

机器视觉之玻璃产品缺陷检测
工业控制
1285人已加入
描述
缺陷渊源
玻璃产品相关的缺陷形成,一般都是两种原因引起。
一种内因,在原材料及生产过程原因引入的,不可避免的在玻璃表面(含内部)出现气泡和结石、黑点、斑点等缺陷。
一种外因,生产过程中的振动摩擦,会出现玻璃表面划伤;对玻璃的打孔、挖槽、磨边等工艺加工过程中出现划痕、裂纹、缺损;受环境或操作原因,也会出现油污、水渍及其它脏污等污渍。
检测流程
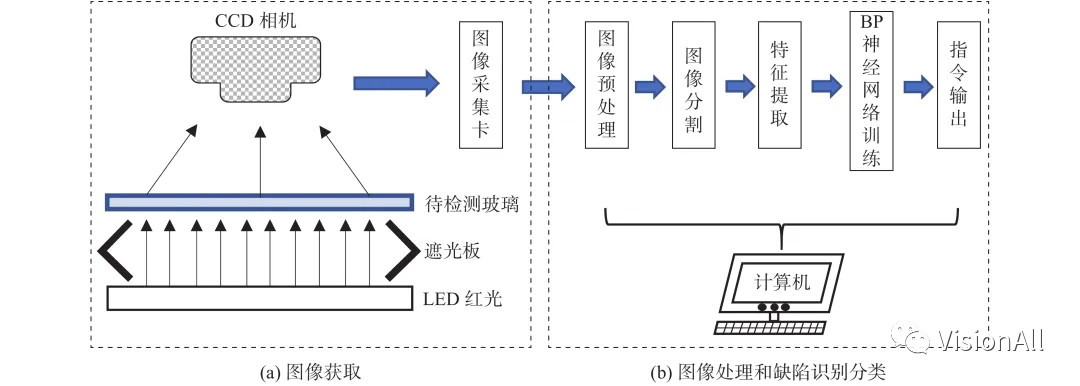
基于机器视觉技术的玻璃质量检测流程:产品经过光学系统,LED红光垂直(或其他角度)入射待检测玻璃后,若玻璃中存在缺陷,CCD相机的靶面检测到不均匀的出射光,然后图像采集卡对输出的信号进行实时采集并将数字化处理后的图像传输至计算机中,依靠视觉检测软件系统完成缺陷图像的滤波、边缘检测、特征提取以及分类的功能,最终达到玻璃智能检测的目的。
关键技术
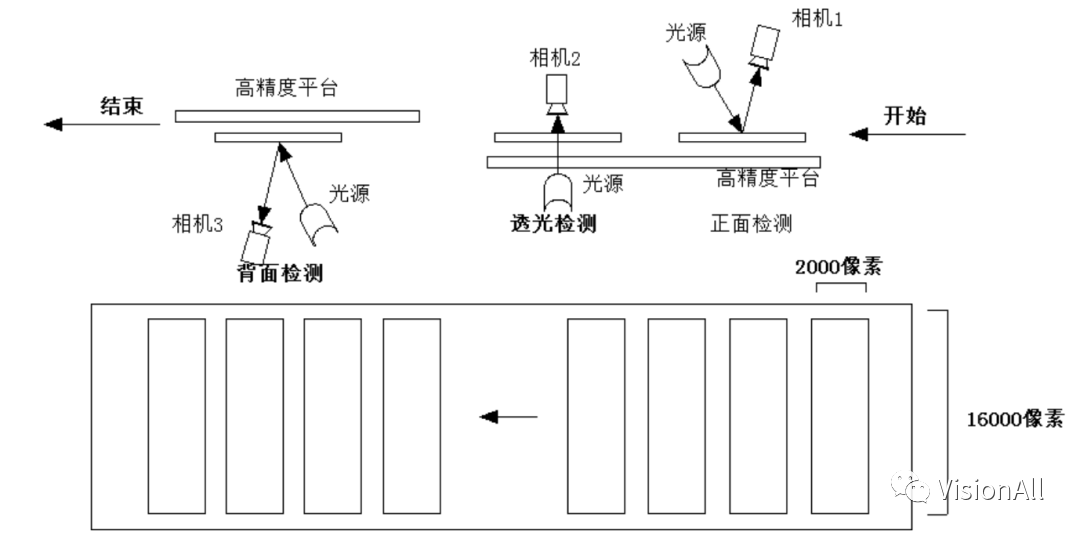
1、采用多通道高速频闪成像技术,多组光源对玻璃进行分层立体成像,1个工位实现多种打光方式。
2、采用线阵相机将产品架设在运动平台上,进行玻璃的质量检测,判断表面是否有异物划伤、异色、凸包、凹痕、针孔、毛边、亮点等缺陷。
3、多模式融合/图像特征提取及深度学习算法,有效区分开闭口泡,开口泡,结石,凹凸类缺陷。
4、硬件结构
(1)模块化组合成像机械结构;
(2)龙门式多组线扫描结构框架;
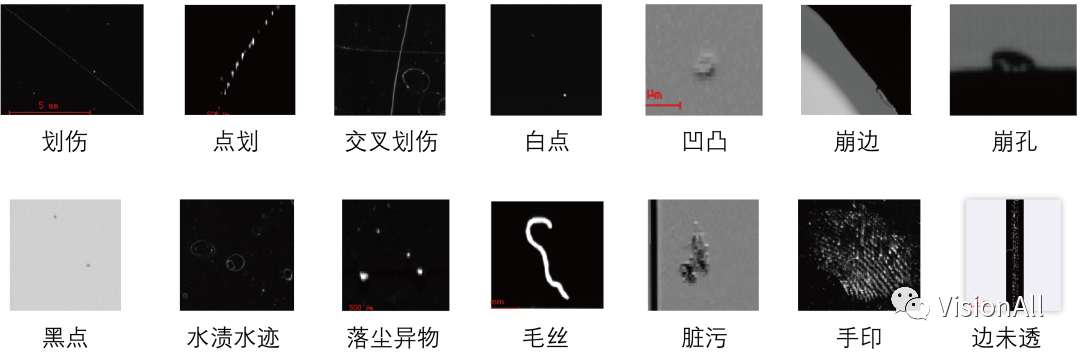
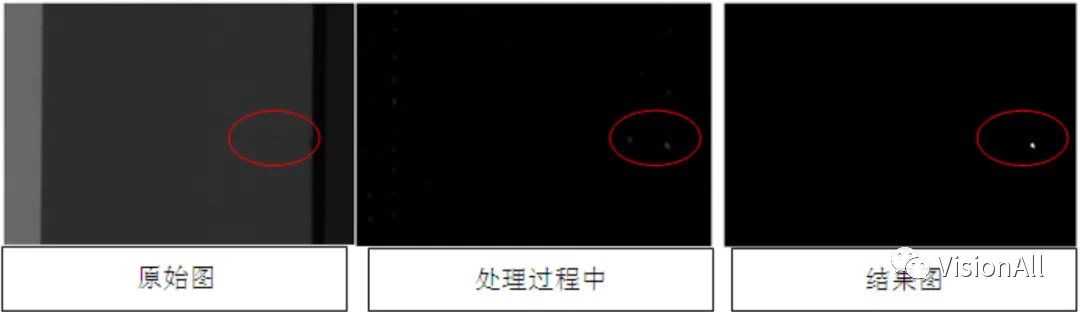
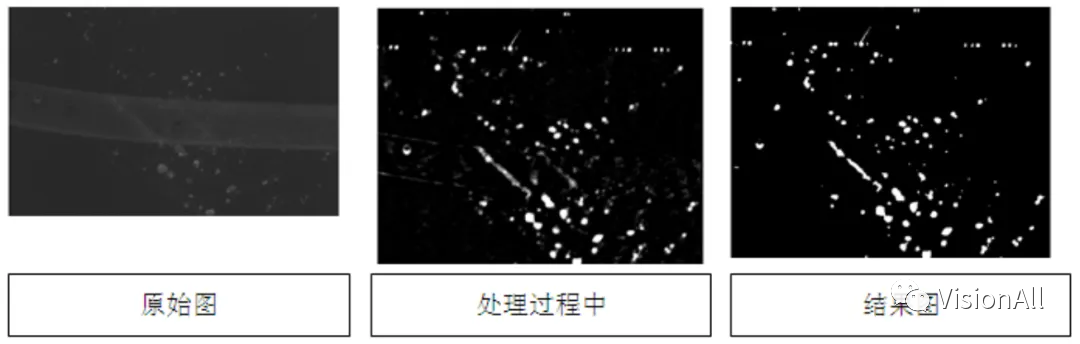
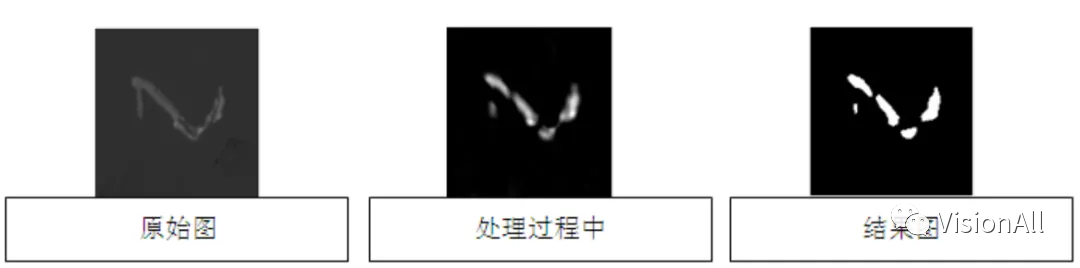
缺陷示图
划伤
异物
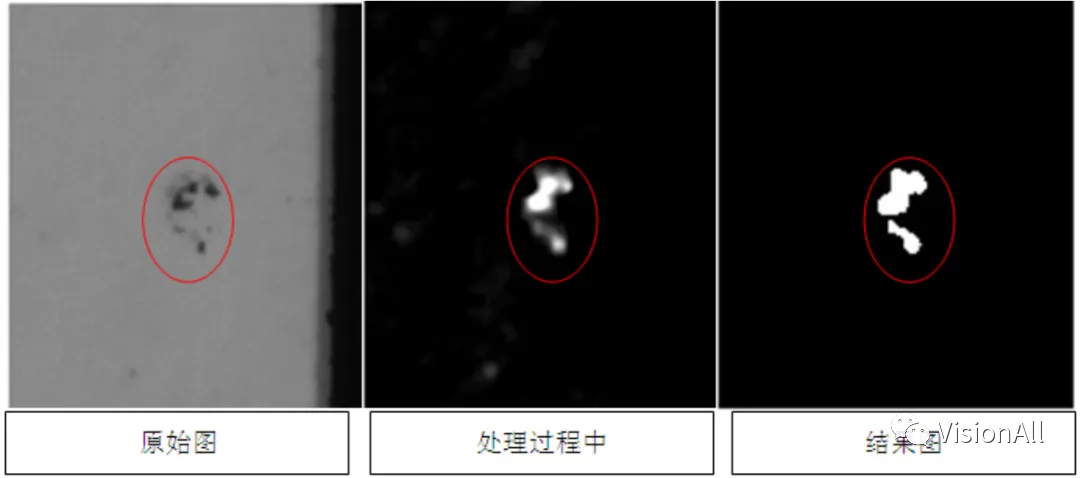
黑点
气泡
异物
审核编辑:黄飞
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
机器视觉表面缺陷检测技术2016-01-20 6588
-
labview玻璃缺陷检测2017-05-10 6673
-
[转]产品表面缺陷检测2020-08-07 2455
-
机器视觉检测之产品缺陷检测,提高产品良品率2020-08-10 2408
-
机器视觉检测系统在薄膜表面缺陷检测的应用2020-10-30 2386
-
纱布瑕疵缺陷机器视觉检测的应用2021-03-25 2110
-
四元数数控:机器视觉检测产品有什么缺陷检测?2021-11-04 1109
-
四元数数控:深圳机器视觉对手机外壳缺陷有什么检测?2022-01-19 758
-
全面解决手机玻璃盖板缺陷检测问题2019-03-16 2624
-
机器视觉外观缺陷检测的性能特点介绍2021-06-25 1643
-
视觉检测技术在玻璃瓶瓶口缺陷检测中的应用2020-12-04 2762
-
关于缺陷检测设备,机器视觉缺陷检测的内容有哪些2020-11-05 2453
-
机器视觉检测技术在检测产品表面缺陷的应用2021-11-29 2424
-
机器视觉检测中的外观缺陷检测2022-10-31 5165
-
机器视觉系统检测表面缺陷2022-02-10 1933
全部0条评论

快来发表一下你的评论吧 !
