

压接尺寸的快速计算方法详解
描述
摘要
1.了解和掌握了对B型(也称为M型)冷压的压接、对正多边形压接、正多点型压接(最常见的四点压接)。
这三种压接方式,线束行业中的端子冷压就基本大致掌握完全了。
2.相对于常规低压端子的B型压接,后两种压接的使用范围和比例稍微少一点,但在整个行业中的比例依然不少。
三者以其绝对型的使用比例份额占据了行业端子冷压的前三甲。
B型压接
如按照德国大众端子压接标准VW60330-2013或者其他行业/车企的压接。 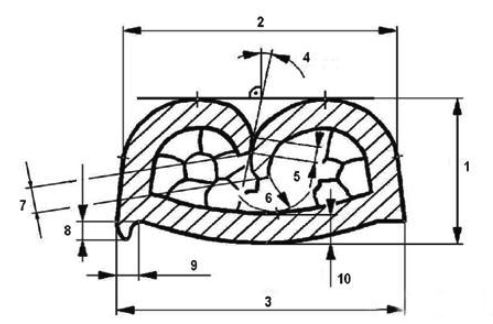
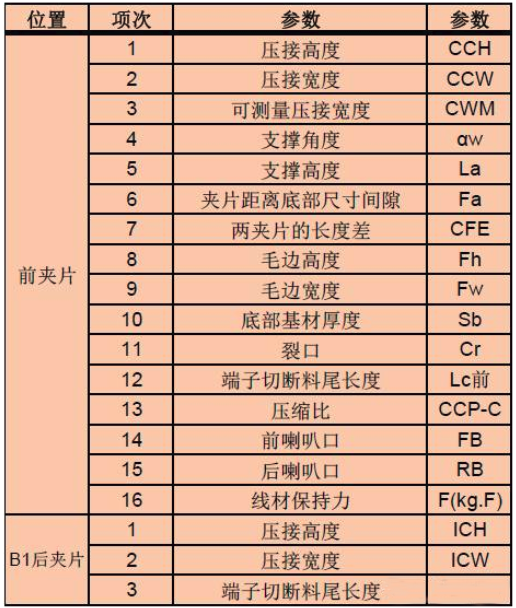
(图 2:B 型压接截面&管控参数表)
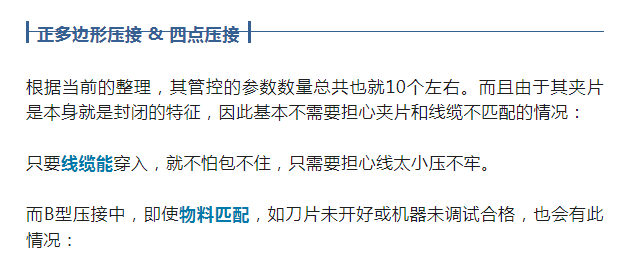
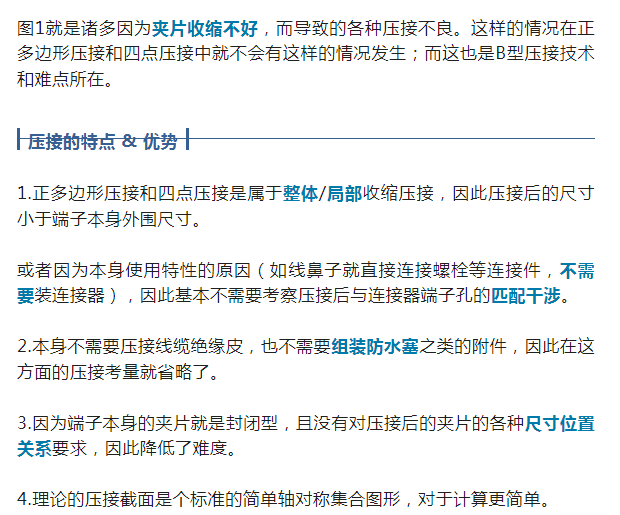
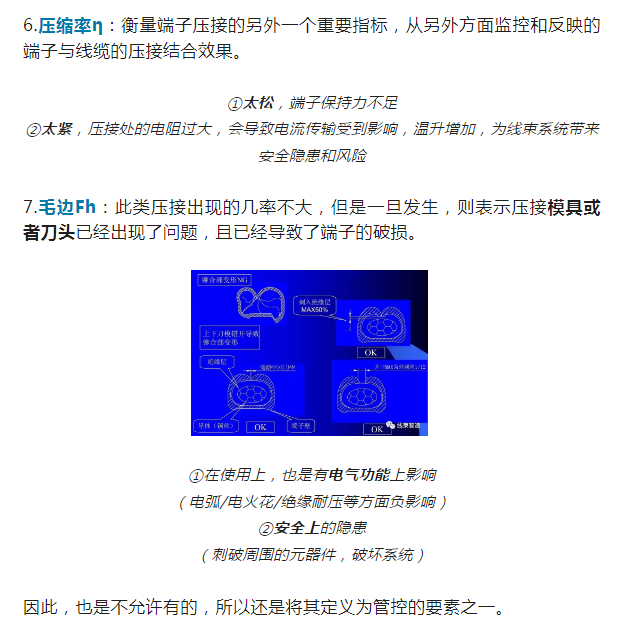
要么铜丝太多,夹片无法包住,要么铜丝太少,夹片夹不住它们,或者夹片插入到底部,影响端子强度和线缆压接等外观与功能诸多不良。

(图 1:B 型压接截面夹片压接不良图片)
产品建模 & 思路
前提条件
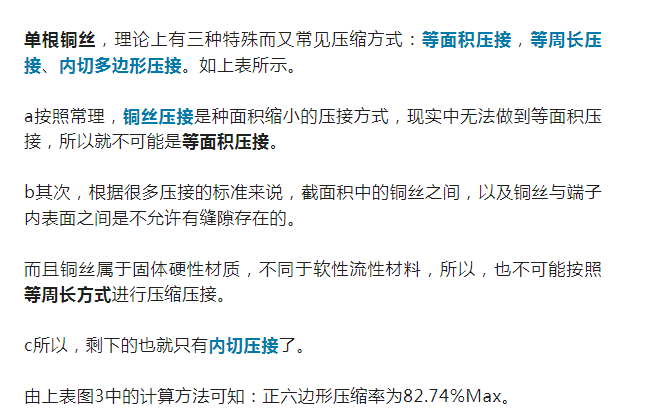
压缩方式
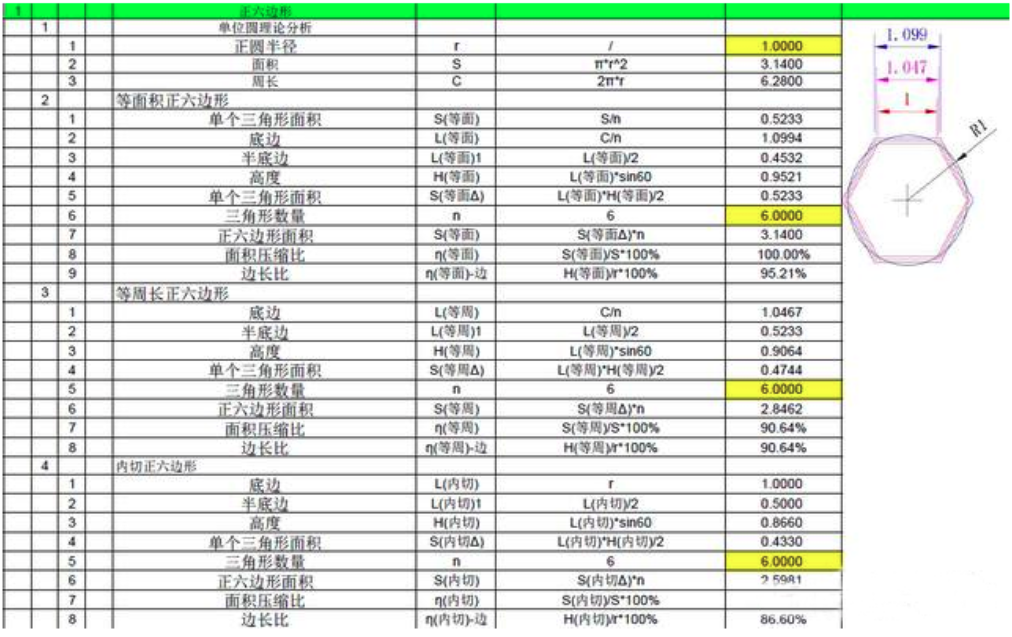
(图 3:正六边形压接理论模拟)
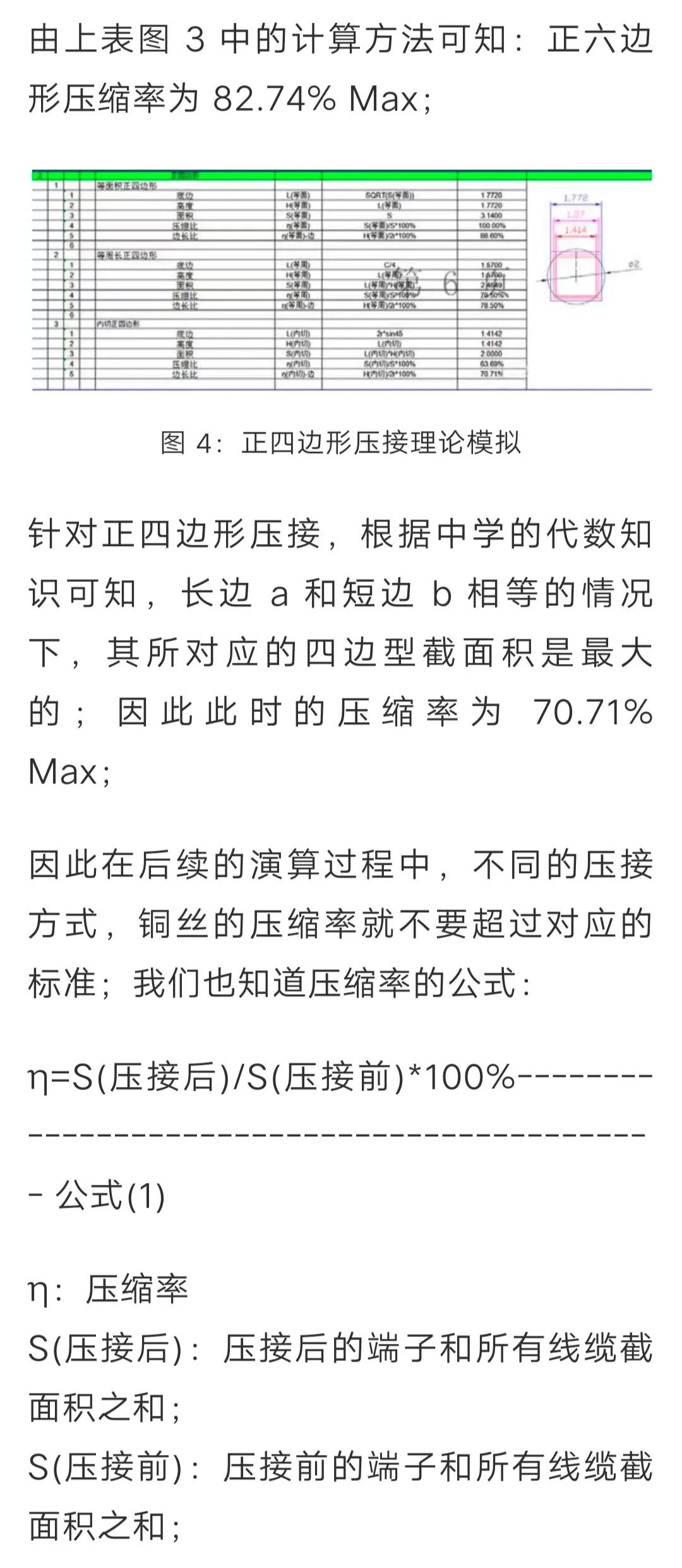
(图4:正四边形压接理论模拟)
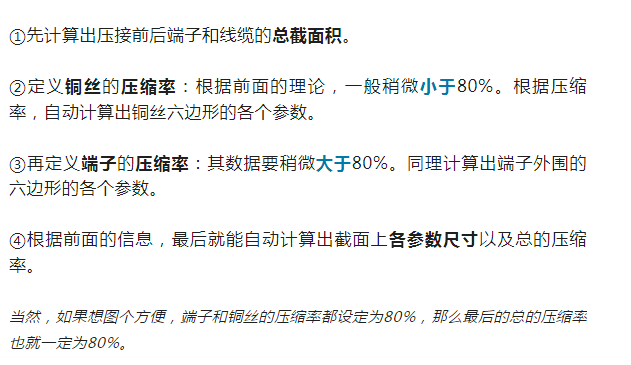
熟悉了以上的入门理论,我们就可以正式进入我们的建模和设计主题:
信息收集
①端子的信息收集 根据端子图纸或相关资料,根据下表整理出端子的关于压接方面的几个基本信息。 
(图 5:端子参数确定)
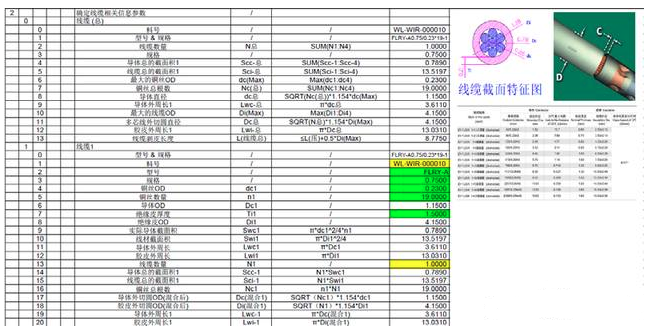
(图 6:线缆参数确定)
演算
1.建模思路
根据NO.2步骤,将所有相关物料的基本信息、各尺寸参数收集和计算出来了,就可以根据以下步骤来模拟和定义压接规范。
2.正六边压接
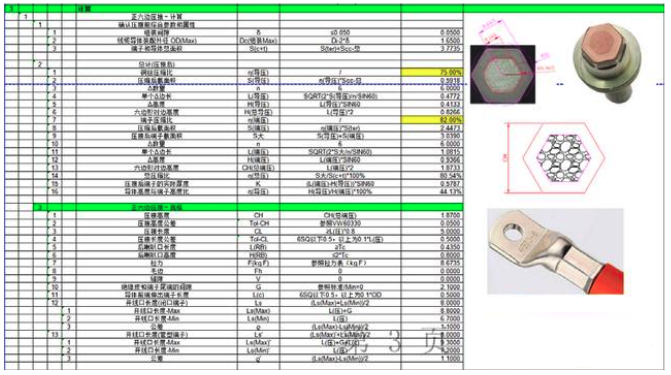
(图 7:正六边压接模拟计算)
3.正四边压接

(图 8:正四边压接模拟计算)
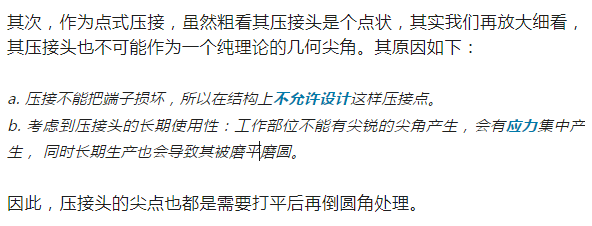
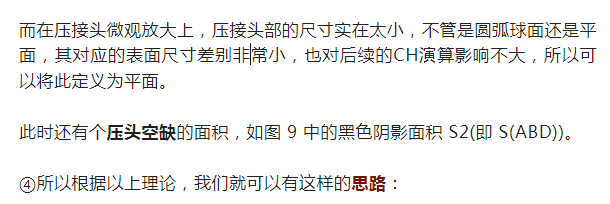
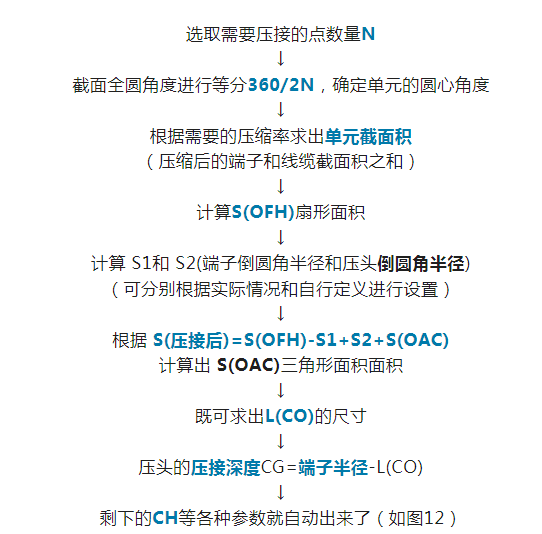
4.正多点压接
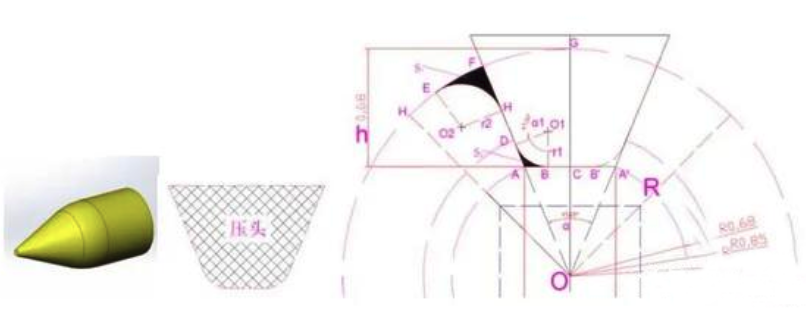
(图 9:正四点压接头外观模型与压接截面)
(图 9:正四点压接头外观模型与压接截面)
(图 9:正四点压接头外观模型与压接截面)
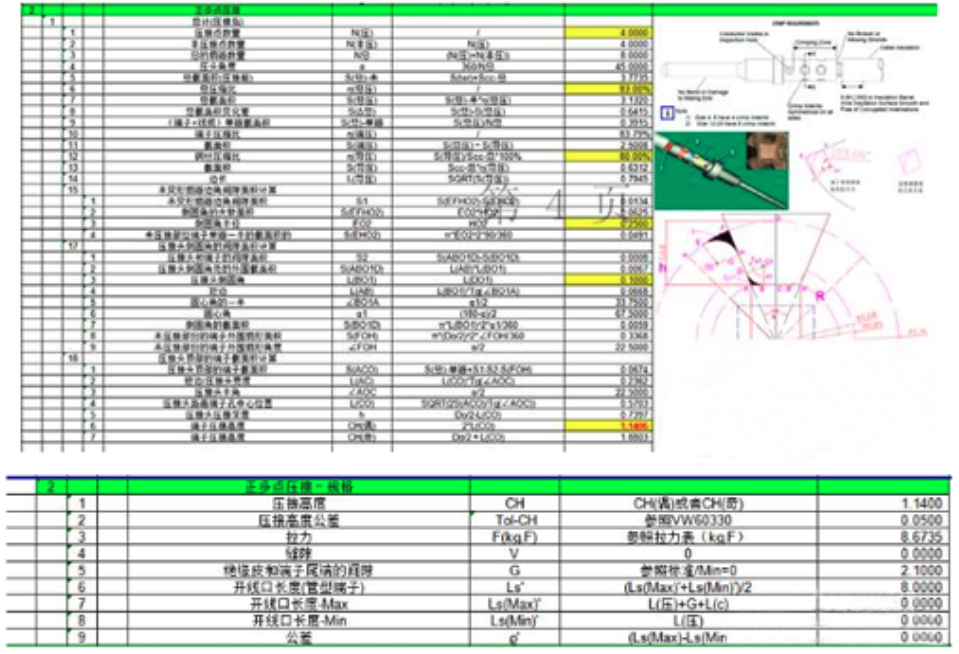
(图 12:正四点压接模拟计算)
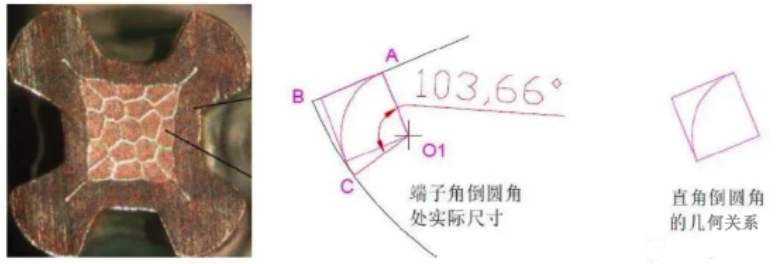
(图 11:压接截面的端子边倒角)
⑤局部放大端子诸边角落的倒角,其实也不是个纯粹的90度直角。这里的尺寸非常微小,所以两者的面积差异比例非常小,对于整体大局上基本无影响。
因此也是可以简化处理计算的。(如上图 11)
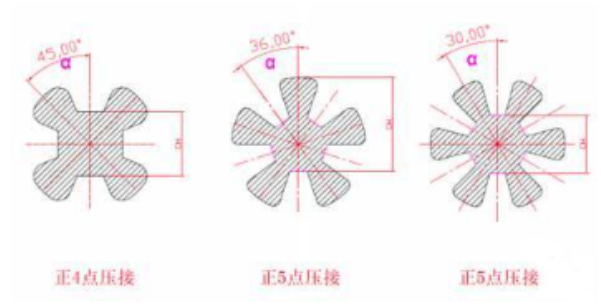
(图 13:正多点压接截面)
完成了以上的计算,如果是有其他多点压接的需求,则确认其CH也就一样地手到擒来。
验证
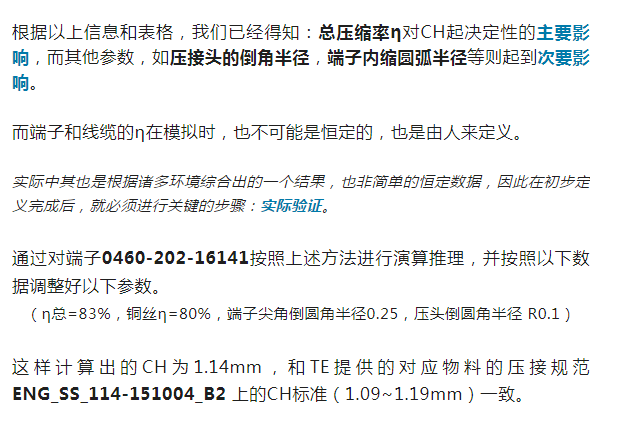
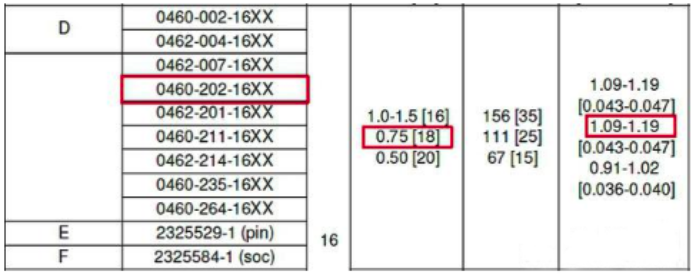
(图 13:压接规范中的端子 0460‐202‐16141 的正 4 点压接高度标准)
而这样的压缩率也是与前面的理论相吻合。当然,调整η和两个半径也会让CH随之变化。
制定压接规范
2.压接长度 CL:这是为了保证端子能很好压接到位。
①太长,会无法生成后喇叭口
②太短,则端子保持力不足
这个参数对于点式压接不适合,其只考虑其压接位置不超过端子的观察孔即可。如图所示。
(图 14:压接参数对应示例图)
8.铜丝之间的缝隙 V:这也是压接紧密程度的一个表现,压接截面中铜丝之间不能间隙。
此指标可以作为η的补充性参考,也相对比较重要,其不需要用参数来表示和管控,只需要通过截面外观就可以检查出。
(图 1:B 型压接截面夹片压接不良图片)
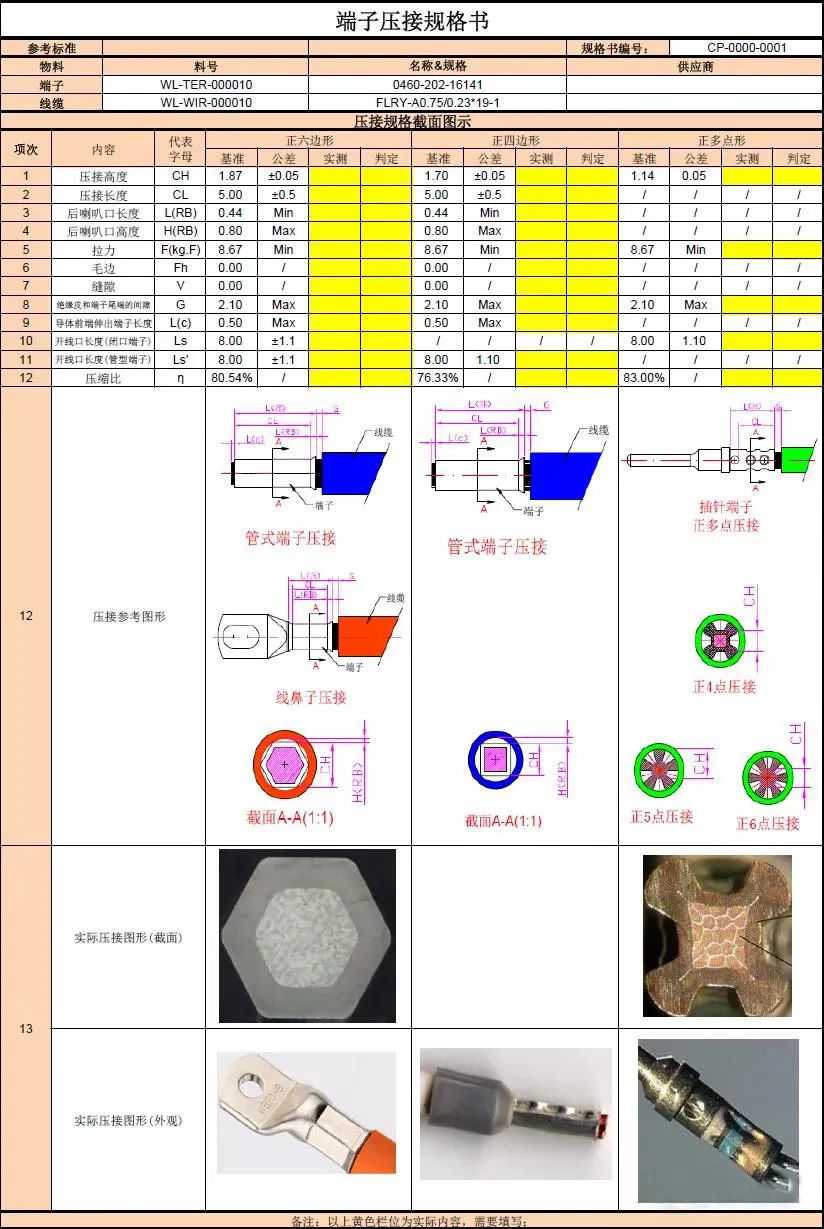
(图 15:压接规范模板)
总结
本课题研究是基于另文的 B 型压接研究的衍生。相对而言,虽然在演算模拟上更加简易,但是由于个人经验上的原因,对于其相关的规范与标准方面的了解和掌握还不是很充分,因此过程中可能会有些遗漏和失误,欢迎行内专家们一起来指正和完善。
审核编辑:刘清
- 相关推荐
- 热点推荐
- 压接技术
-
【SOC的多种计算方法】2024-06-05 6500
-
EMC计算方法和EMC仿真(1) ——计算方法简介2023-12-05 3565
-
UPS(不间断电源)蓄电池后备时间的计算方法详解2023-11-13 1142
-
LED屏常见型号及尺寸计算方法2023-04-10 10377
-
MOS管驱动电路功率损耗的计算方法2022-04-13 31901
-
点到曲线最近距离的快速计算方法及其实验2021-06-25 1282
-
基于场路耦合的电机性能快速计算方法2021-01-26 1695
-
LED显示屏的模组尺寸规格计算方法的详细介绍2020-11-25 12565
-
开放式磁共振系统中梯度磁场的快速计算方法2017-01-05 868
-
离散傅里叶变换及其快速计算方法2016-12-28 1368
-
甲类单端的简易计算方法2016-01-19 1214
-
IGBT快速损耗计算方法2011-09-01 1591
-
IFFT的计算方法2008-10-30 14425
全部0条评论

快来发表一下你的评论吧 !
