

何解决铝合金激光焊接的问题
描述
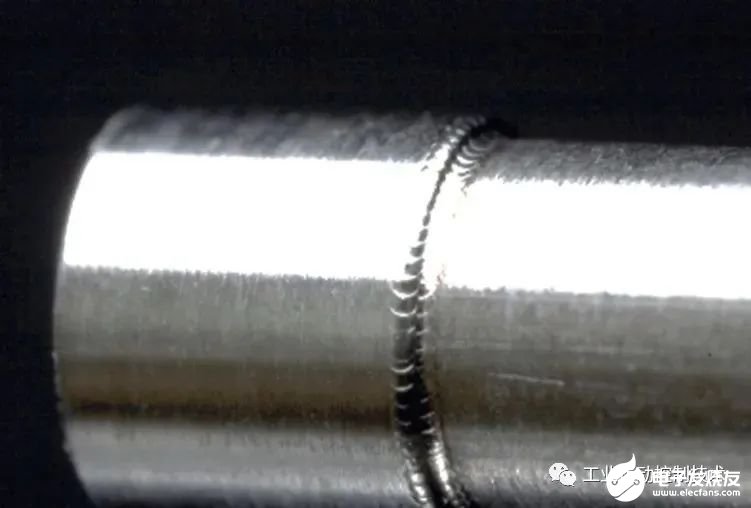
目前随着汽车管路复杂度的提高,焊接点越来越多,不可避免带来了很多火焰焊接问题,当然每一种焊接方式都是有各自的优缺点。本文来分析一下激光焊接空调管路的可行性。
一 如何解决铝合金激光焊接的问题

如今,激光焊接被广泛应用于机械加工行业。此外,激光技术还具有焊接热输入小、焊接受热面积影响小、不易变形等特点,因此在铝合金焊接领域受到了特别的重视。
另一方面,由于铝合金的加工特点,铝合金激光焊接存在一些焊接难点。如何解决这些问题呢?
问题1:铝合金对激光的吸收率低。
这个问题主要是由于铝合金材料的问题。由于铝合金对激光束的高初始反射率和高导热性,铝合金在熔化前对激光束的吸收率很低。铝合金对激光有强烈的反射效应,这是由于固态情况下铝合金内部自由电子密度很高,易与光束中的光子作用而将能量反射掉。研究表明,铝合金对气体CO2激光的反射率高达90%,对固体激光的反射率也接近80%。同时,铝合金有很强的热导率,导致铝合金对激光的吸收率很低。因此,必须采取适当的措施来提高铝合金对激光的吸收率。
针对这一问题,解决方案主要包括以下几个方面:
1.对铝合金材料进行表面预处理。铝合金具有高激光响应。对铝合金表面进行适当的前处理,如阳极氧化、电解抛光、喷砂、喷砂等。能显着提高表面对辐射能的吸收。研究表明,去除氧化膜后铝合金的结晶倾向高于原始铝合金。为不破坏铝合金表面光洁度,简化激光焊接工艺,可采用焊接工艺提高工件表面温度,提高材料对激光的吸收率。
2.减小光斑尺寸,提高激光功率密度。通过提高激光功率密度来提高铝合金对激光的吸收。激光功率密度增大,会使焊接熔池产生小孔效应,这样可以大大提升材料对激光的吸收率。
3.改变焊接结构,使激光束在缝隙中多次反射,方便铝合金激光焊接。接头形式会影响对激光的吸收。V形坡口和方形坡口比无坡口接头更有利于匙孔的形成,使激光功率密度增大,铝合金对激光的吸收率也随之增加。
问题2:容易产生气孔和热裂纹,铝合金激光焊接过程中容易产生气孔和热裂纹。
气孔是在铝合金激光焊接中出现最多和最主要的一类缺陷。气孔类型可分为2类。
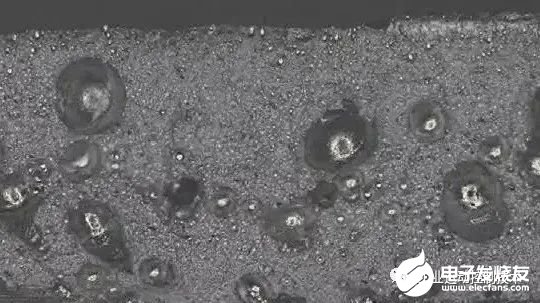
一类是由于铝合金激光焊接在冷却过程中氢的溶解度急剧下降,熔融状态铝合金的含氢量可达0.69mL/100g,冷却凝固后的铝合金含氢量为0.036mL/100g,过饱和的氢析出而形成氢气孔。此外,铝合金表面有一层氧化膜,在焊接时铝合金表面的结晶水、空气和保护气中的水分直接分解为氢。这些氢气孔在铝合金激光焊接的快速冷却过程中来不及逸出,而留在焊缝中形成氢气孔。
另一类是由于激光焊接过程中产生的匙孔不稳定而塌陷,液态金属来不及填充而形成的孔洞。气孔过多将降低焊缝的致密性,减小接头的承载能力,而且会使接头的强度和塑性有不同程度的降低。
减少铝合金激光焊接中气孔缺陷的措施有很多,如改变激光光束的行走轨迹、采用光束振荡来对熔池进行搅拌、增加气孔逸出表面的可能性、采用填丝或填加合金粉末,以及采用双光斑技术和激光复合焊接等措施都能达到减少气孔的效果,但是都难以从根本上予以消除。铝的导热性比较好,可根据铝合金的材质、厚度和表面状态等在焊接过程中调节激光功率波形。如图前置的尖端波型进行焊接,也可以采用前预热后保温的波型进行焊接,均对减少炸点和气孔起到一定的作用。可以减少气孔的不稳定塌陷,改变激光束的照射角度,并在焊接中施加磁场,还可以有效地控制焊接过程中产生的气孔。
铝合金激光焊接中产生热裂纹的原因主要与其自身的特性和焊接工艺有关。铝合金凝固时收缩率大(可达5%),焊接应力和变形大,并且焊缝金属在结晶时沿晶界会产生低熔点共晶组织,使晶界结合力减弱,在拉应力的作用下形成热裂纹。
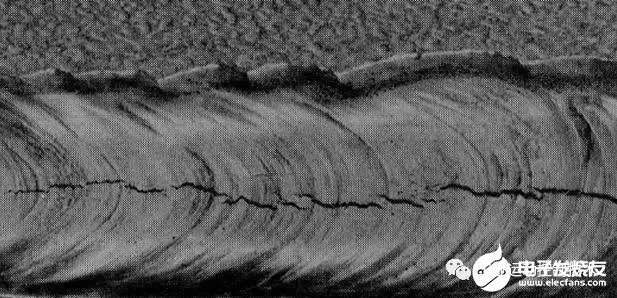
采用填丝或者填加合金粉末的方法可以减少热裂纹倾向,通过调整焊接工艺参数来控制加热和冷却的速度也可以减少热裂纹倾向。当使用YAG激光器时,可以通过调整脉冲波形来控制热输入,以减少晶体裂纹。
问题3:焊接链接力学性能下降-软化
焊接过程中合金元素的燃烧损失降低了铝合金焊接连接的力学性能。
“软化”是焊接接头强度和硬度降低的现象。采用激光焊接铝合金接头时,焊接接头的焊缝组织和热影响区同样存在软化问题。大量研究表明,铝合金焊接的软化现象很难从根本上消除,但是同气体保护焊接相比,激光焊接由于降低了热输入,使焊缝软化区更窄。铝合金激光焊接与熔化极气体保护焊相比,激光焊接接头的“软化”程度较低,且抗拉强度随焊接速度增大而增大。等离子体对焊接过程的影响铝元素的电离能低,激光焊接时更容易形成金属等离子体,等离子体引起激光的折射、偏转,从而改变激光束的焦点位置,使焊缝熔深比减少,影响焊接接头质量。采用在工件表面预置粉末法来减弱等离子体在高度方向上的膨胀跳动,使等离子体在工件表面能维持跳动幅度的相对稳定。
铝合金焊接过程中不稳定气孔导致焊接接头的力学性能下降。铝合金主要包括Zn、Mg和Al。在焊接过程中,铝的沸点高于其他两种元素。因此,在焊接铝合金元件时可加入一些低沸点的合金元素,有利于小孔的形成和焊接的牢固性。
二 铝合金激光焊接技术
1铝合金激光自熔焊接
激光自熔焊接是指以高能量密度激光束为热源,冲击到母材表面,使母材自身熔化,形成焊接接头的焊接方式。对于铝合金激光焊接来说,铝合金表面对激光的反射率高,焊接时需要较大的激光功率;激光光斑直径小,对焊接工装的精度要求高,对零件间隙容忍值低,通常要求零件间隙值在0.2mm 以下;焊接过程中加热和冷却速度快,焊接气孔缺陷多,激光能量密度集中,匙孔效应易导致焊缝下凹和咬边的现象,因此,对焊接工艺参数有较高的要求。激光自熔焊接在铝合金焊接中体现出了焊接质量好、焊接速度快及易于自动化等优势,在汽车行业中应用广泛。在电动汽车行业中,动力电池壳体的密封主要采用的是铝合金激光自熔焊接。国内某新能源汽车企业的铝车身中,门总成及侧围结构件的焊接也采用的是铝合金激光自熔焊接。
2 铝合金激光填丝焊接
激光填丝焊接中激光仍然作为主要热源来熔化被焊金属,但利用自动送丝装置向熔池内不断送入填充金属来实现冶金连接的过程。与激光自熔焊接相比,激光填丝焊接放宽了对焊接工艺间隙精度的要求,通过填充不同成分的焊丝,改善焊缝的冶金性能,防止产生焊接热裂纹和气孔,提高了焊接过程的稳定性和接头力学性能。
铝合金激光填丝焊接具有外观质量好、工艺间隙精度较激光自熔焊接宽松等特点,通常应用在车身外观面,如顶盖与侧围之间、行李箱盖外板上下板之间。也有一些车型为了得到更高的焊接质量而采用激光填丝焊接来焊接铝合金车门。
3 铝合金激光—电弧复合焊
激光—电弧复合焊接是将激光和电弧2种物理性质、能量传输机制截然不同的热源复合在一起,并共同作用于被焊工件,既充分发挥了2种热源各自的优点,又相互弥补了各自的不足。在铝合金激光—电弧复合焊接中,电弧可以引导激光热源,提高铝合金对激光的吸收能力以及焊接过程中的能量利用率,并且焊缝表面成形性比激光自熔焊接好。此外,电弧的引入能大大降低对焊接工件的装卡精度,同时电弧对激光焊的等离子有稀释作用,可以降低等离子体对激光的屏蔽作用。激光对电弧的稳定起到重要作用,使电弧在高速焊接时能稳定地作用在接头上,可以改善接头焊接质量,提高焊接速度。
结论
铝合金激光焊接光束能量密度可达109W/cm2,同时具有加热集中、热损伤小、焊缝深宽比大、焊接变形小等优势,焊接过程易于集成化、自动化、柔性化,可实现高速高精度焊接,并且焊接过程无需真空环境,不产生X-ray,特别适合复杂结构的高精度焊接。铝合金激光焊接最吸引人的特点是它的高效率,而要充分发挥这种高效率,就要把它应用到大厚度的深熔接中去。因此,研究和应用大功率激光进行大厚度深熔焊接将是未来发展的必然趋势。大厚度深熔焊接突出了针孔现象及其对焊缝孔隙率的影响,因此针孔的形成机理和控制变得越来越多,将成为业界普遍关注和研究的热点问题。
提高激光焊接工艺的稳定性、焊缝成形和焊接质量是人们追求的目标。因此,激光电弧复合工艺、填充焊丝激光焊接、无预设粉末激光焊接、双焦点技术、光束整形等新技术将得到进一步的完善和发展。
注:文章版权归原作者所有,本文仅供交流学习之用,如涉及版权等问题,请您告知,我们将及时处理。
CRT专业提供工业自动化运动控制技术及解决方案!
---(激光)焊接、抛光、切割、直坐标机器人(桁架机械手)、等特种数控设备运动控制系统,(步进电机、伺服电机、驱动器、电源)。
审核编辑 黄宇
-
铝合金激光焊接的研究2010-11-13 846
-
小孔效应及等离子体对铝合金激光焊接的影响介绍2017-09-28 1622
-
铝合金焊接技术的问题和对策2018-07-10 7484
-
铝合金激光焊接技术的特点是怎样的2022-05-11 2418
-
激光焊接技术在铝合金加工中的应用2022-07-08 3182
-
激光焊接机在焊接铝合金的特点2022-09-21 2820
-
激光焊接技术在焊接铝合金缺陷的解决方案2022-09-23 3815
-
激光焊接铝合金抑制气孔的3种方式2022-12-19 6432
-
铝合金激光焊接技术(CRT脱机激光焊接示教系统)2023-03-30 2159
-
激光焊接铝合金常见问题及解决办法2023-08-14 6750
-
激光焊接机焊接铝合金的工艺难点2023-09-21 2255
-
激光焊接机在焊接铝合金的工艺优势2023-09-27 2586
-
激光焊接机在焊接3003铝合金的技术工艺2023-11-15 1492
-
激光焊接机在密封焊铝合金的技术工艺2023-12-22 2213
-
激光焊接技术在焊接铝合金时需要注意什么2024-02-29 2189
全部0条评论

快来发表一下你的评论吧 !
