

大众标准KSS28虚拟伺服焊枪配置方法
描述
创建WorkVisual项目
-打开WorkVisual项目(始终使用已在运行的机器人控制器中的活动项目)
-从“目录”窗口打开“选项”选项卡,为所有标准机器人选择“KS28_Basic and SPS Device 256 I/As”,或为所有激光机器人选择“KS28_Laser and SPS Device 256I/As”并将它们插入项目中的“选项/控制组件”下。
-将控件设置为活动控件
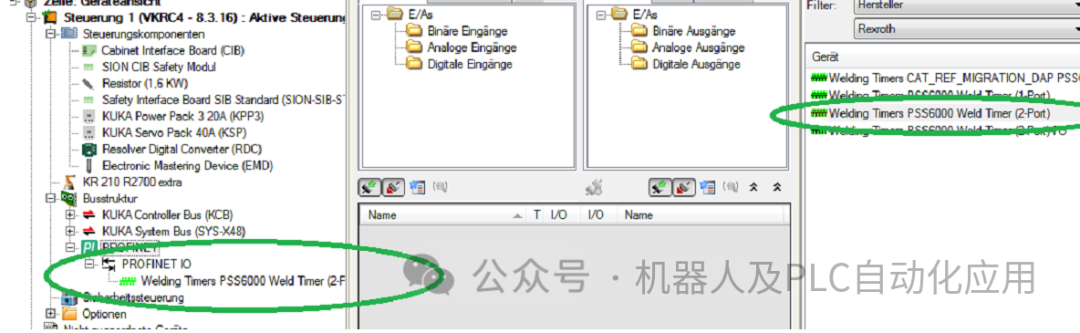
-右键单击“总线结构/添加”
-添加Profinet总线
-现在将所有Profinet参与者集成到Profibus中
虚拟轴项目
(此处以博世的组合控制为例)
单击参与者并进行必要的设置
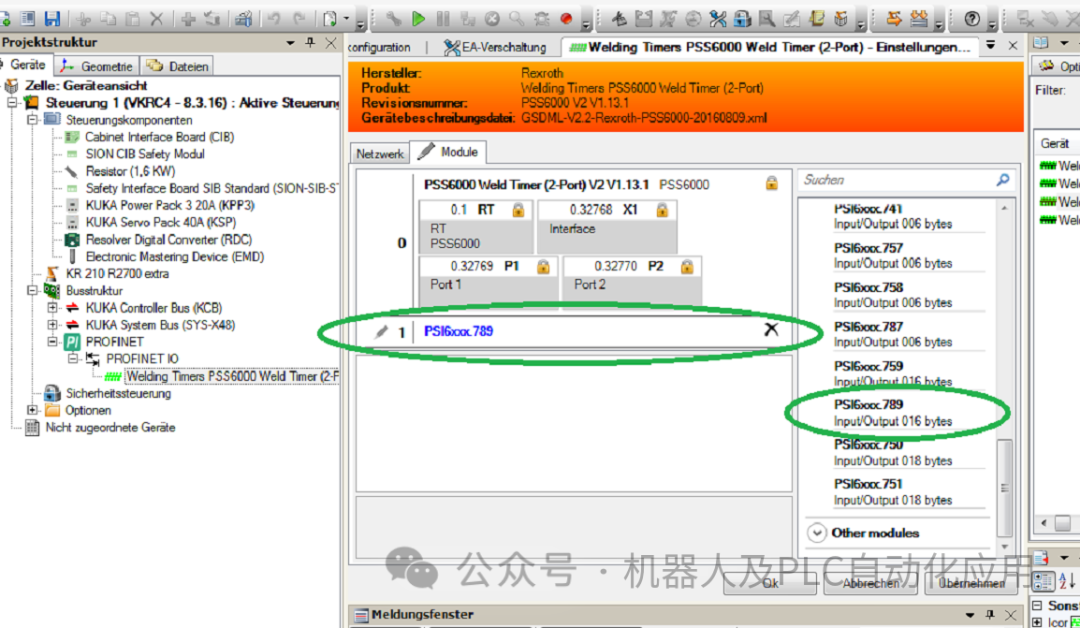
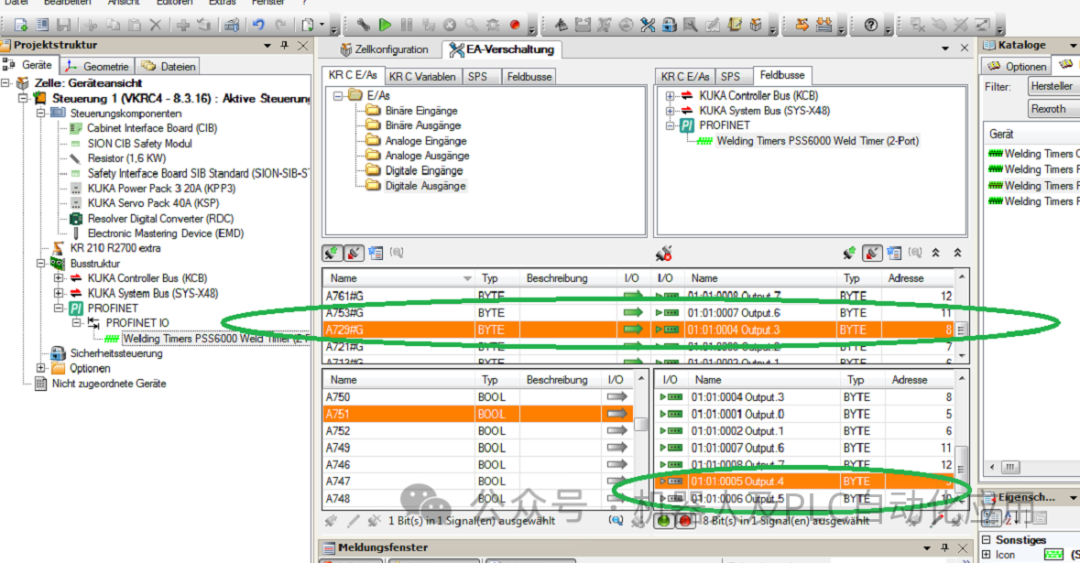
现在必须建立正确的I/O连接。
在输入端连接所有16个字节。
在输出端,确保字节4和5没有连接,因为它们稍后将在内部连接。
从“目录”窗口打开“选项”选项卡,然后选择WorkVisual AddOnVKR(版本号可能与图像不同).
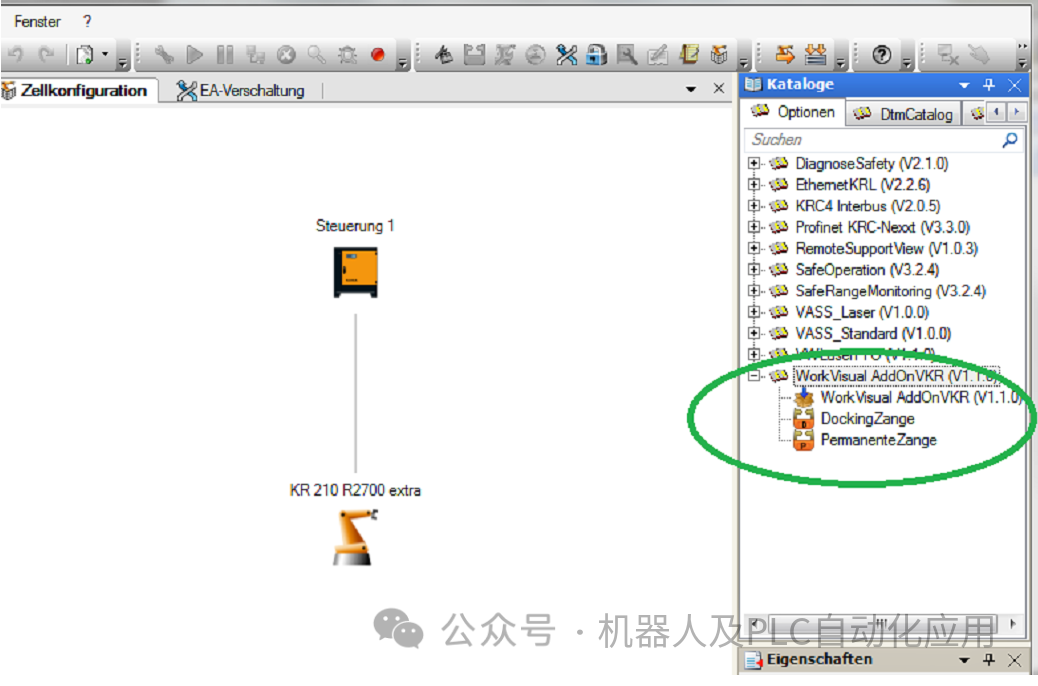
将所需的钳子拉入电池配置,并将其连接到控制器
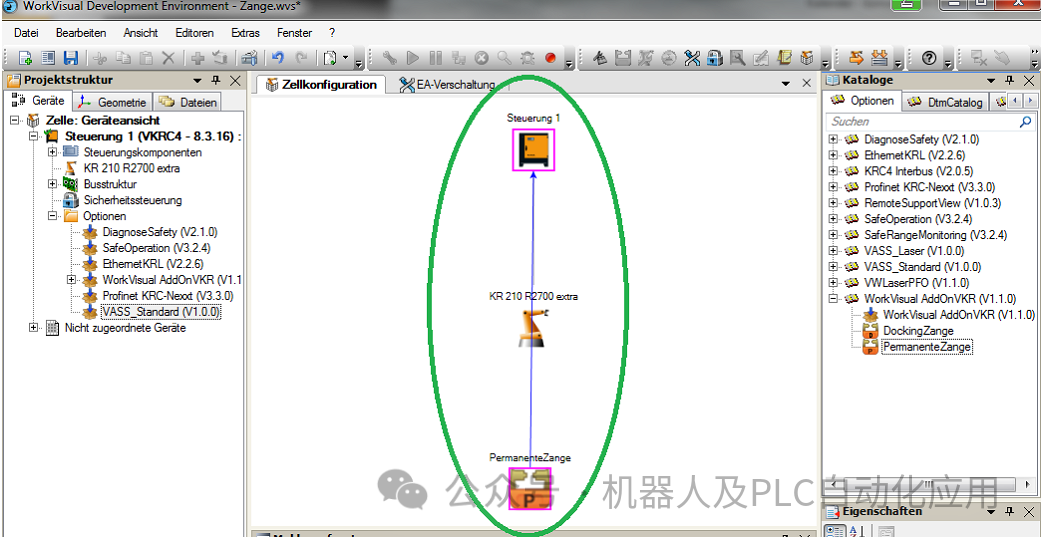
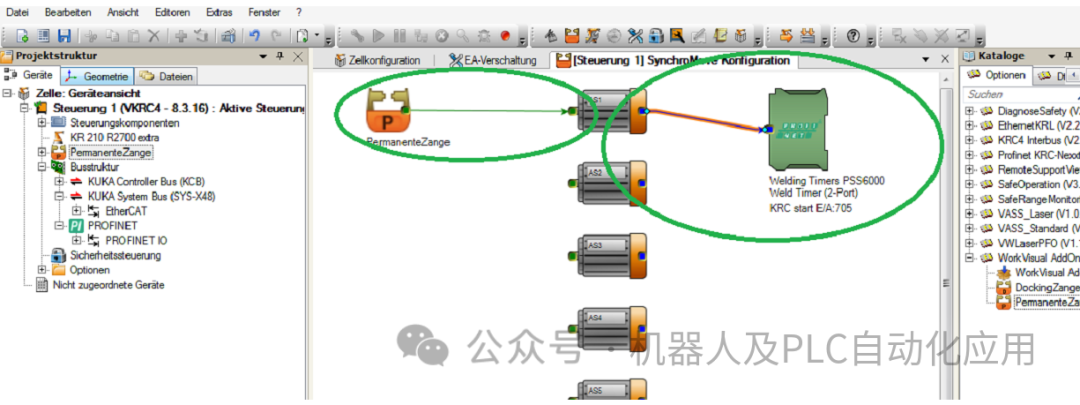
然后打开菜单栏中的SynchroMove配置,并将钳子连接到第一个自由驱动器接口。
现在将驱动接口与控制器连接(此处为Bosch的组合控制)
注意只有在I/O连接正确的情况下,控件才会显示为绿色!
一旦Profinet配置和I/O连接完成,项目就可以转移到机器人控制器。
WPS配置示例
本项目采用电动机组合控制。
EK磨损是正向/负向传递的。
补偿由机器人完成
使用参考位于ON位置的组合控制。
从属启动地址是预定义的
使用Bräuer的换盖器
使用Lutz的帽子切割器
正常的铣削是用焊枪的一个行程进行的。
使用焊枪的两个冲程进行开始铣削。
吹扫时必须使用变体3。
使用具有最小/最大值的冷却水查询
安装在机器人上的焊枪1:
Macro57中的技术调用:
-TECH2 EZ/SP/KE Steuerung=Nr1 KE (E/A Schnittstelle V2.20) EK-Verschleiss Positiv/Negativ mit Roboterausgleich KE Referenzieren Pos. AUF ohne autom. Quit bei Wdh. Fraesung Slave-Startadresse=vordefiniert Techaufruf=EIN
-TECH2 EZ/SP/KE控制=Nr1 KE(I/O接口V2.20)EK磨损正/负,带机器人补偿KE参考位置ON,无自动。在Wdh退出。跟随铣削起始地址=预定义的技术调用=ON
-TECH2 KF Steuerung=Nr1 Ausfuehrung=Fraeser Normalfraesen KF Ausblasen bei Zange geschlossen ohne Versetzeinheit Slave-Startadresse(nur Wechsler)=vordefiniert Techaufruf=EIN
-TECH2 KF控制=Nr1执行铣削时,正常框架KF在钳子关闭的情况下吹扫不带位移单元从属启动地址(仅限转换器)=预定义的技术调用=打开,铣刀的类型,型号,是否带吹气
-TECH2 KF-Umdrehungen EZ/SP/KE1 Z1 Startfraesen Teil1=xx[U] Startfraesen Teil2=xx[U] Huebe Startfraesen=xx Normalfraesen=xx[U] Huebe Normalfraesen=xx Techaufruf=EIN
-TECH2 KF转数控制 首次铣削第一次铣削,首次铣削第二次,空转,正常铣削
所需的其他配置
二进制输出 1 /3
二进制输入
模拟输出
模拟输入
钳功能 16/17/18/19
焊接钳1固定式:
Macro57中的技术调用:
-TECH2 EZ/SP/KE控制=Nr1 KE(I/O接口V2.20)EK磨损正/负,带机器人补偿KE参考位置ON,无自动。在Wdh退出。Fraesung Slave起始地址=预定义的技术调用=ON
-TECH2 KF控制=Nr1执行=Fraeser正常框架KF在钳子关闭的情况下吹扫
带偏移单元从起始地址(仅限转换器)=预定义的技术调用=ON
-TECH2 KF转数EZ/SP/KE1 Z1启动短语第1部分=xx[U]启动短语第2部分=xx[U]色调启动短语=xx正常短语=xx[U]Hue正常短语=xx技术呼叫=ON
焊钳1和2对接:
-TECH2 EZ/SP/KE Steuerung=Nr1 KE (E/A Schnittstelle V2.20) EK-Verschleiss Positiv/Negativ mit Roboterausgleich KE Referenzieren Pos. AUF ohne autom. Quit bei Wdh. Fraesung Slave-Startadresse=vordefiniert Techaufruf=EIN
-TECH2 EZ/SP/KE控制=Nr1 KE(I/O接口V2.20)EK正/负磨损,带机器人补偿KE参考位置ON,无自动。在Wdh退出。Fraesung Slave起始地址=预定义的技术调用=ON
-TECH2 KF Steuerung=Nr1 Ausfuehrung=Fraeser Normalfraesen KF Ausblasen bei Zange geschlossen ohne Versetzeinheit Slave-Startadresse(nur Wechsler)=vordefiniert Techaufruf=EIN
-TECH2 KF控制:Nr1版本:Fraeser正常框架KF在没有位移装置的情况下用钳子关闭吹扫从属启动地址(仅限转换器):预定义技术调用:ON
-TECH2 KF-Umdrehungen EZ/SP/KE1 Z1 Startfraesen Teil1=xx[U] Startfraesen Teil2=xx[U] Huebe Startfraesen=xx Normalfraesen=xx[U] Huebe Normalfraesen=xx Techaufruf=EIN
-TECH2 KF转数EZ/SP/KE1 Z1启动短语第1部分=xx[U]启动短语第2部分=xx[U]色调启动短语=xx正常短语=xx[U]Hue正常短语=xx技术呼叫=ON
-TECH2 KF-Umdrehungen EZ/SP/KE1 Z2 Startfraesen Teil1=xx[U] Startfraesen Teil2=xx[U] Huebe Startfraesen=xx Normalfraesen=xx[U] Huebe Normalfraesen=xx Techaufruf=EIN
-TECH2 KF转数EZ/SP/KE1 Z2启动短语第1部分=xx[U]启动短语第2部分=xx[U]色调启动短语=xx正常短语=xx[U]Hue正常短语=xx技术呼叫=ON
审核编辑:汤梓红
-
步进式电弧螺柱焊枪结构图2008-06-17 6149
-
服务器虚拟化硬件配置需求计算方法2011-01-30 1633
-
TrainerGuide_P3KSS8_Programming2016-02-23 771
-
气动伺服焊枪的研究进展及展望2018-03-02 1124
-
气动伺服焊枪软接触研究2018-03-09 853
-
虚拟机:Ubuntu的基本配置2020-06-22 3912
-
CP5611板卡作为虚拟主站与STEP7的详细配置方法2021-04-30 1170
-
TKScope对JS28F128的完整编程和配置读写方法2022-10-13 658
-
大众信息娱乐——由TI供电的大众汽车MIB II标准2022-11-02 637
-
浅析KUKA机器人气伺服焊钳虚拟外部轴的配置文件2022-11-10 1946
-
FESTO伺服气动焊枪系统讲解2023-01-14 3387
-
要掌握的电烙铁和热风焊枪使用知识2023-01-31 7255
-
弧焊机器人焊枪分类2023-03-19 4911
-
KUKA 机器人电伺服焊钳配置2023-05-25 8486
-
焊接机器人焊枪角度怎么调2023-11-07 1887
全部0条评论

快来发表一下你的评论吧 !
