

机器视觉光源之表面划伤检测案例
机器视觉
描述
行业应用:
玻璃,金属,液晶板、手机屏幕、塑料等等表面检测。
表面检测一直是机器视觉行业的一个难点,针对于抛光材料表面的划伤脏污等检测,常见打光方式采用同轴光、高角度、低角度、背光。(如下图)
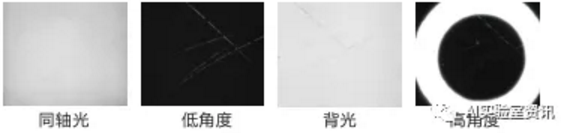
以上方式针对硬划伤一般有比较明显的效果,但是有些工件表面要求比较高,针对于一些软划伤效果往往不是很明显。根据我们日常工作中的经验,机器视觉中的绝大部分的效果图,都是通过低角度或者高角度所呈现的,针对于划伤,我们依据低角度和高角度方式提出了两种解决方案。
低角度方式:
机器视觉行业针对于划伤检测,往往采用低角度方式,如右图:

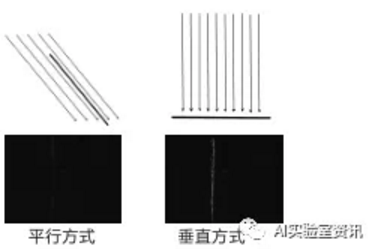
在我们检测一项缺陷之前,我们首先需要了解这个缺陷是怎么形成,它的形成过程对于我们的工作有什么提醒及帮助。划伤的形成方式,基本是由于两个物理直接接触在一起,因外力产生相对位移,从而产生划伤。从以上信息表明,划伤是有方向性的。
在考虑低角度打光效果时,如果我们采用一组平行于划伤的一束光线照射过去,如左下图,划伤会被光线虚化,效果在图像中不明显;如果我们采用一组垂直于划伤的一束光线照射过去,划伤会被光线凸显,效果在图像中非常明显(如左下图)。
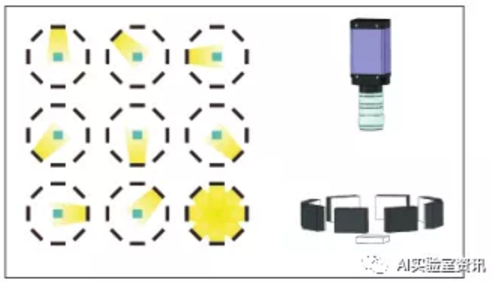
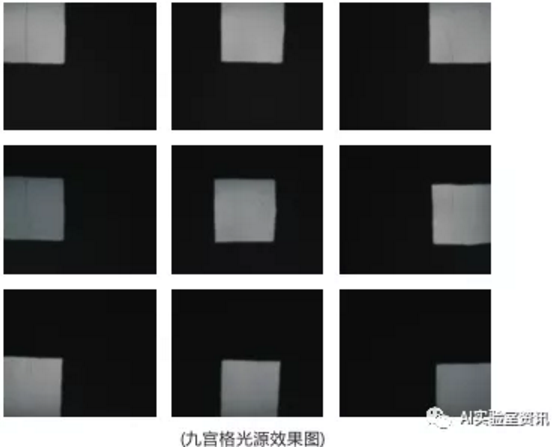
从以上分析,我们采用八个条形光源分时曝光工件,设计出以下打光方案(如右下图)。
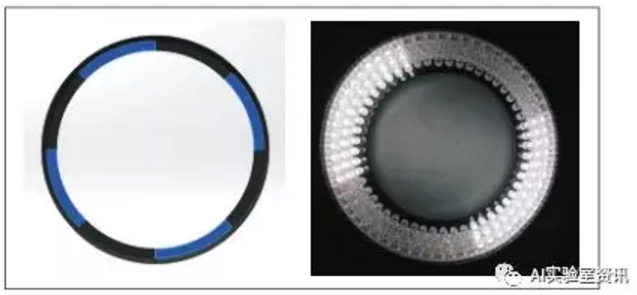
一个环形光源,分成八路控制,分时曝光,连续采集八次,最后软件采用算法,叠加所有缺陷,最终以高标准检测工件表面划伤有无。(如左下图)

根据上述方案所生产的光源。此成像方案适用于表面检测要求比较高的高精密产品,而对效率要求不苛刻的产品。(如右下图)
高角度方式:
根据我们经验,软划伤在同轴光效果下,光源工作距离越高,效果越明显。然而同一光源,
光源工作距离高的同时,光源发光面越小,光源亮度也随之减弱。效果与实际情况不可兼得。
很多时候,我们的产线员工在目测产品表面信息时,都是采用日光灯照明方式,
日光灯通过镜面反射入射到眼睛里。
根据以上描述,针对镜面反光的工件,依据光的反射定律(如左下图),采用右下图的打光方式,形成镜面反射效果。

观察仔细的人就会发现,肉眼检测方式往往是让日光灯投影在产品里面,然后通过摆动产品使得日光灯的影子在产品里面移动。如此,光斑照明产品的局部,从而反射出产品表面的信息,使得人眼能够清晰的判断出产品是否有缺陷,以及微弱的缺陷也能轻易看到。
审核编辑:黄飞
-
选择机器视觉光源该注意那些方面?2014-03-27 3240
-
机器视觉光源的照明方式例举2015-12-17 5746
-
机器视觉表面缺陷检测技术2016-01-20 6546
-
深圳四元数机器视觉系统厂家:选择机器视觉光源需要衡量的因素2020-06-02 3254
-
机器视觉检测系统在薄膜表面缺陷检测的应用2020-10-30 2357
-
机器视觉硬件——光源是什么2021-07-05 2587
-
惠州机器视觉环形光源的应用2021-08-04 928
-
深圳机器视觉光源选择时需要衡量哪些因素?2021-08-24 1549
-
深圳机器视觉光源选择有什么因素要考虑?2021-10-28 896
-
机器视觉光源之LED光源2017-11-17 4611
-
机器视觉检测技术在薄膜表面缺陷检测中的应用2021-02-05 1902
-
基于机器视觉的检测案例的方法分析2022-10-09 2110
-
机器视觉光源选择案例-表面划伤检测案例解决方案2024-01-04 2037
-
同轴光源:机器视觉的"精准之眼",破解高反光表面检测难题2025-12-17 539
-
在机器视觉中,同轴光源有哪些款式?2026-01-22 334
全部0条评论

快来发表一下你的评论吧 !
