

消除焊接残余应力,提高焊接件质量
描述
随着科技的不断进步,焊接方式不断得到丰富与发展,目前应用范围较广的焊接方式包括:焊条电弧焊、埋弧自动焊和惰性气体保护焊等。尽管焊接方式不尽相同,但其原理都是焊接热源移动加载,焊接母材与焊接材料融化重新组合的过程。
一、焊接残余应力产生的机理
在焊接过程中,随着高温焊接热源的移动,工件受热极不均匀,焊缝区以及附近区域温度极高,焊接母材甚至会发生熔融现象,距离焊缝较远的区域,温度随距离的增加而出现梯度性下降,整体温度较低;而在焊接完成后的冷却过程中,远离焊缝区温度最先降到室温,焊接件整体降温具有不一致性。
焊接受热过程的极不均匀性和整体降温的不一致性是焊接件产生残余应力的主要原因。对于焊接残余应力产生机理,我们可以从宏观与微观两个角度进行分析解读。
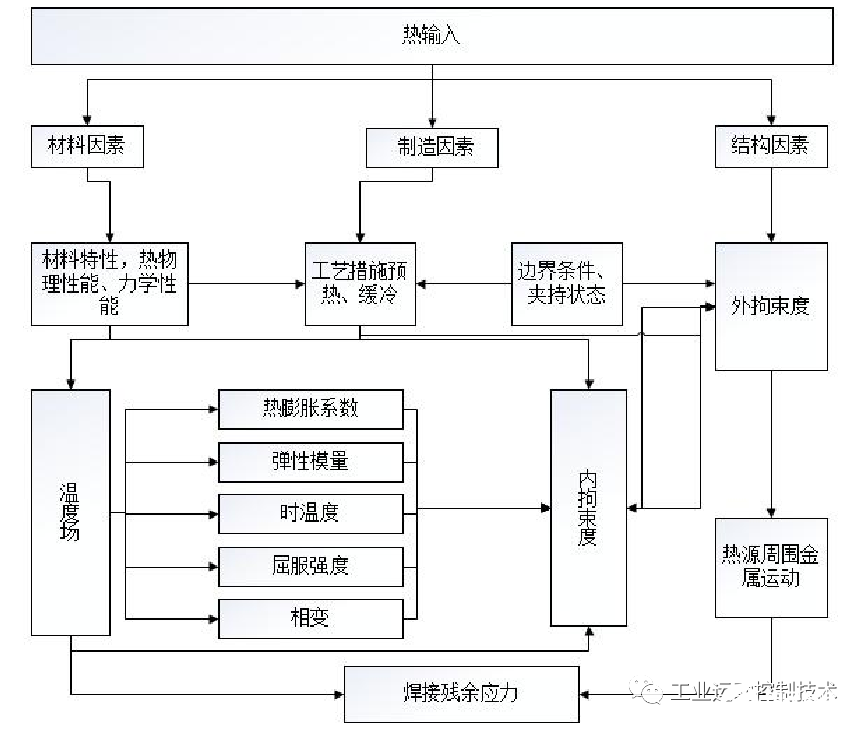
焊接残余应力产生原因
目前为止,高校学者和科研机构研究人员对焊接残余应力产生机理的认识可以从两方面进行概括。
宏观方面:焊接是高温热源移动加载的过程,在热源移动过程中,工件受热极不均匀,高温区焊接母材发生剧烈的塑性变形,而低温区的热塑性变形运动受到制约,并且在焊接件冷却至室温的过程中,冷却速度存在不同步性,低温区率先冷却至室温,高温区仍在进行热塑性变形运动。当焊接件温度冷却至室温后,已发生的热塑性变形并没有完全得到恢复,从而产生焊接残余应力;
微观方面:在焊接热源移动加载过程中,焊接母材内部晶格吸收焊接热源高温热能,由能量守恒定律可知,吸收热能后的晶格处于活跃的不稳定状态,晶粒之间相互运动,晶格发生叠、位错现象,焊接母材内部原有的力学平衡体系被打破,并且当焊接结束后,晶粒无法重新运动回到原始位置,从而产生焊接残余应力。
二、焊接残余应力的消除
随着新技术、新科技和现代化工业生产的快速发展,要求焊接技术具有更高的可靠性、经济性、品质性。因此,需要消除焊接残余势力的影响来提高焊接技术。
常规消除焊接残余应力的方法有热处理、激光处理法、加载法、爆炸处理法、热处理法、锤击处理法、振动处理法、深冷处理法、超声波处理法等,详情请参考文章:焊接残余应力调控方法研究
此处重点介绍振动时效技术。
振动时效在70年代起源于美国,后来在德国、英国、法国得到了广泛的应用,我国从80年代初开始引进使用振动时效工艺。振动时效是一种高效、节能、环保及低成本的时效方法,与传统的热时效和自然时效相比,具有生产周期短、场地简单灵活方便、生产费用低、无环境污染等优点,目前在某些方面已取代了传统的热时效和自然时效。
振动时效技术消减焊接残余应力机理同样可从宏观与微观两个方向进行介绍。
宏观因素——激振器提供的动应力与金属内部的残余应力相互叠加,当应力之和不小于金属材料的屈服极限时,金属发生塑性变形,焊接残余应力得以释放、均化。
微观因素——在进行振动时效时,金属材料内部的晶格吸收能量,处于不稳定状态,晶格的运动会打破原有的积塞现象,晶格的重新排布,使残余应力得以释放、均化。

CRT-DMC660ML准同步激光焊接系统(旋转双工位)
CRT专业提供工业自动化运动控制技术及解决方案!
---(激光)焊接、抛光、切割、直坐标机器人(桁架机械手)、等特种数控设备运动控制系统,(步进电机、伺服电机、驱动器、电源)。
审核编辑 黄宇
-
6种方法去除焊接应力2025-02-18 3162
-
焊接应力是什么?6种方法轻松去除2024-11-28 4171
-
焊接热处理方法的选择2023-09-09 3121
-
焊接应力的不利影响_消除焊接应力的有效方法2020-02-04 4380
-
磁记忆检测技术在锅炉压力容器焊接残余应力测量中的应用分析2010-03-20 914
-
振动时效消除拼焊不锈钢板的残余应力2010-01-26 752
-
如何提高焊接质量2006-04-17 4420
全部0条评论

快来发表一下你的评论吧 !
