

禾川手机镜头组装机方案说明
描述
01背景介绍
摄像头作为光学影像数据的输入端,在消费电子、安防和仪器等各个领域都有着广泛应用,而智能手机镜头则是其现有应用领域里最大的子市场。
镜头是手机摄像头组成结构中的光学系统,它具有聚焦光线、调整光学焦点位置和改善成像质量等作用。手机镜头的优劣不仅受镜片质量的影响,镜头组装技术的好坏同样会影响最终的成像质量。镜片倾斜、应力变形、松动或间隙不合格将导致实际光学系统参数偏离理论参数,造成像场弯曲或图像模糊等后果。
禾川手机镜头组装机方案追求工艺的高标准,严格控制配合精度,装配偏心、内应力和镜片间隙等,装配的镜头性能上佳,良品率高。
02设备介绍
手机镜头的组装首先需进行镜筒排布,然后高精度柔性组装头将镜片、遮光片、隔圈和压圈等部件按顺序组装到镜筒中(其中,镜片、压圈组装时需要经过压入工艺),最后进行点胶封装。
部件组装顺序:
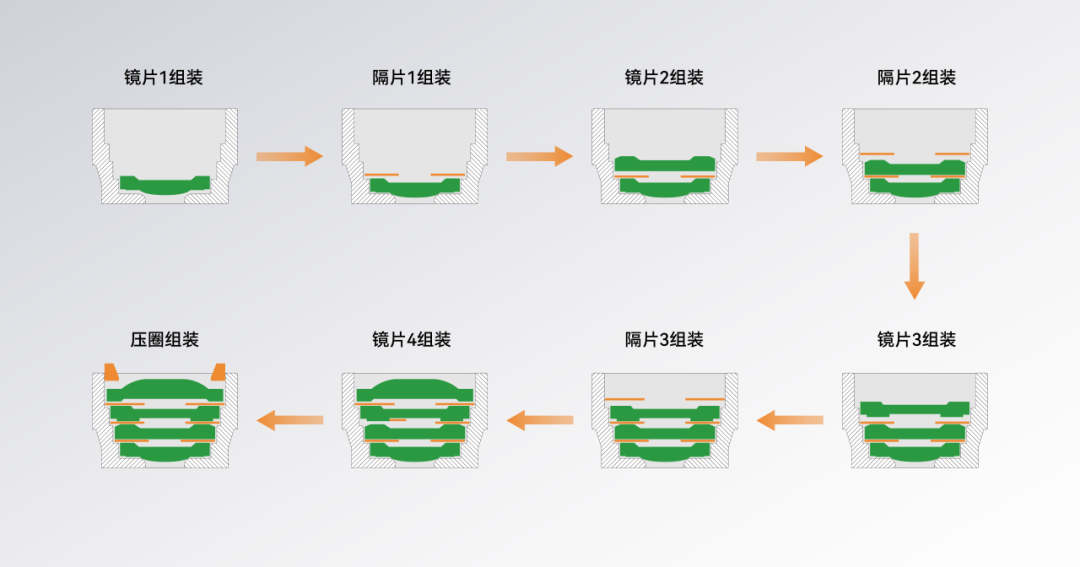
禾川手机镜头组装机方案将上述工序整合到一台设备内,简化了生产线;同时采用双工位设计,同时工作,互不干扰,生产效率提升100%。
料盘工位
待加工产品及加工完的产品暂存位置。
取料工位
上料机械手取放加工产品及料盘。
检测工位
相机检测镜片、隔圈等部件外观是否良好。
压合工位
将镜片等部件放入镜筒后进行压合。
焊接工位
焊接机器人对压合后的镜筒进行焊接。
储存工位
储存料盘,升降台带动料盘上下移动。
03工艺难点
难点
A
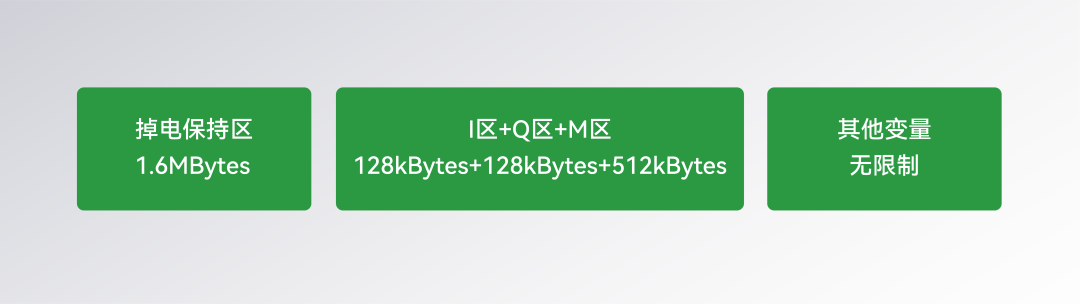
因手机镜头原材料较为昂贵,不能产生浪费,即使紧急断电重启也不能出现漏料现象。
解决方案:
HCQ1控制器拥有1.6Mbytes掉电保持区,将涉及生产的变量均保存在掉电保持区,并通过复杂的逻辑实现实时反馈。
难点
B
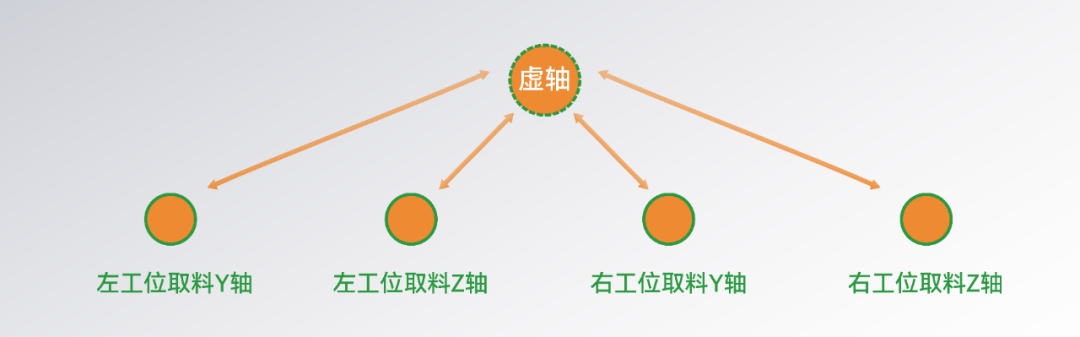
整机双边工作,在取料、检测工位,需要合理处理等待位置,不能出现干涉或者撞机的情况。
解决方案:
采用全电子凸轮控制方式,轴之间通过位置实时反馈,实现闭环同步控制,避免出现干涉或者撞机。
04禾川方案
拓扑图

性能指标:
1生产效率:1200pcs/h
2组装精度:±0.1mm
3重复定位精度:±0.03mm
方案优势:
精确稳定
采用禾川全套方案,HCQ1+X5系列伺服驱动+X6系列23位光编电机,扫描周期控制在2ms,保证定位精度。
双工位设计
双工位设计,采用闭环系统,在取料、相机检测等工位,合理设置等待位置,提高生产效率的同时又避免发生干涉或撞机的情况。
审核编辑:汤梓红
-
研华工控机原装机与组装机有什么区别?2024-05-31 2522
-
光学镜头智能组装线在RFID解决方案中的应用2021-01-04 715
-
日本工厂陷入“人口危机”采用“机器人组装机器人”2018-08-21 1466
-
组装机LC864012+LA7680 (A3机芯)彩电电路图2009-05-23 4071
-
国产组装机87CH38+TB1238N彩电电路图2009-05-22 1329
-
组装机LC863524B-53P4(LA76810)彩电电路2009-05-20 2171
全部0条评论

快来发表一下你的评论吧 !
