

汽车线束自动机看板顺序优化方案
描述
前言:如何把一个项目的所有回路(约1500~2000),根据生产模式(拉动模式or推动模式)科学合理地根据生产批量安排到所给定数量的设备上,即看板(生产任务)在自动机工序的排程作业过程,一直是行业制造的难点。
本文结合笔者个人的工作和研究经历,介绍了线束制造过程中工艺路线设计的逻辑,行业标杆D公司自动下线压接机排程的模型方法论和局限性,然后介绍了笔者在对D公司模型应用过程中遇到的一些经验总结以及笔者的补充性研究,最终介绍笔者研究的一种能有效优化看板顺序降低换型总时间的BSC算法和算法的目标应用场景。
01
线束制造加工路线的灵活性和复杂性
线束制造主要分为前工序和后工序(见图1)。前工序主要是将回路两端加上插接件,后工序主要是将各回路完成组装、包扎。前后工序单台设备速率差别太大,故需要前工序频繁换型以平衡前后工序节拍,一般还通过在前后工序之前设置库存来解耦前后工序,以抑止生产异常带来的影响。
前工序的加工路线组合非常灵活,且不同加工路线组合效率差异非常大(感兴趣的朋友,可以结合自己工厂的设备情况,测算下不同加工路线的费率)。制定合理的工艺路线选择规则,对前工序的成本和效率起着决定性的作用。
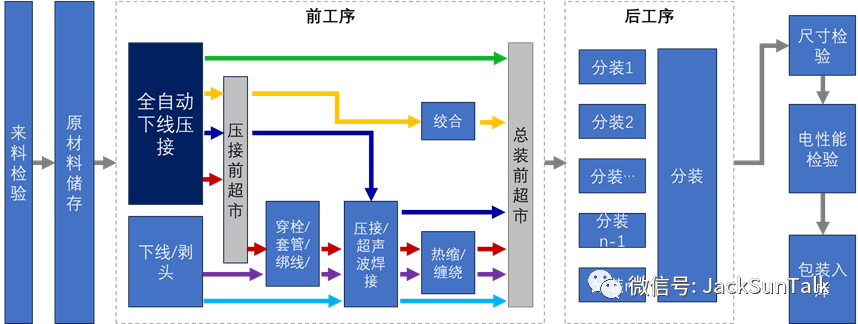
▲图1 线束制造流程▲
在当前人工成本越来越贵且招工越来越难的社会大背景下,“尽可能采用自动化程度高的工艺路线”已成为越来越多公司的共识,支撑这一推论的依据之一是“各工厂半自动压接机的数量越来越少”。近些年陆续出现了自动下线压接插护套一体的自动化设备,也是这种共识的表现之一,非本文核心关注点,暂不做深入探讨。 线束制造前工序工艺路线的选择,发生在前工序制造系统设计阶段,其主要过程见图2:
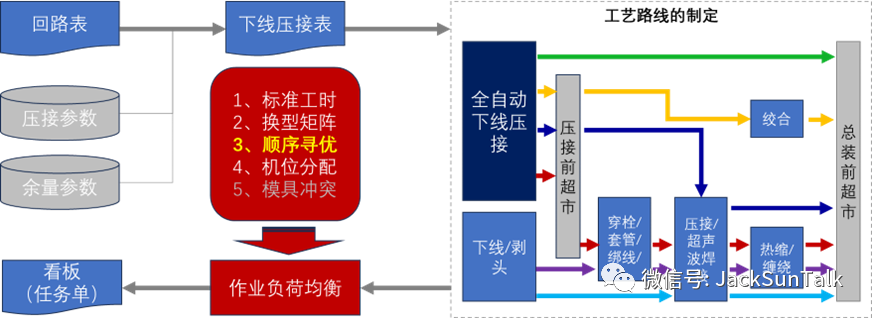
▲图2 前工序制造系统设计流程▲
该过程将回路表信息结合工艺参数生成下线压接表,根据工厂设备能力和产能选择工艺路线;如果选择拉动式生成系统,还需要制定生成批量和安全库存等信息;最终将加工艺路线和拉动式生产所需信息输出指定格式的看板(见图3)或任务单。

▲图3 看板实例▲
在生产运行过程中,看板绑定在制品(WIP)并指示WIP经过的各个位置,直到总装取料,看板被释放最初的工序,周而复始,维持生产系统的稳定运行。
02
标杆企业自动下线压接机排程的实践
由于“尽可能采用自动化程度高的工艺路线”的共识和相关设备国产化的突破,自动下线压接机被作为最核心的加工设备应用于线束加工过程中,其特点是原材料品种少(电线、端子、防水栓)但规格多(线种&线色&线径、端子n种型号、防水栓n种型号),通过工艺参数进行组合,实现多品种小批量的生产
由于单机多品种生产,不同品种之间的生产转换需要判断相邻两个任务之间的差异,根据差异更换相应元素(见图5),理论上相邻两个任务的差异越小,换型过程更换的元素越少,换型时间越短。考虑到自动机机型的能力差异导致的特殊任务与特殊机台的锁定,那么剩余的任务理论上存在一组任务序列使得换型总时间最短。
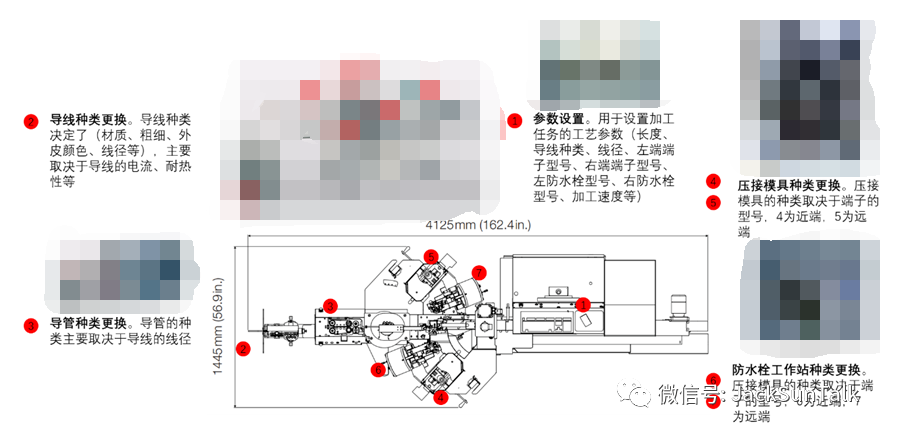
▲图5 自动下线压接机换型元素▲
标杆企业D公司把结合设备能力和产能选择工艺路线的过程叫做作业负荷均衡(Machine Balance),其原理与生产线平衡(Line Balance)类似,设计了非常实用的Excel模型。以工作负荷为整体逻辑构架(见图6),分别统计或测算计划停机时间、加工时间、换型时间和损失时间,最终在前工序制造系统设计阶段实现工作负荷的测算。
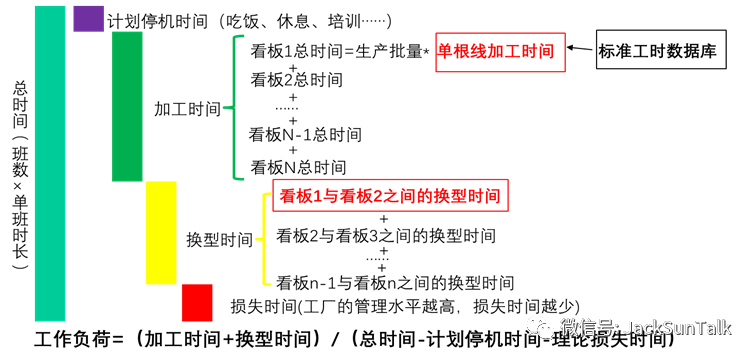
▲图6 D公司模型逻辑▲
D公司作业负荷均衡主要分为制定标准工时、制定换型矩阵、任务顺序寻优、机台分配和模具冲突调整五大步骤(见图7),基于各机台任务和负荷的动态调整。
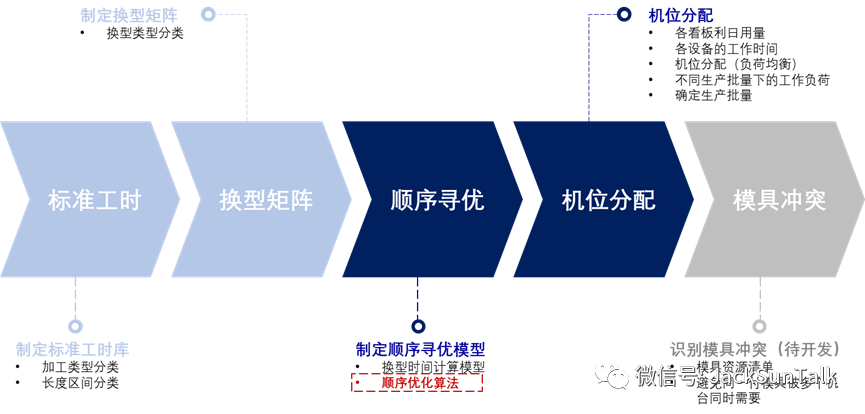
▲图7 作业负荷均衡五步骤▲ 笔者在2017年推进项目过程中跟行业标杆D公司前员工学习了标杆公司的自2009年建立并优化至2016年的自动机排程的模型,自此开始了自动机排程学习和研究。凭借扎实的IE科班功底和蹩脚的VBA编程能力,笔者一句一句翻译模型的代码并反推其逻辑,站在行业前辈的肩膀上撷取智慧,并结合当时公司的实际情况对进行适配改造,很快就小有成就,获得了一些荣誉,并负责在下属公司进行技术推广。
03
标杆企业自动下线压接机排程模型的局限性
D公司模型定义了探测人工任务顺序寻优的结果(换型总时间)的方法,使得衡量同一组任务不同人员作业结果的优劣成为可能。遗憾的是,未找到一种可靠的能有效减少换型总时间的算法。 笔者在数年的研究中,多次跟D公司前员工交流以及在前公司10多家工厂实践过程中,发现人工任务顺序寻优过程作业周期非常长(1000个看板排3~5天都非常正常)、结果优劣严重依赖人员的能力和责任心和岗位人员变动频繁等问题普遍存在。
当笔者试图在公司内部推广D公司先进做法的时候,从业者基本上可以理解其理念,但是对于全面吸收应用D公司模型,存在较大的抵触。主要原因如下:
效率衡量方法失效。自动机产量受标准工时(取决于长度、线径、作业内容)、生产批量和换型时间(换型类型和该类型发生次数)等综合因素影响,而这生产批量会影响当天的换型次数,彼此之间关系复杂。所以传统的统计每台机的日产出,无法衡量出自动机的真实生产效率;
浪费非常隐蔽,设计到执行交替掩护。看板顺序优化专业性非常强,因人工看板顺序优化水平低而导致换型总时间浪费非常隐蔽,一般工厂无有效稽核手段。自动机操作员在作业过程中会根据经验将相似的看板紧邻生产,部分弥补因人工看板顺序优化水平低而导致的换型浪费,使得这种浪费更加隐蔽;久而久之形成了“看板只分配到机台,但是不定顺序,由自动机操作员自行排序”的局面,掩盖了前工序制造系统设计阶段的能力不足问题;
技术垄断且无约束KPI。人工顺序寻优方法比较复杂,人员培养周期较长,一般一个工厂仅有1~2名掌握此技能的工程师,且大多数时候有师承关系,存在一定程度的“技术垄断”。排序的结果质量不容易判定,管理者不太可能做出明确的KPI,基于“员工只会做管理者要求做的事情”原则,排序人员在顺序寻优的过程中不会为了公司的收益折磨自己;
技术门槛高,工作不被认可。人工顺序寻优方法比较复杂,D公司模型没有减少排序人员的工作量,其基础数据(标准工时、换型矩阵)一般需要排序人员自己去整理收集,费时费力且管理者不认可其工作的价值,降低了排序人员对D公司模型应用的积极性;
工厂受益的技术与个人利益冲突。排序人员担心集团推进的标准化模型使其工厂内“技术垄断”地位打破,应用标准化模型之后的成果也是推广部门的成果,所以往往以“太复杂,不适用”为由而排斥新模型。
04
D公司模型局限性的补充研究
D公司模型之所以未被行业广泛应用,其局限性主要是“模型太复杂,需要的基础数据多,需要人员的素质较高”,若能用算法将最复杂的“人工顺序寻优”解决掉,是否能降低普及D公司模型的门槛呢?
笔者开始尝试用算法替代繁琐的人工操作过程,主要有两大难题:
算法排序结果跟人工排序结果,没有显著性优势;
VBA程序运行时间非常长,1000个看板需要计算3~5小时。
算法先后采用了枚举算法、蛇形算法、最短路径算法……已经记不清迭代了多少次,但始终没有突破性进展。
2018年离开线束行业以后,心中一直有一个遗憾,“未能找到一种能有效降低换型总时间的算法”!作为一个技术控,此研究一直作为个人保留项目进行攻关,只是忙的时候投入得精力少一些,忙里偷闲的时候投入得精力多一些。
05
BSC算法+Python=自动机智能排序工具
“苦心人,天不负”。兜兜转转,不记得撕了多少种方案,终于找到一种能有效解决减少换型总时间的算法,寄予厚望起名为“Best Sequence Calculator”,简称BSC算法。为了解决VBA运算卡死的问题,6月份开始自学Python,从安装Pycharm开始,折腾了3个月,开发了“汽车线束自动机智能排序工具”,为了解决界面问题,又自学了PyQt5并研究了“多线程”,并在Tony哥设计技能的加持下升级了软件的UI,经过2个多月某工厂的实际试用反馈后,最终为大家带来一款相对成熟的汽车线束自动机看板智能排序解决方案——《线束自动机智能排序工具V5.0》。
其注册方法和使用方法介绍见下视频:
06
BSC算法VS.人工排序测试结果
笔者测试了5个项目,结果如下:
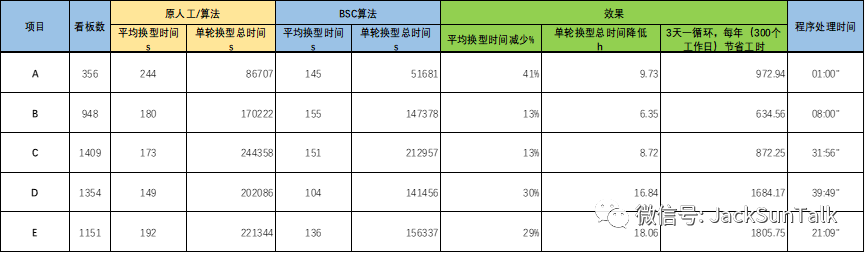
▲图8 BSC3.0算法VS.人工排序测试结果▲
从测试结果来讲,算法排序的质量和速度均实现了飞跃,初步实现了预期。
07
汽车线束自动机看板智能排序解决方案的目标应用场景
针对自动机看板排序作业过程,目前行业内主要有三种解决方案:
采购第三方APS系统或自研APS。优点是能有效集成MES、ERP等系统,算力更强;缺点是价格高,花费预计在150~200万之间;
IT+前工序专家,开发排序算法并制成专用工具。笔者所走的技术路线,只不过一般团队短时间完成,笔者没有团队无奈采用了单人长时间完成。
人工排序。大部分中小企业没有资金购买APS也没有技术实力自行开发相关专业工具,只能不断花钱雇满足自己要求的人。
基于当前行业现状,笔者认为汽车线束自动机看板智能排序解决方案的BSC算法可用于如下场景(优先级依次降低):
BSC算法与MES结合使用。后续突破负荷均衡算法,使MES具备APS的功能,适合信息化程度较高的工厂;
配合D公司模型使用。BSC算法进行顺序优化,D公司模型进行负荷的测算,人工仅需手工平衡各机台负荷,最终将工艺路线信息记录在看板中,适用于无MES系统的工厂;
配合自动机管理系统使用。通过看板收集任务,通过BSC算法在机台排序,适用于自动机厂家,作为选配功能。
后记:笔者在研究《线束自动机智能排序工具》的过程中,得到了业内资深人士的技术指导和交流;在技术推广阶段,得到了来自师傅、线束行业哥哥姐姐弟弟妹妹们、网友们对线束行业现状情况的情报支持,人脉支持,无法用言语表达心中的感激,正是各位的支持,BSC算法才有机会从研究成果到工厂实际落地!希望,天南海北的我们,能一起为助力线束行业中小型企业低成本的智能化,贡献自己的力量!
审核编辑:黄飞
-
[原创]如何选择汽车线束的导线类型2010-04-06 3640
-
线束颜色顺序检测仪器介绍与说明2019-08-31 2328
-
电动汽车整车线束测试方案研究2020-06-16 2931
-
汽车线束及灯光电器测试2021-07-06 8153
-
NFA→FA→GFA自动机转换算法2008-12-10 1085
-
加性细胞自动机的同构性分析2009-02-28 1153
-
[自动机与自动线].李绍炎.扫描版2013-09-17 1369
-
元胞自动机的介绍资料2016-06-24 763
-
自动机械设计2017-08-02 1667
-
基于统计的AC自动机空间优化2018-03-13 1224
-
自动机器学习简述2020-12-26 1732
-
自动机终结字查找算法实现优化综述2021-04-28 908
-
基于Arduino和OLED元胞自动机2023-06-20 618
-
什么是线束制造流程 线束制造顺序是什么2023-09-04 2463
-
汽车线束工厂mes解决方案2024-02-05 1905
全部0条评论

快来发表一下你的评论吧 !
