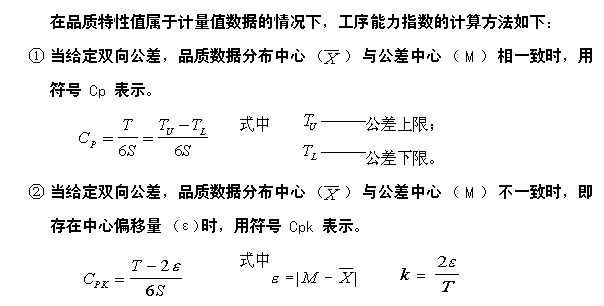
工序能力CpU,CpL的计算方法: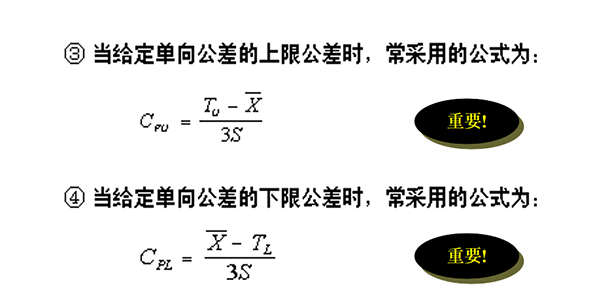
工序能力的评估指导: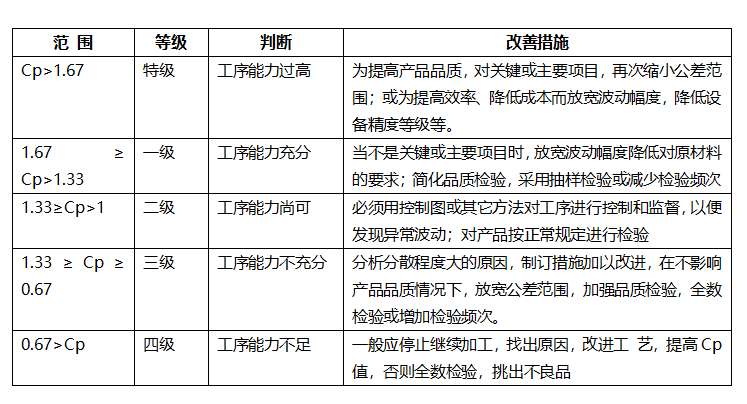
目前大部分工序能力的计算都是采用软件进行计算了,下图是太友QSmart SPC软件计算工序能力的案例图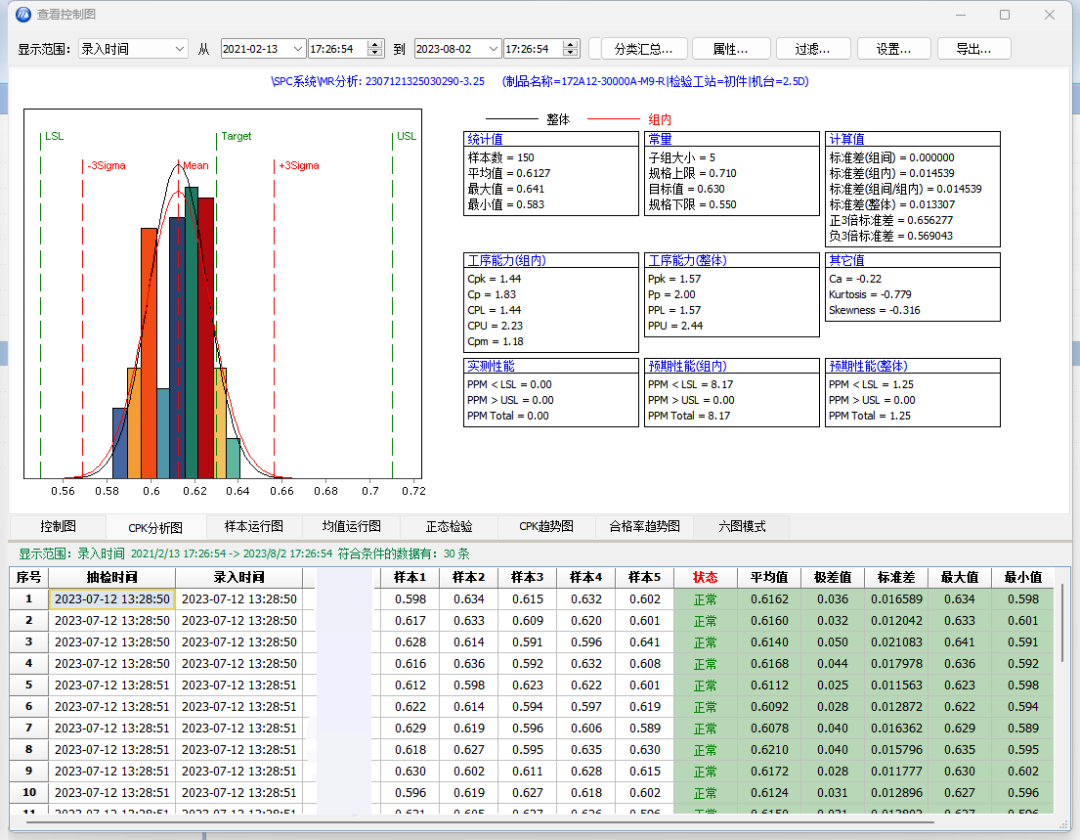
审核编辑:刘清
-
品质管理工具之CPK计算工具下载(完全免费版)2012-09-13 13122
-
MES系统对工序质量四点控制2019-12-16 1532
-
cpk作业标准2009-08-14 1380
-
SPC原理及运用2010-08-20 1315
-
CP和CPK介绍2006-04-16 3356
-
SPC控制系统及其经典案例分析2017-10-29 2111
-
RFID系统中基于CPK-ECC的双向认证协议2018-01-16 1022
-
过程能力指数CPK的详细资料说明2019-04-09 2990
-
全套MOXA系列串口设备在SPC系统中的应用2020-11-23 3028
-
如何使用CPK-RA2L1/CPK-RA2E1板创建基于FreeRTOS的CapTouch触摸按键demo工程2022-11-22 3226
-
EXCEL2021如何计算CPK?2024-02-25 9993
-
CPK为什么要大于1.33?一文详解CPK计算2024-11-01 1991
-
SPC系统哪家好?迈斯软件SPC系统值得推荐2025-02-07 1779
-
什么是晶圆制程的CPK2025-02-11 7870
全部0条评论

快来发表一下你的评论吧 !
