

在激光精密焊接中,如何实现不同材料的最佳焊接效果
电子说
描述
高端电子产品的生产过程中,激光加工在产品的体积优化以及品质提升方面起到了重大的作用,使产品更轻巧纤薄,稳固性更好。
目前,激光精密焊接主要应用于电子产品的壳体、屏蔽罩、USB接头、导电贴片等,具有热变形小、作用区域和位置精确可控、焊接品质高、能实现异种材料焊接、易于实现自动化等优势。但焊接不同材料时,需要采用的不同的焊接方式。
壹晨激光焊接工程师根据多次的实验结果,总结出了在消费电子的生产制造过程中,高反材料、金属薄板、异种材料等不同材料应使用何种方式进行激光精密点焊,方能得出最好的焊接效果。
1、高反材料的激光精密点焊方式
焊接铝、铜等高反材料时,不同的焊接波形对焊接质量影响很大。利用带有前置尖峰的激光波形,可突破高反射率屏障,瞬间的高峰值功率可以迅速改变金属表面状态,使其温度上升至熔点,从而降低金属表面的反射率,提高能量的利用率。另外,由于铜铝等材料导热速度快,故利用缓降波形,可以优化焊点外观。
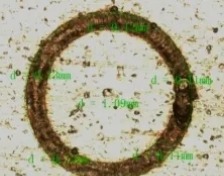
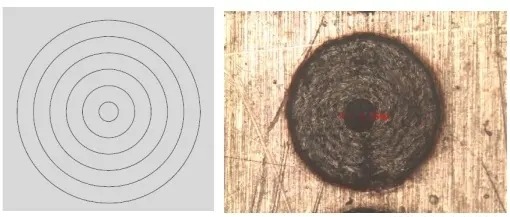
另一方面,金、银、铜、钢等材料对激光吸收率随波长增大而减小,对于铜而言,当激光波长为532nm时,铜的吸收率接近40%。此外,通过分别采用红外激光器和绿光激光器对紫铜进行脉冲点焊,可以发现红外激光器焊后焊点大小不一致(图1),而绿光激光器焊点大小更均匀,深度一致,表面光滑(图2)。因此采用绿光激光器焊接效果更稳定,所需峰值功率会比红外激光器低一半以上。
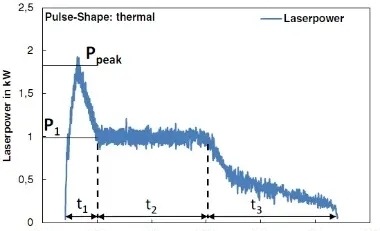
▲尖峰波形
▲1064nm波长的焊接效果(图1)
▲532nm波长的焊接效果(图2)
2、金属薄板材料的激光精密点焊方式
传统脉冲激光器在焊接金属薄板材料时,材料易被击穿且焊点较大;而高反材料因其自身的不稳定性以及在固态时对激光的吸收率低,焊接时常出现爆点、虚焊等现象。为了解决薄板及高反金属焊接难点,通过对光纤激光器QCW/CW模式分别进行模拟量和数字调制,触发一次可以实现N个脉冲输出,以较小的功率实现单点多脉冲焊接。
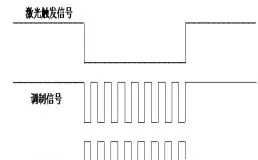
▲调制方式
▲高频脉冲点焊表面成型
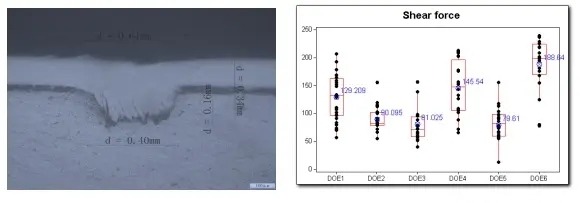
▲焊缝截面
3、异种材料的激光精密点焊方式
激光焊接薄板异种材料时,极易出现虚焊、裂纹、连接强度低等问题,这是由于两者的物理性能差异大,互溶度低,且极易生成脆性化合物,这些化合物使焊接头的力学性能大大降低。选用高光束质量的纳秒级激光通过高速扫描方式,精准的控制热输入抑制金属间化合物的形成,实现异种金属薄板搭接,改善焊缝成形及力学性能。
壹晨激光的准连续光纤激光器、MOPA 脉宽可调脉冲光纤激光器因具有高光束质量、高峰值功率、可调可控制等优点,成为激光精密点焊的理想光源。
审核编辑 黄宇
-
激光焊接技术在焊接咖啡罐工艺中的应用2025-11-12 603
-
激光焊接技术在焊接燃油泵工艺中的应用2025-08-20 1180
-
激光焊接技术在焊接镀锌钢板材料的工艺应用2025-04-09 1225
-
激光焊接技术在超薄材料焊接的应用案例2025-01-07 1613
-
激光焊接机在精密微小元件中的工艺流程2024-12-27 1317
-
激光焊接技术在焊接超薄材料的工艺案例2024-12-25 1533
-
激光焊接技术在焊接医疗导管中的工艺特性2024-05-15 1102
-
在激光精密焊接中,如何实现不同材料的最佳焊接效果 @壹晨激光壹晨激光 2024-02-27
-
激光焊接技术在精密焊接应用的特点2023-07-20 1461
-
激光焊接技术在焊接精密微元件的工艺优点2023-04-25 1504
-
激光焊接技术在焊接不同金属材料的优势2023-01-13 1927
-
激光焊接机在焊接不同金属材料的工艺2022-09-02 2895
-
激光焊接机在焊接钢铁材料的工艺2022-08-24 2318
-
塑料激光焊接机的应用2018-08-30 3470
全部0条评论

快来发表一下你的评论吧 !
