

西门子S7-1200/1500气动机械手程序说明
工业控制
描述
程序说明
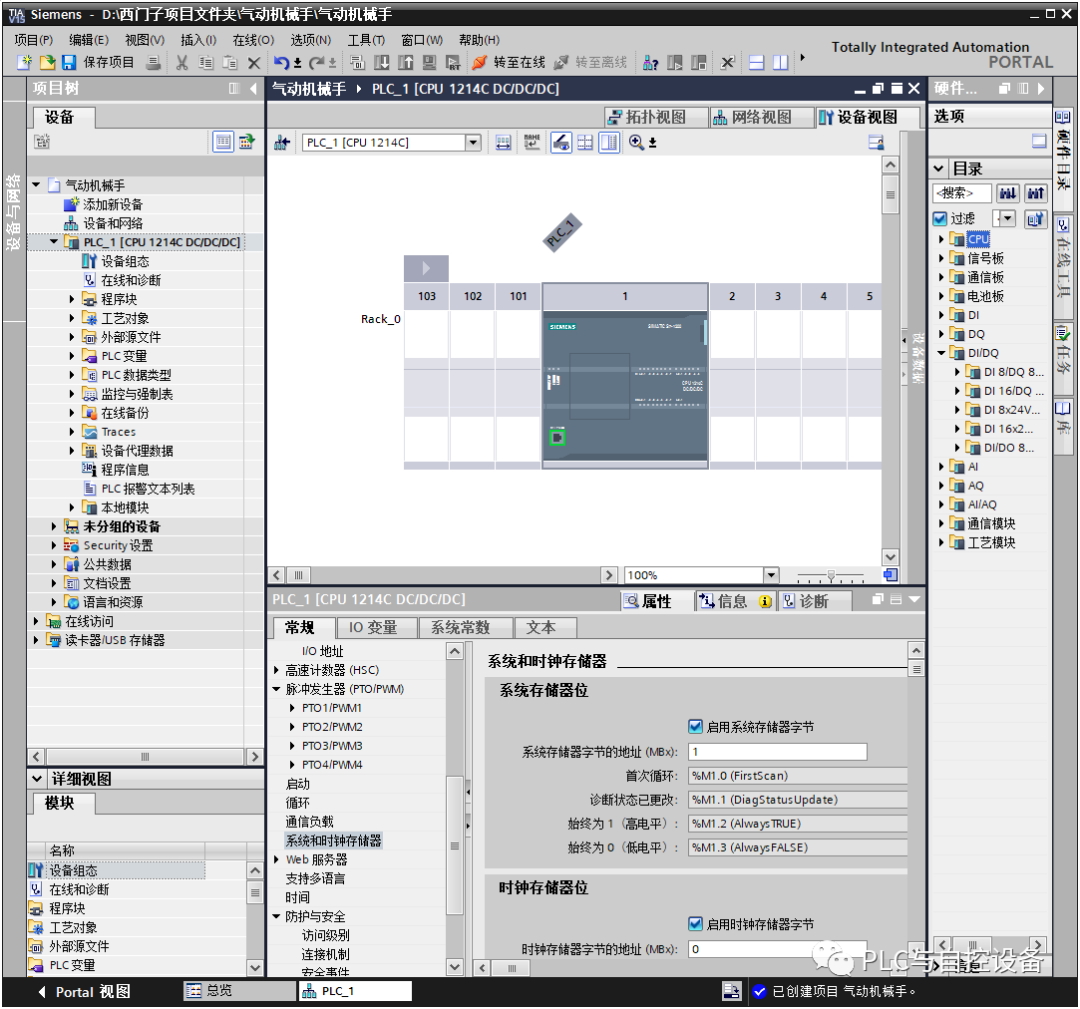
西门子S7-1200/1500PLC的气动机械手搬运硬件组成包括:工件到位光电开关、升降气缸、平移气缸、夹抓气缸和气缸磁性开关等。自动动作过程:工件到位光电开关亮→升降气缸降→夹抓抓取工件→升降气缸升→平移气缸到下料位→升降气缸降下→夹抓松开→升降气缸升→平移气缸到取料位等待下个工件。开头的硬件组态都是差不多一样,重复一遍,加深映像。 一、组态一个PLC设备 1、新建一个项目,在项目中添加一个PLC设备。 2、配置PLC CPU模块的属性参数。
PROFINET接口的子网。
PROFINET接口的IP地址。
系统和时钟存储器开启。
3、按需要添加其他模块,分配好地址。
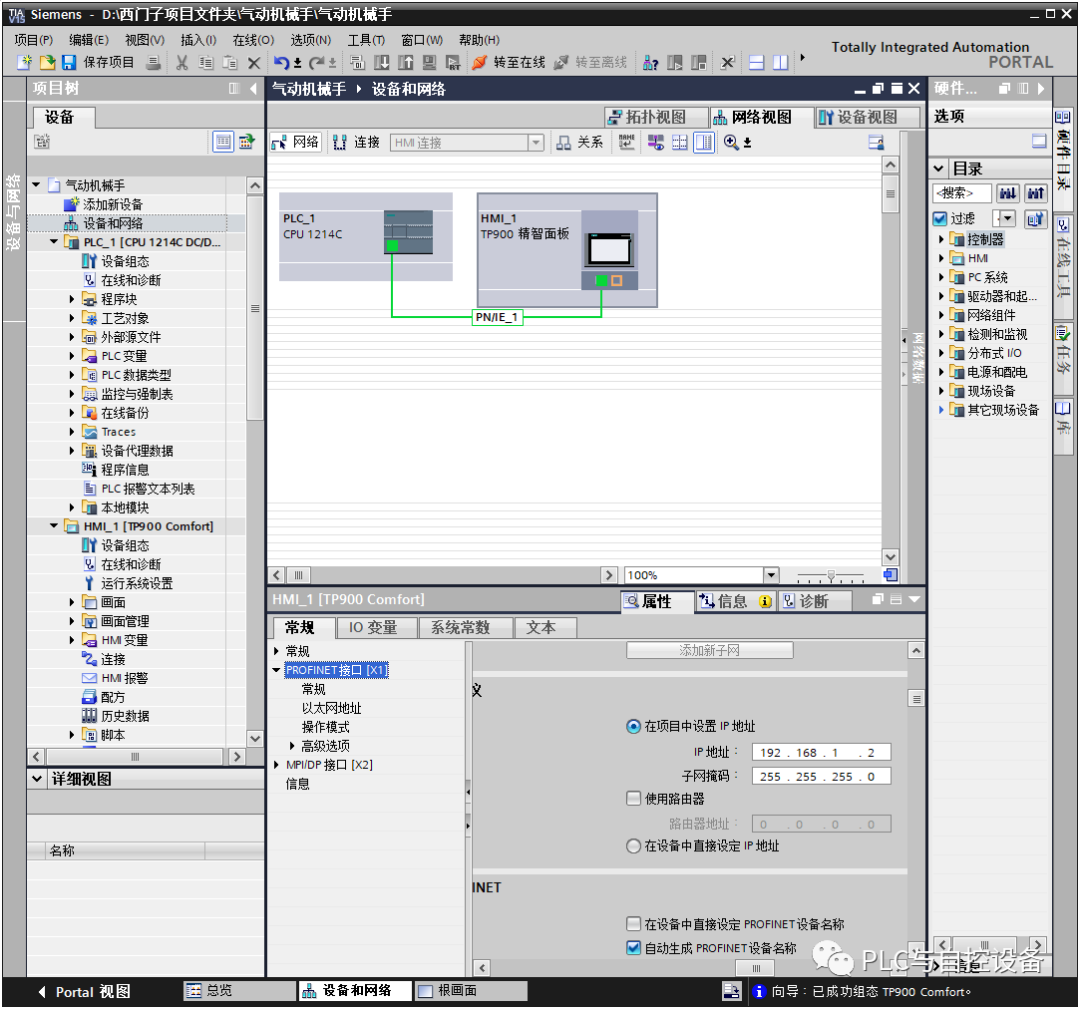
二、组态一个HMI设备
1、在项目树中,找到 ,添加新设备,选择HMI型号,确定。
,添加新设备,选择HMI型号,确定。
2、在“设备和网络”项目的“网络视图”中,用鼠标连接PLC与HMI的网口。如在启动向导时选择了PLC,则可省去这一步。 3、配置HMI的PROFINET以太网地址,与PLC为同一网段,不同网址。 以上2、3可以在添加HMI启动向导时自动完成。
三、编写PLC程序
1、新建一个PLC变量表,如系统比较复杂,可以把M区变量、I区变量、Q区变量分别建立变量表。如为复杂控制系统,变量表最好与系统默认变量表分开。
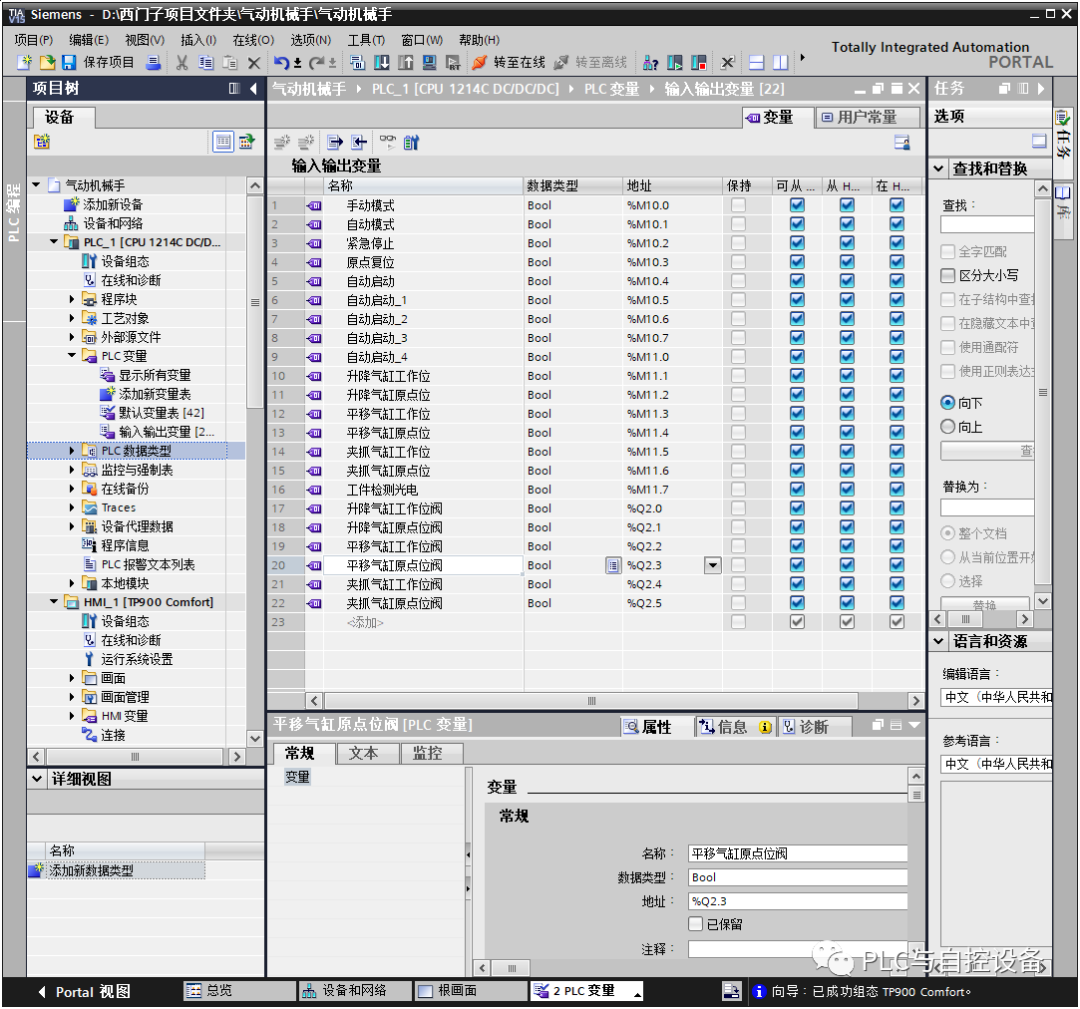
为了演示方便,这里把I区变量改为M区变量。
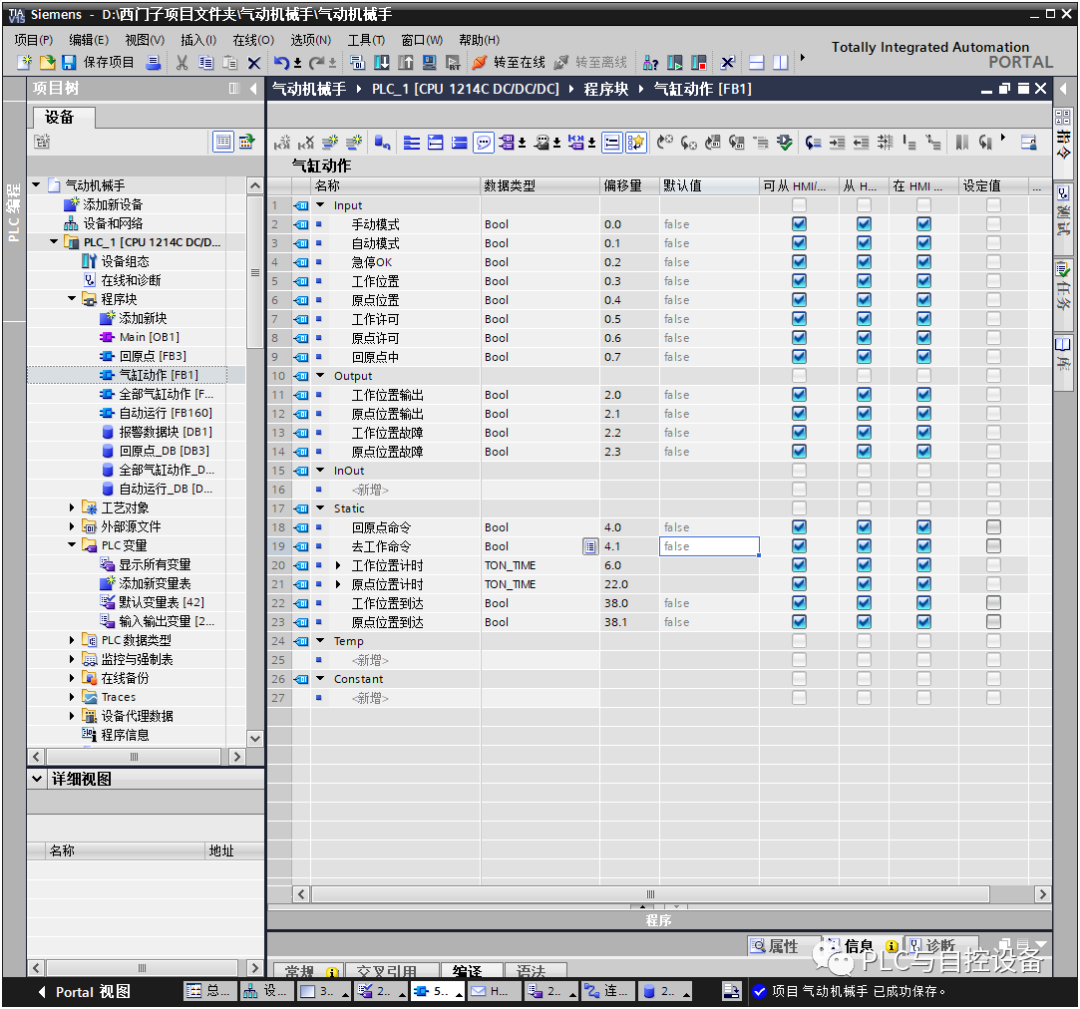
2、新建一个FB程序块,命名为“气缸动作”。
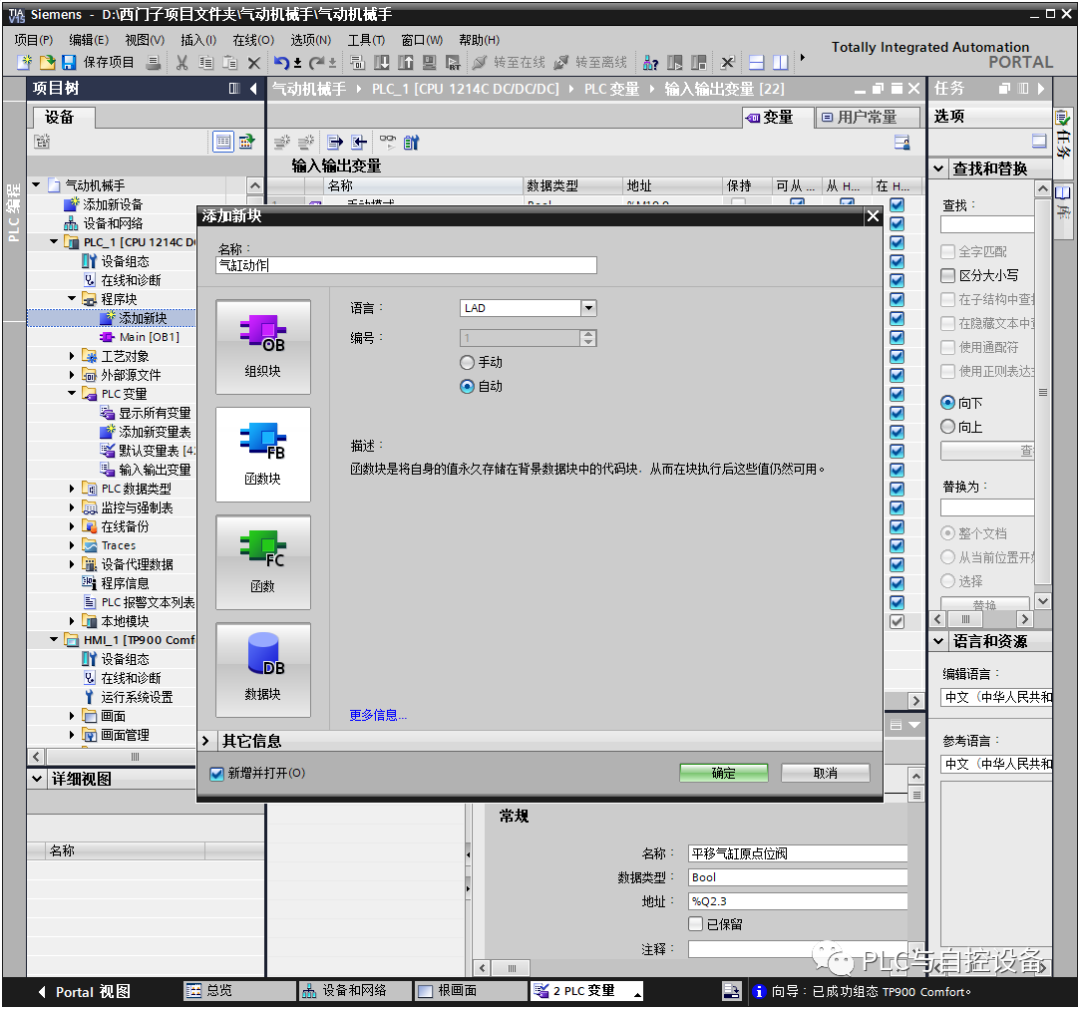
这个FB块为三个气缸的通用块,后面都要调用,取消块的优化访问,设置“气缸动作”FB块接口参数如下图:
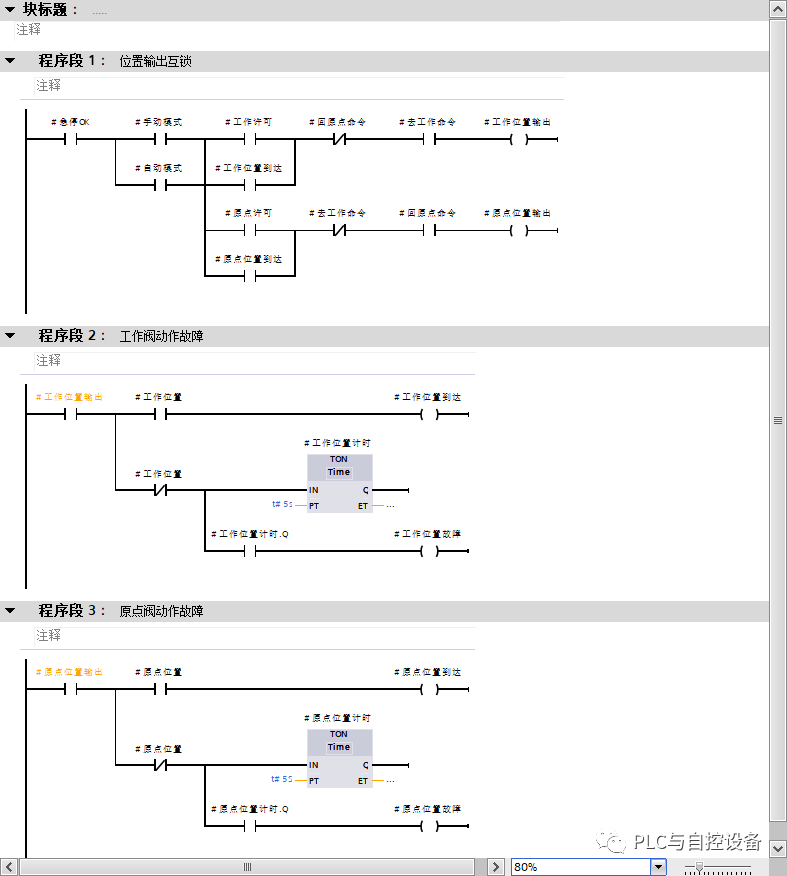
“气缸动作”块的程序如下:
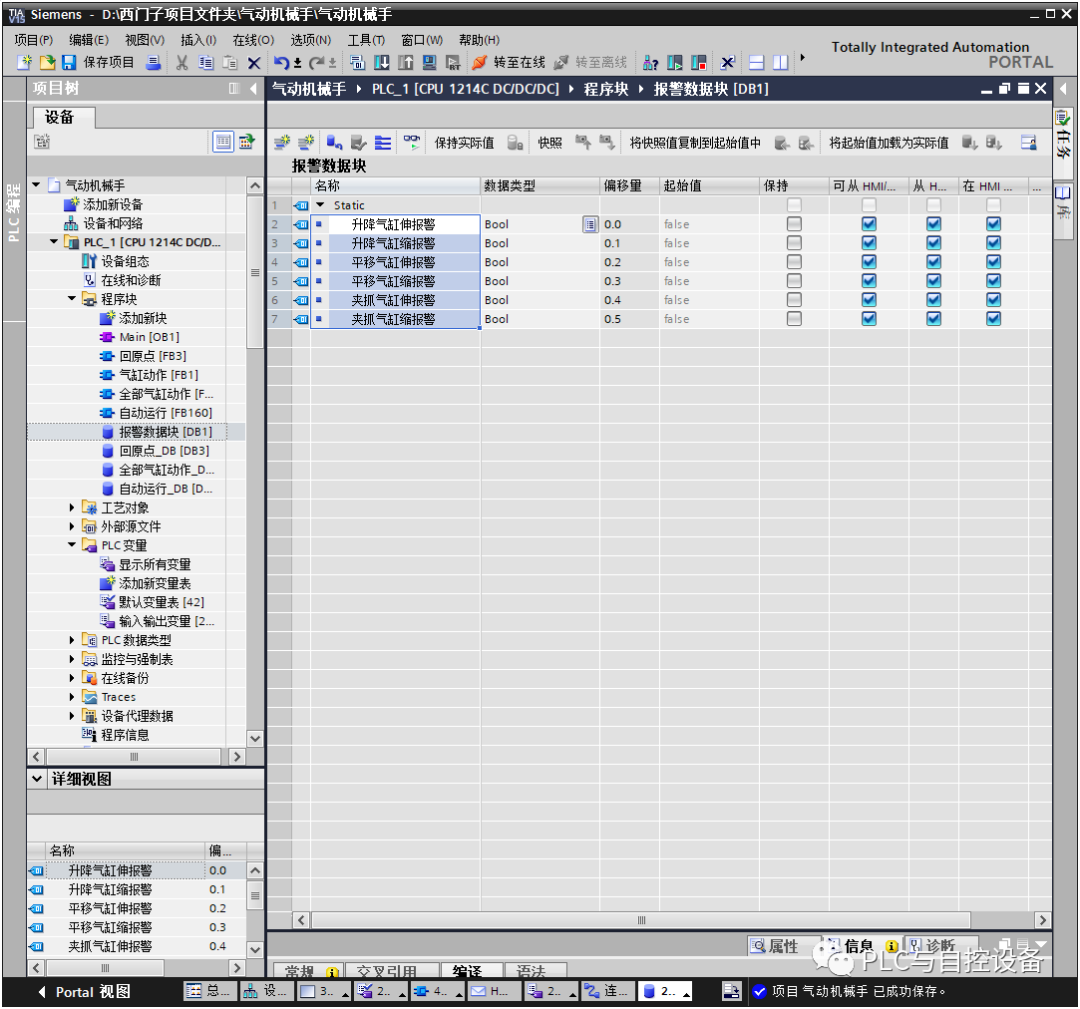
3、建立一个全局DB——“报警数据块”,取消块的优化访问。
4、建立一个总的气缸动作FB——“全部气缸动作”,调用“气缸动作”FB,建立三个多重实例,取消块的优化访问。
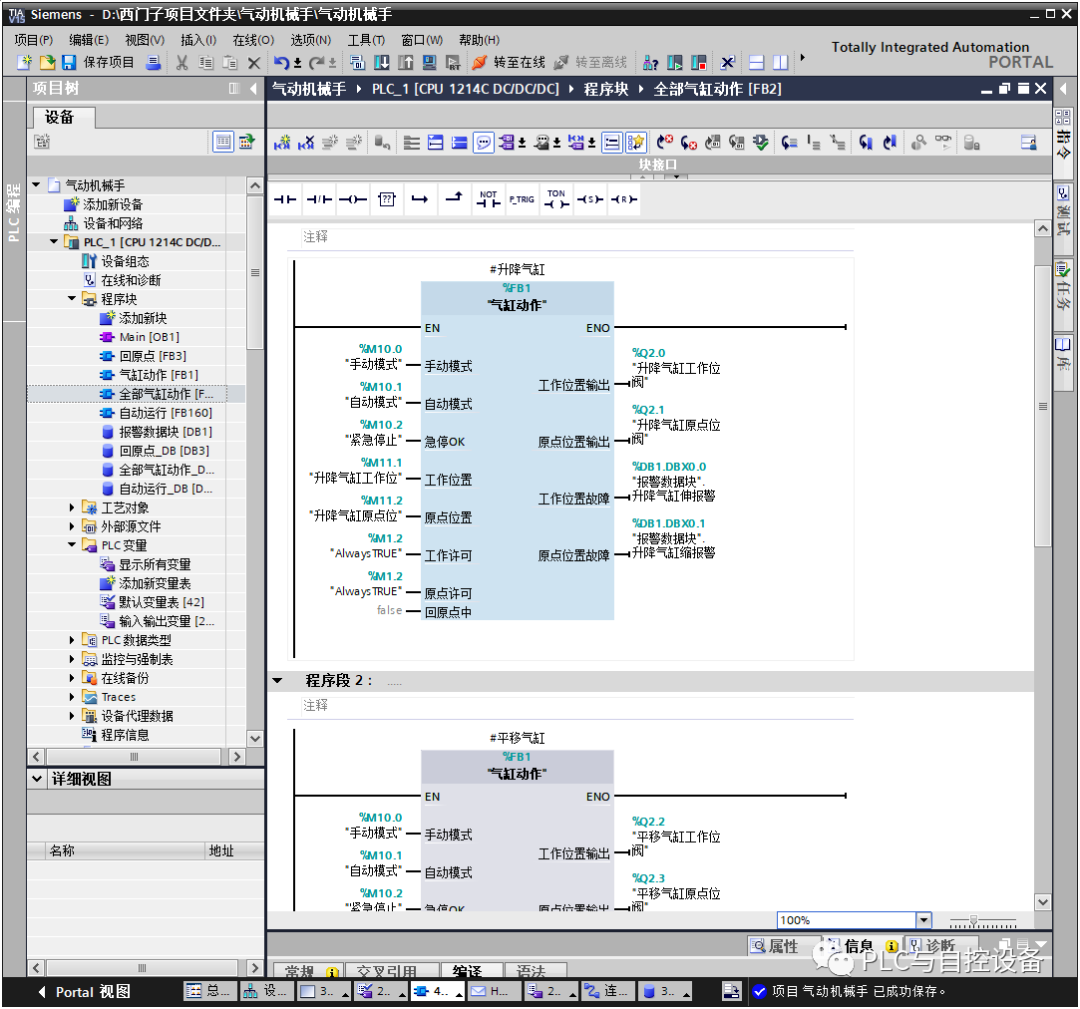
以上块需要用变量或常量补充完整块的输入输出接口。
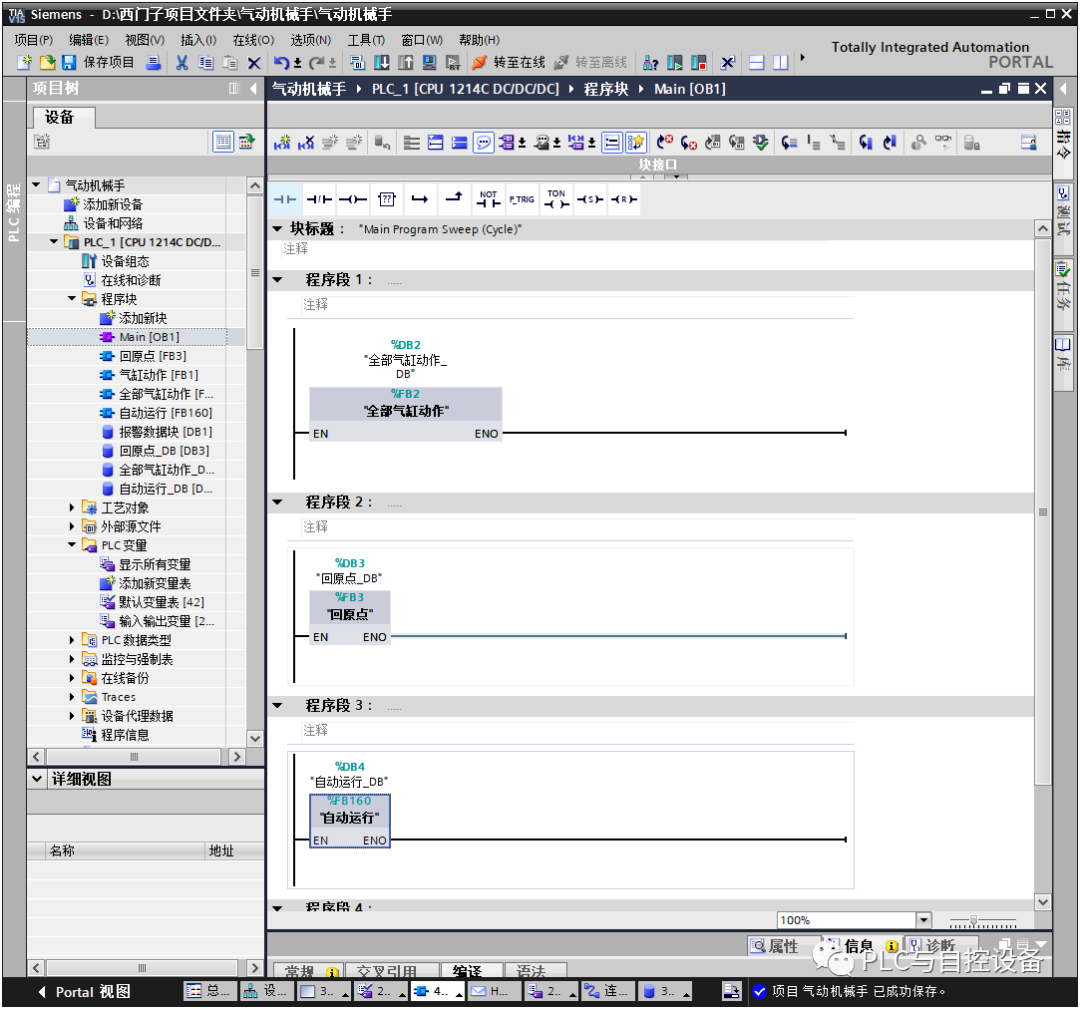
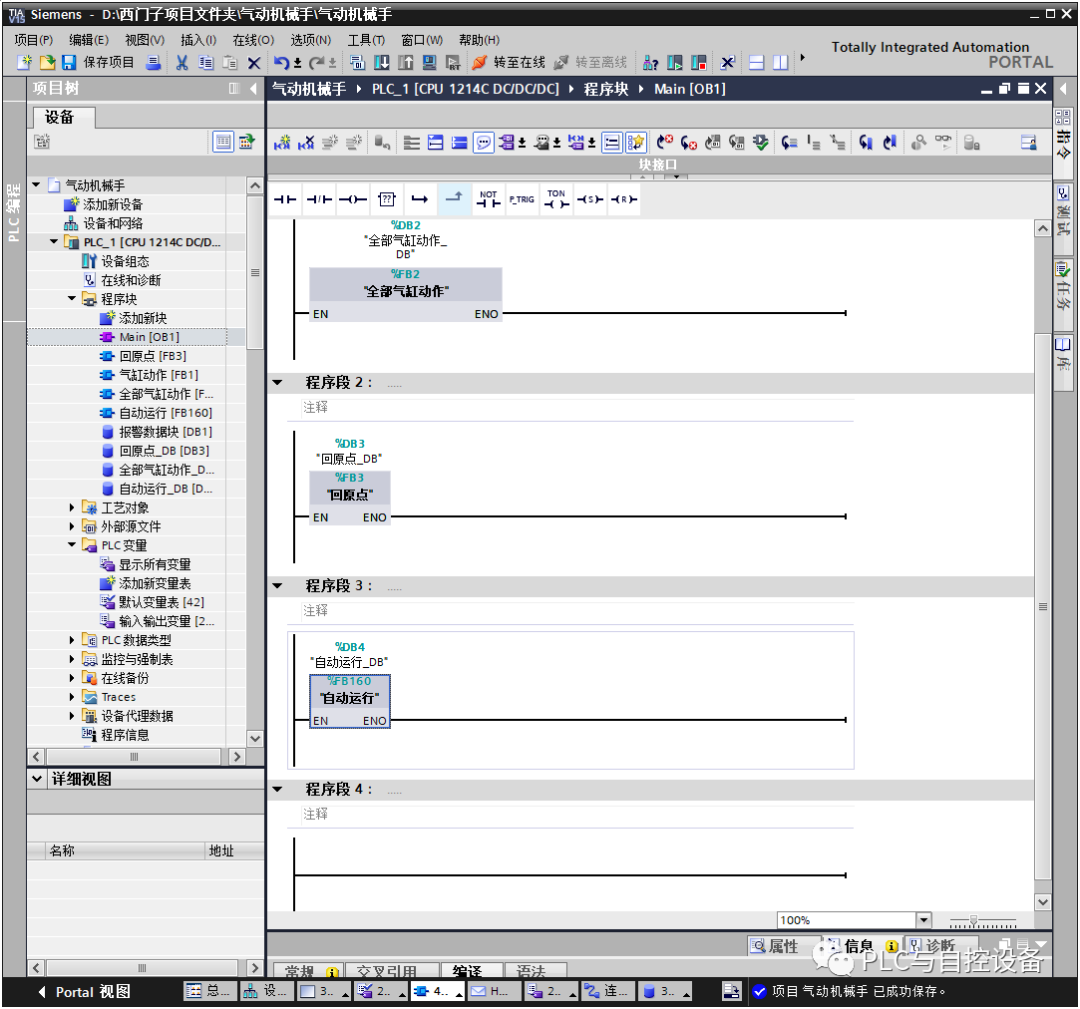
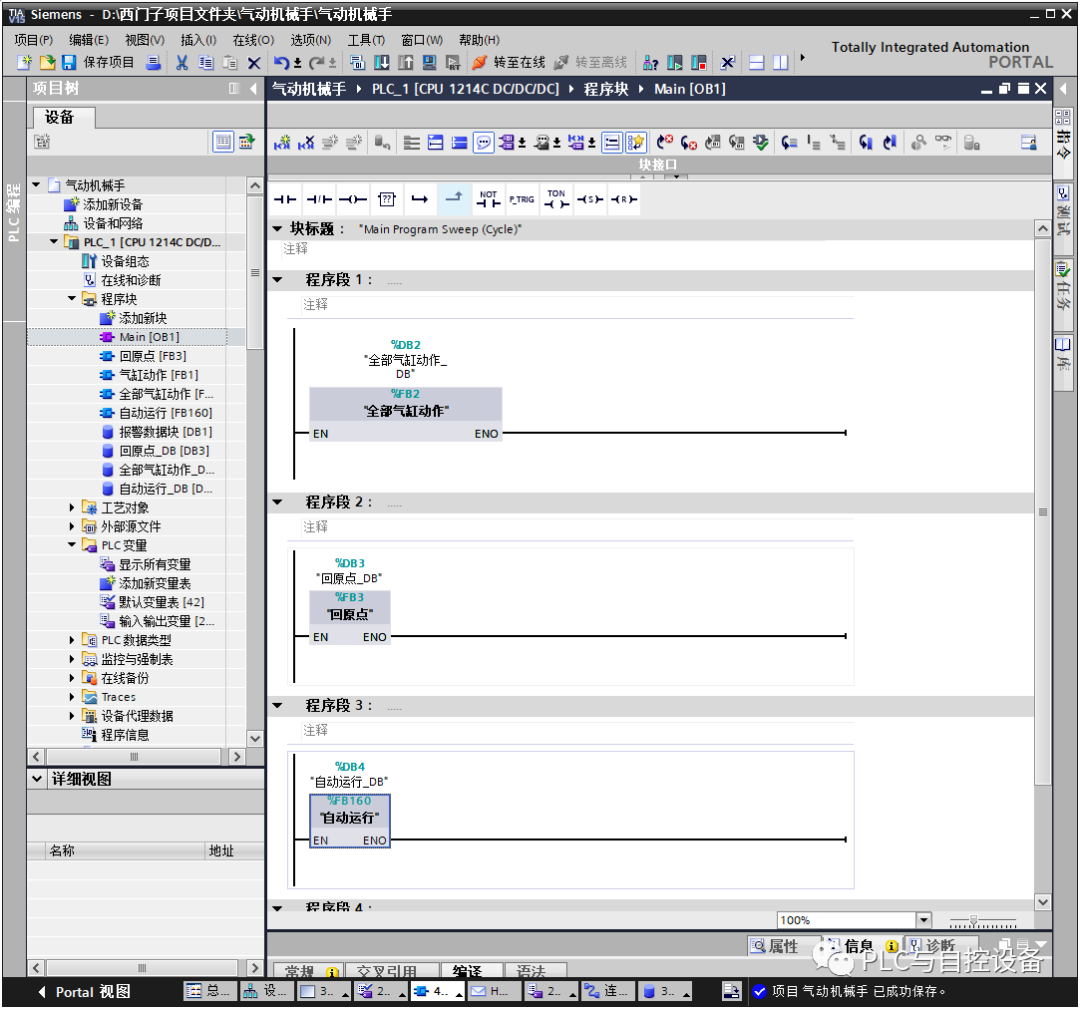
5、在OB组织块“Main”中调用FB“全部气缸动作”,生成背景数据块,气缸动作的程序就做好了。
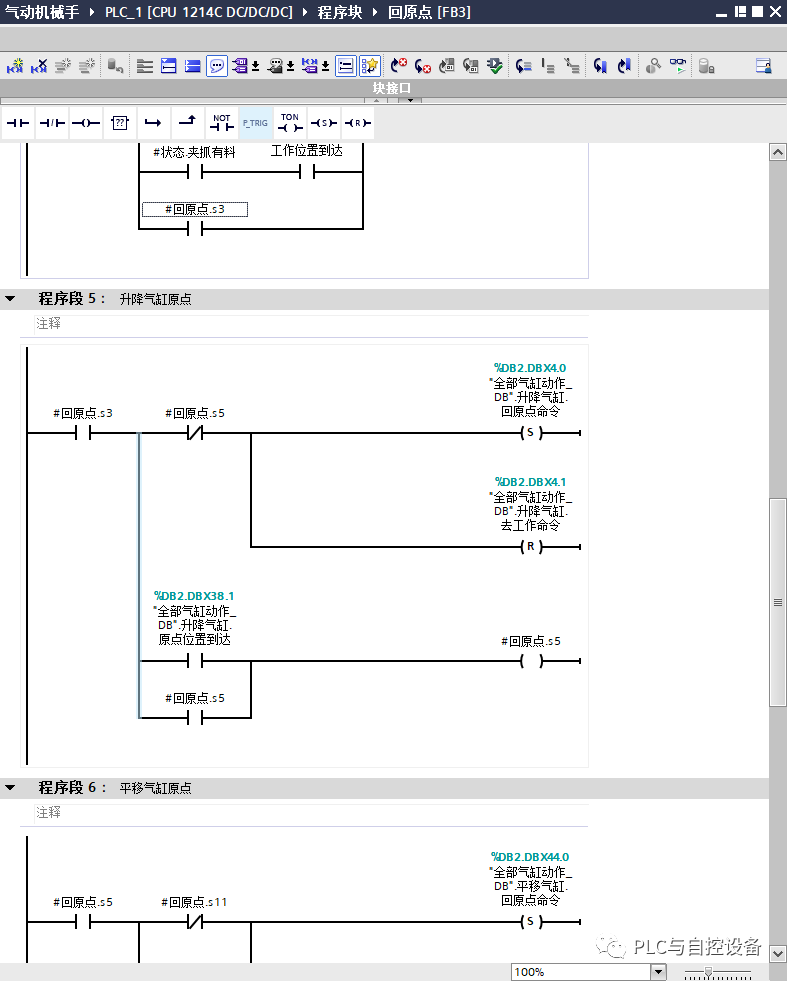
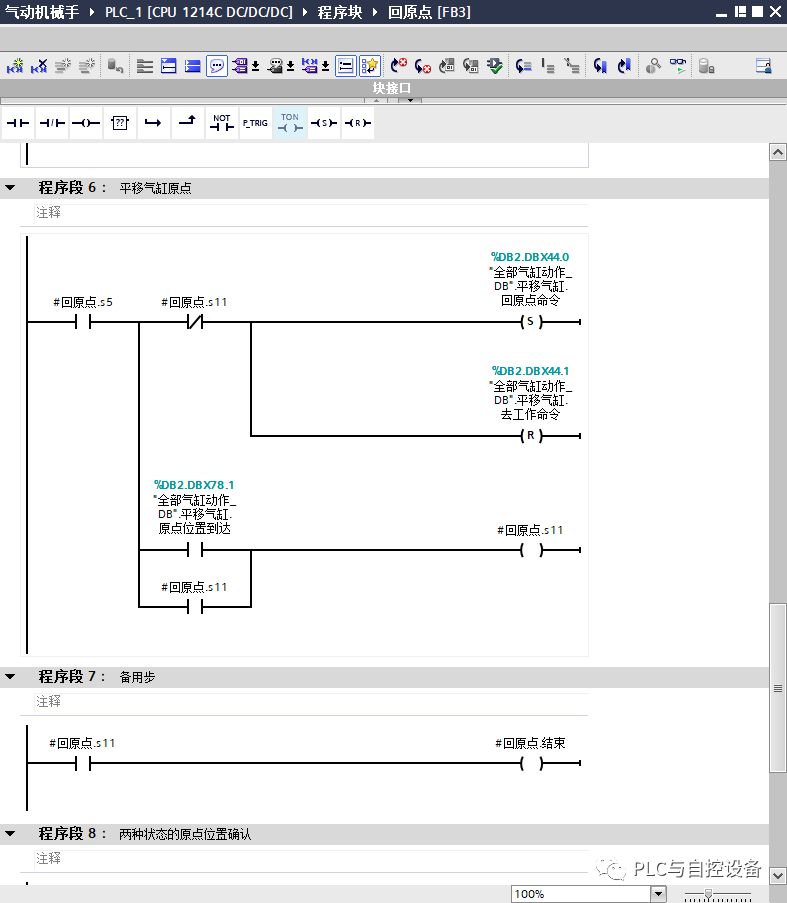
6、建立一个FB,命名为“回原点”,取消块的优化访问,设置块接口参数如下:
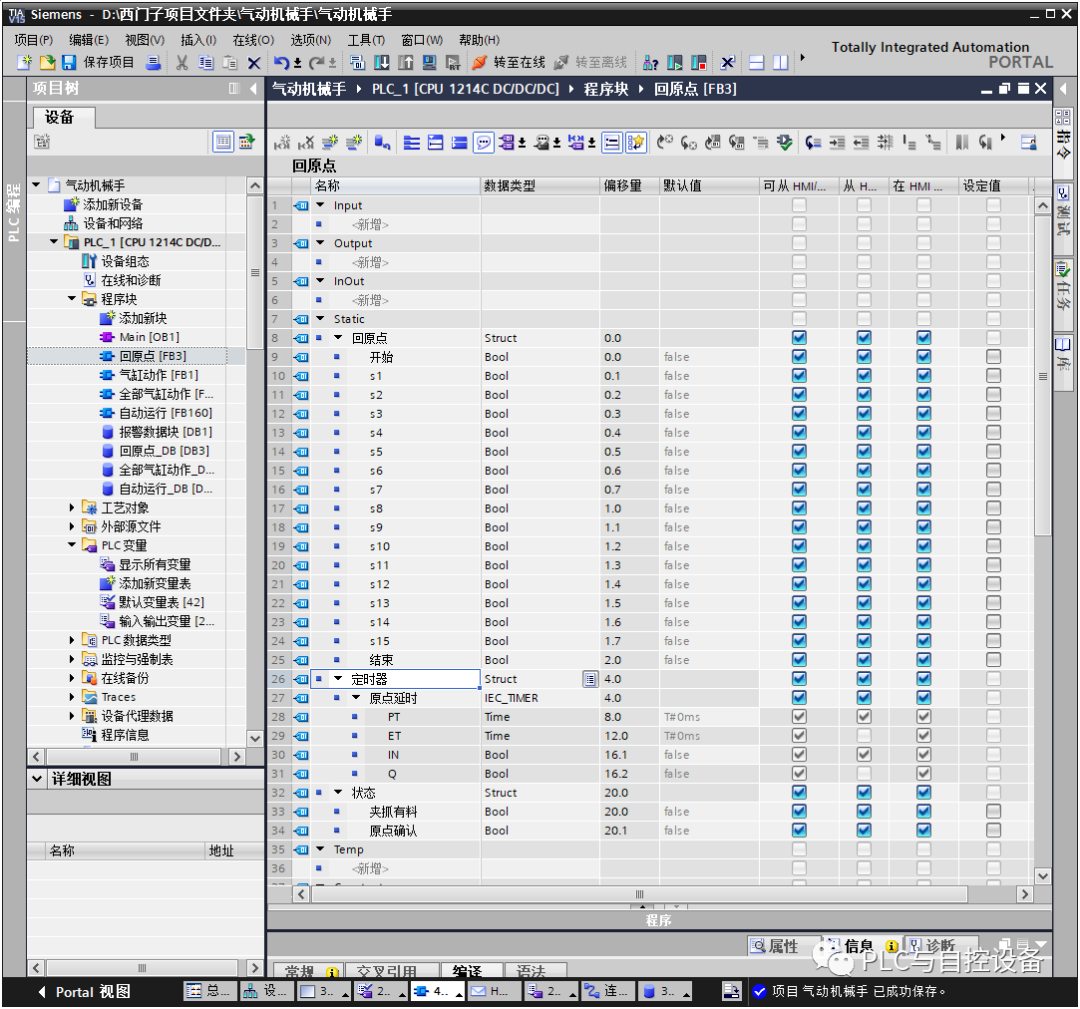
原点延时几秒是为了防止人不小心误触掽到原点开关而产生事故。夹抓有料的原点与夹抓无料的原点过程分开编写。以下为回原点程序:
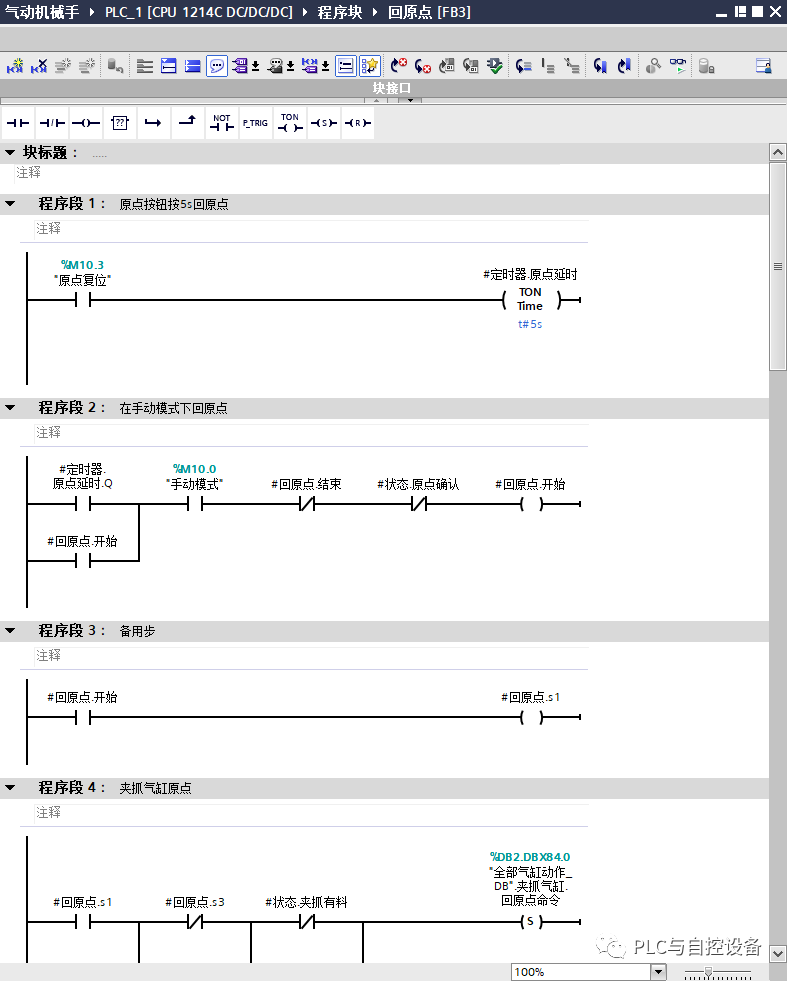
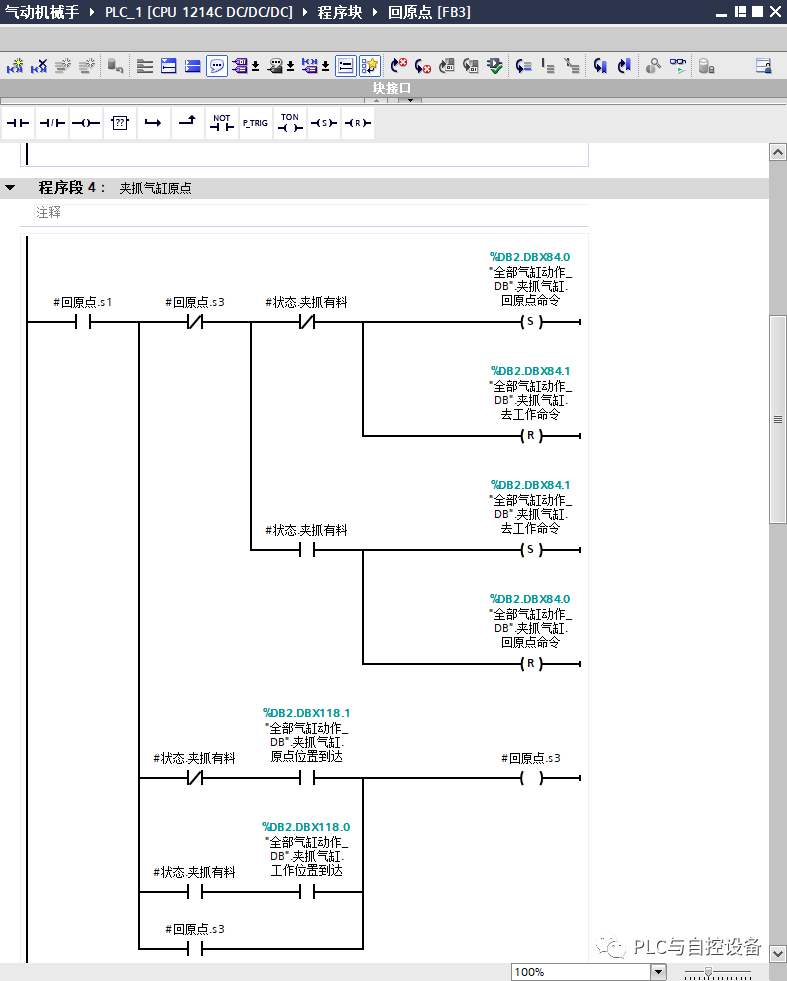
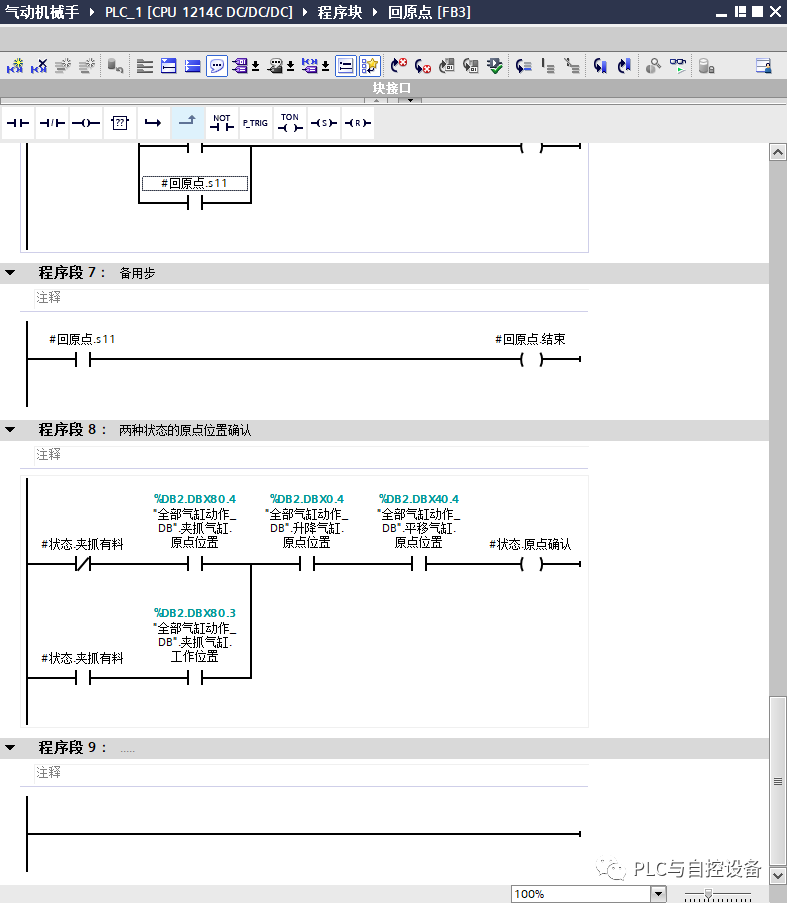
“回原点”FB程序编写完成,在OB组织块中调用,生成背景数据块。
7、建立一个FB,命名为“自动运行”,取消块的优化访问,设置块接口参数如下:
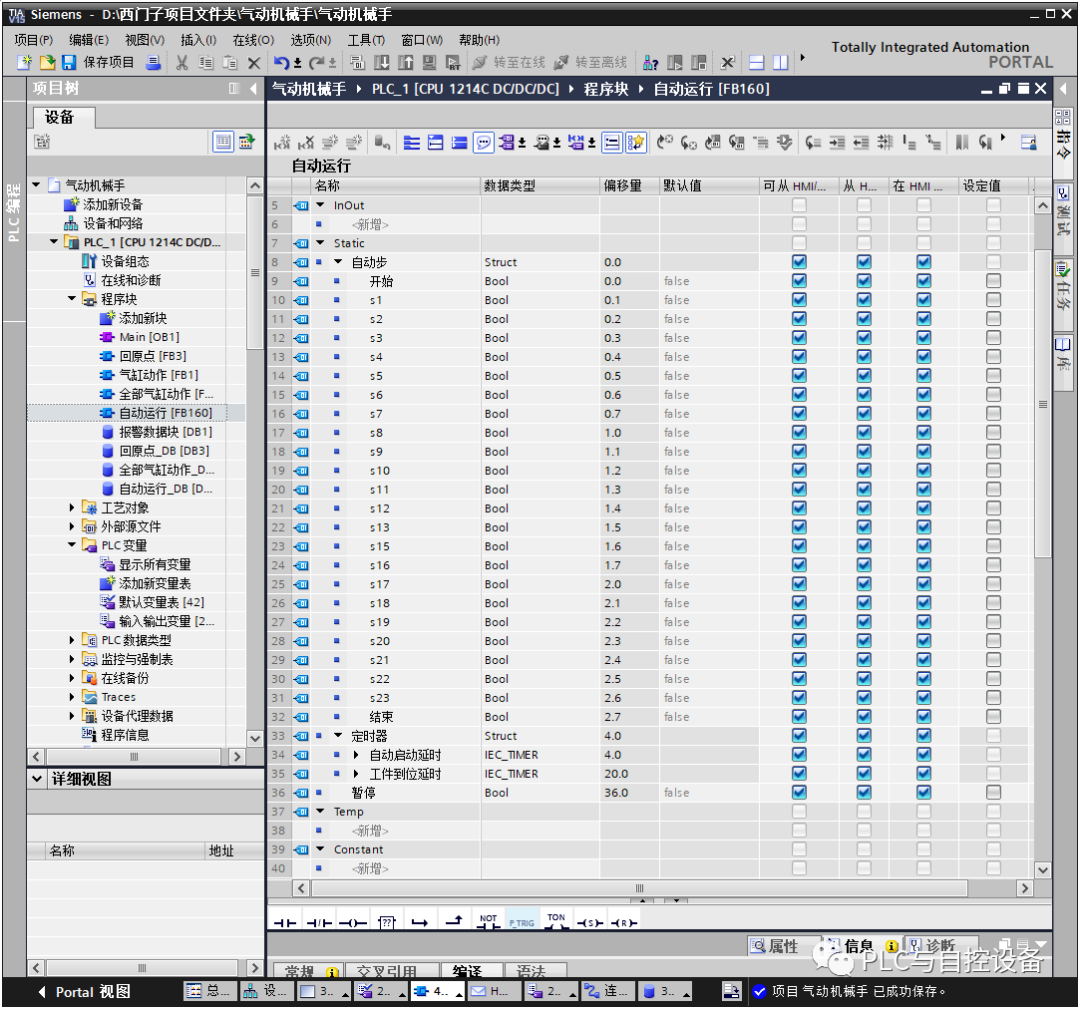
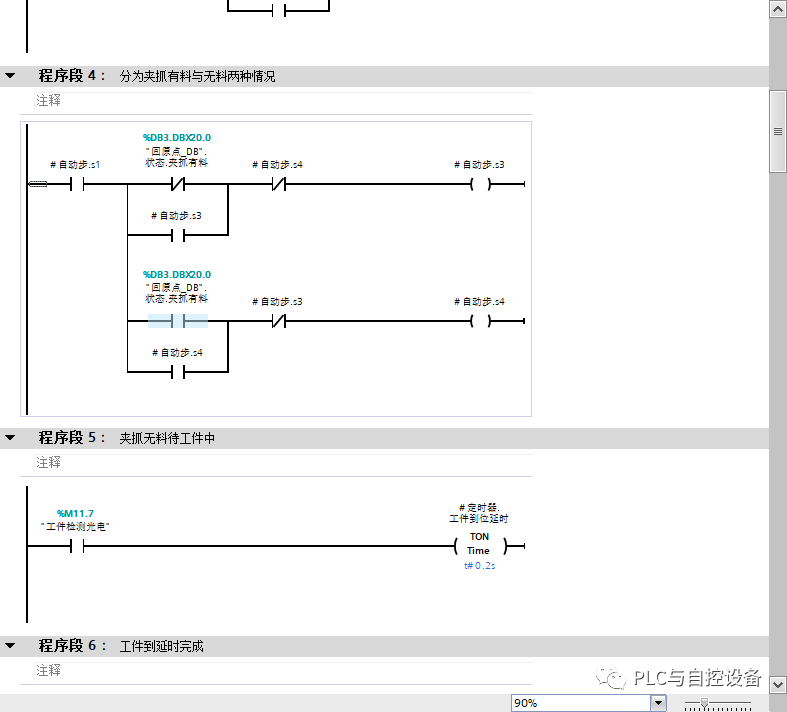
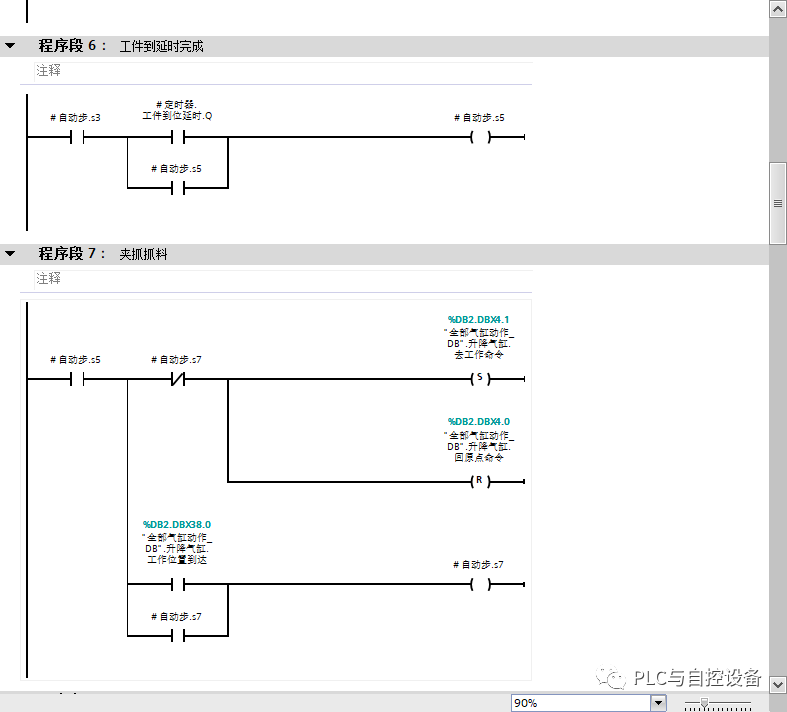
这里也有两个定时器,一个自动启动延时,也是为了防止误操作;另一个工件到位延时,是为了保证抓料的准确性。程序如下:
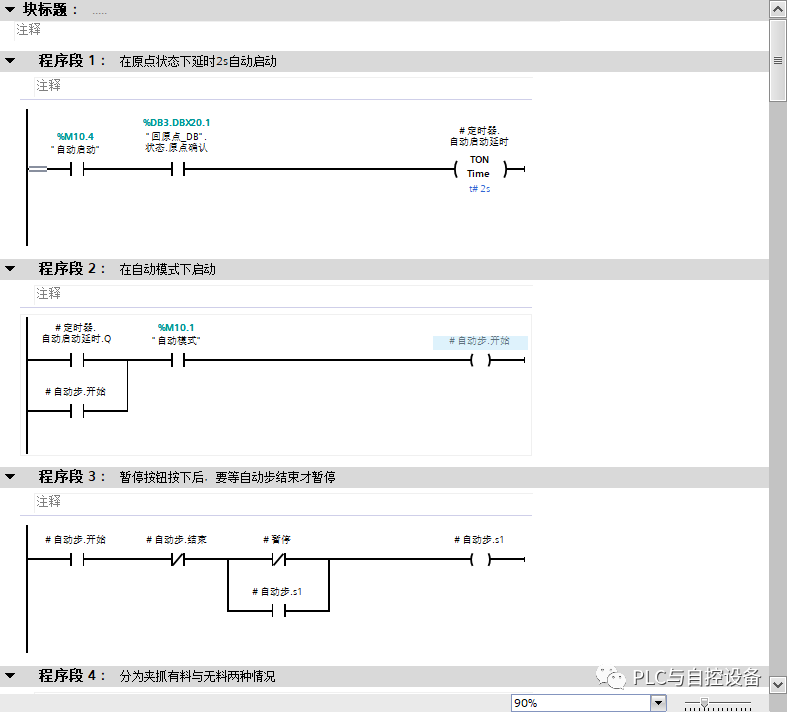


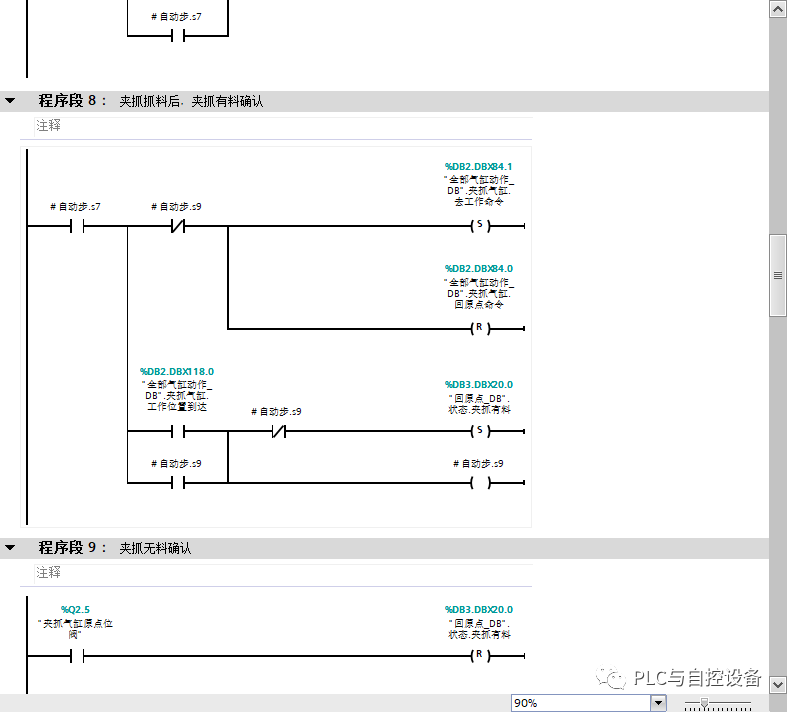
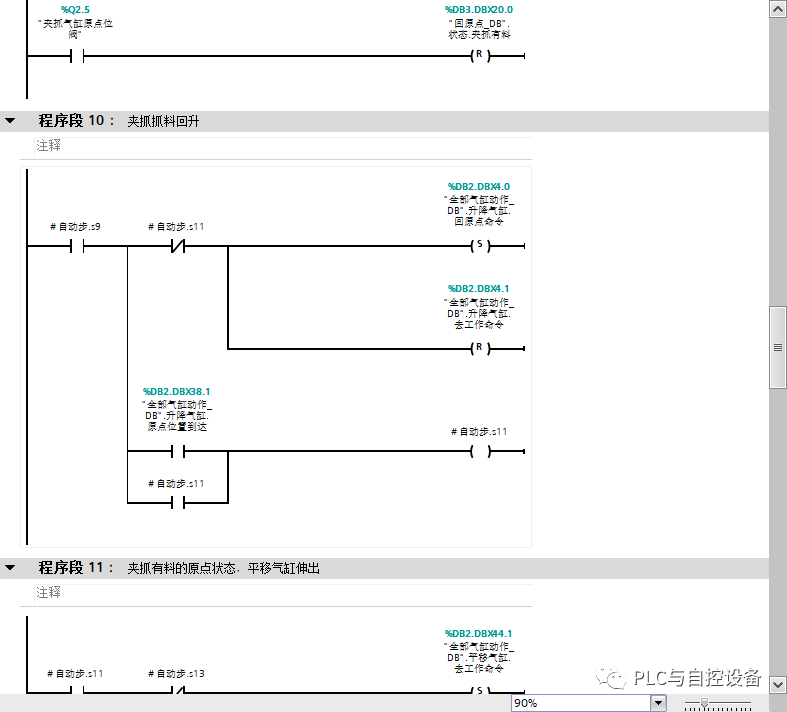
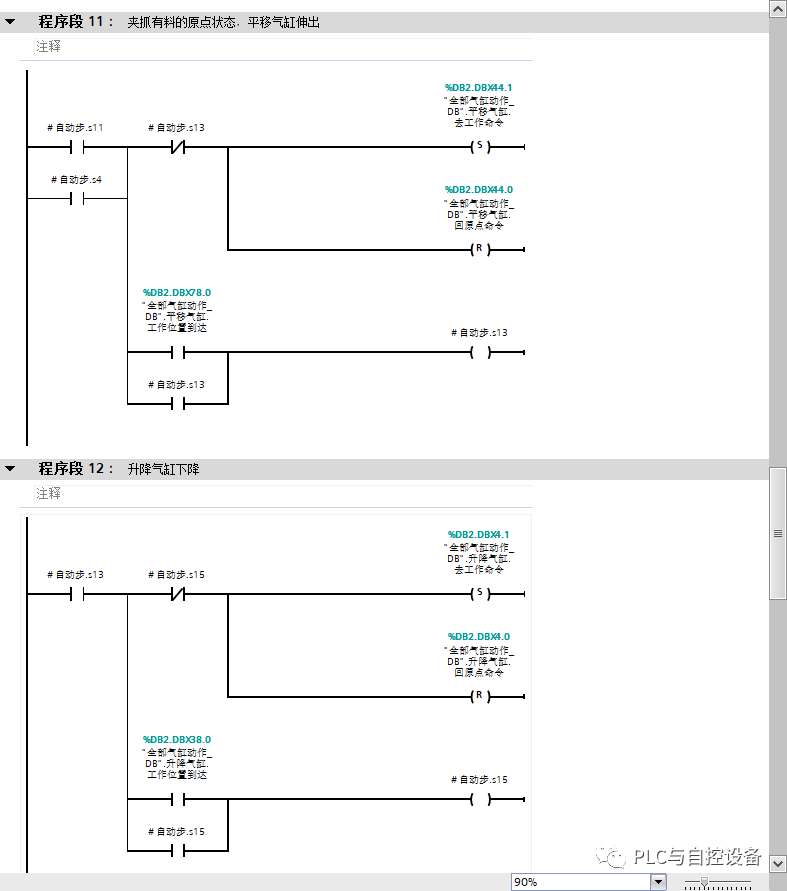
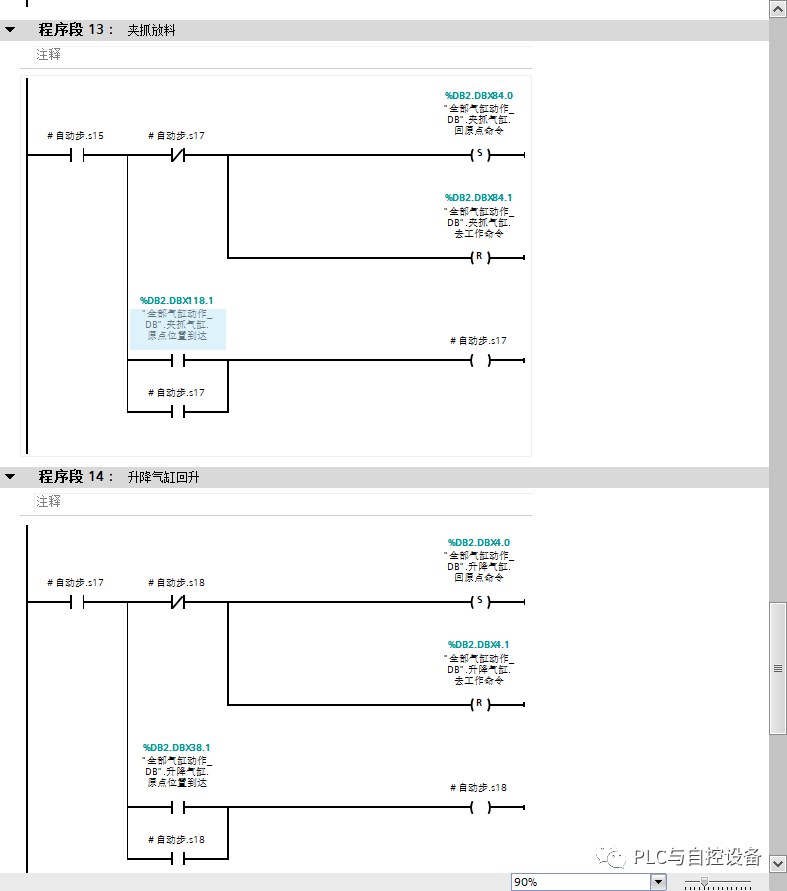
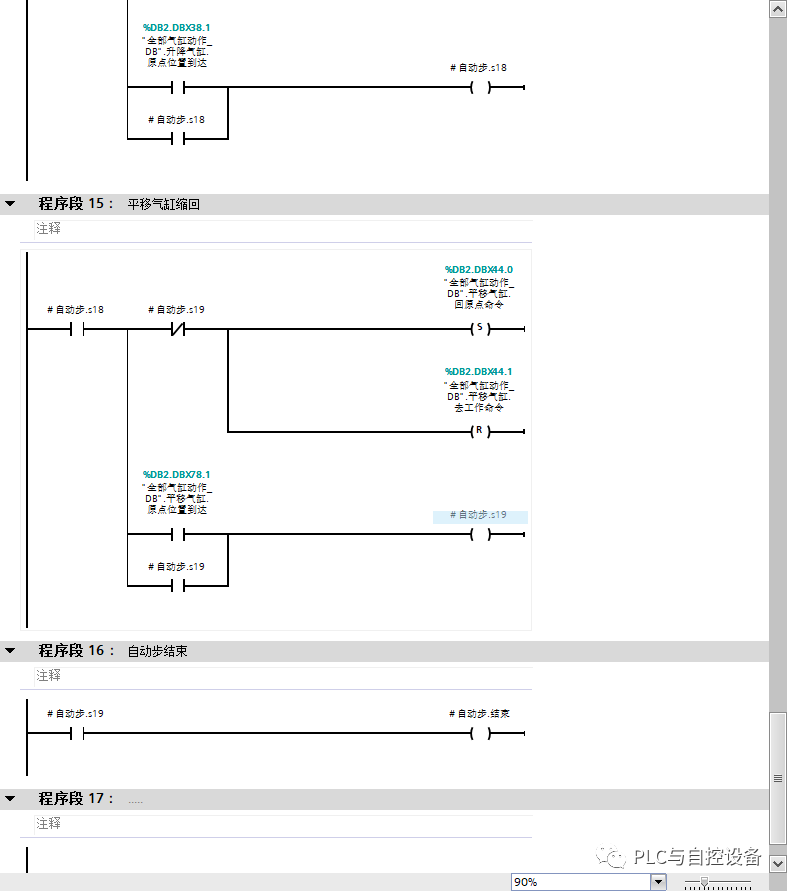
“自动运行”FB程序编写好后,插入组织OB块中,进行调用。
到此,PLC中的程序已编写完成。
审核编辑:黄飞
-
西门子S7-1200/1500PLC气动机械手程序2023-11-10 3235
-
S7-1200/1500气动机械手编程实例2023-11-22 2326
-
西门子S7-1200 和 S7-1500 的编程指南pdf下载2018-03-27 9275
-
西门子S7-300和S7-400及S7-1200与S7-1500PLC的编程语言比较表2021-03-03 3241
-
西门子S7-1200高速计数功能简介2021-04-23 2024
-
西门子S7-1200和S7-1500编程风格指南2022-08-17 1619
-
西门子S7-1200 PLC通过存储卡进行程序更新2023-03-07 6470
-
西门子PLC,SIMATIC S7-1200和S7-15002023-04-24 2605
-
西门子PLC S7-1200在线下载功能分享2023-06-25 4461
-
西门子S7-1200/1500PLC经典气动机械手程序2023-09-20 1229
-
PLC西门子S7-200smart和S7-1200的区别?2023-11-17 18169
-
透传网关基于4G/以太网/WIFI联网实现西门子S7-1200/1500PLC的远程监控和程序上下载2024-01-19 3900
-
西门子S7-1200 PLC的指令介绍2024-06-18 7266
-
西门子PLC(S7-1200/1500/300/400)的数据采集与监控方案2025-07-04 1922
-
西门子S7-1200和S7-1500 PLC系列模拟量传感器怎么接线2026-03-06 1199
全部0条评论

快来发表一下你的评论吧 !
