

铝质焊盘的键合工艺
描述
共读好书
姚友谊 吴琪 阳微 胡蓉 姚远建
(成都西科微波通讯有限公司)
摘要:
从铝质焊盘键合后易发生欠键合和过键合的故障现象着手,就铝焊盘上几种常见键合方式进行了探讨,得出键合的优先级为硅铝丝超声楔形键合、金丝热声球形键合、金丝热压楔形键合。对层状结构的焊盘在热声和热压键合的应力仿真对比分析,得出键合各因素的重要性排序为超声功率、键合压力、衬底加热温度和劈刀温度。通过正交试验设计,找到铝焊盘上较为适宜的键合方式及参数范围,可大幅减小铝焊盘键合后失铝现象的发生。同时,对于镀金小焊盘的键合,也可参考本方法来解决焊盘起层的问题。
0 引言
引线键合是半导体集成电路封装中被广泛应用的一种互联工艺,引线键合的质量直接影响电子电路的稳定性和可靠性。内引线材料主要有金丝、硅铝丝、铜丝,一般军品主要采用机械强度高、结合性好及物理性能稳定的金丝,大功率器件和民品由于成本等原因主要采用掺杂硅的铝丝 [1-2] 。目前,国内集成电路芯片焊盘金属化层基本上是铝金属层 [3] 。不同用户在铝焊盘上的引线互联应用有三种主要的方式:硅铝丝楔焊、金丝球焊、金丝楔焊。本文从铝焊盘上内引线键合工艺方式出发,结合焊盘的结构,对上述键合方式分别进行了探讨。
1 机理分析
1.1 键合类别
在多芯片组件装配过程中,内引线键合工艺按照工作原理可分为热压键合、超声键合及热超声键合,三种键合方式的区别主要在于键合能量方式不同,热振动、机械振动,或是两者结合 [4] 。
1.2 铝焊盘结构
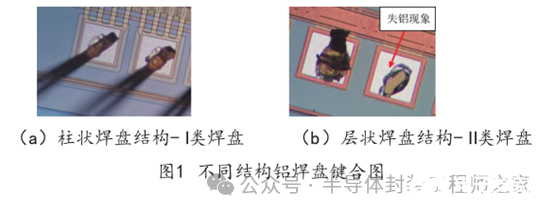
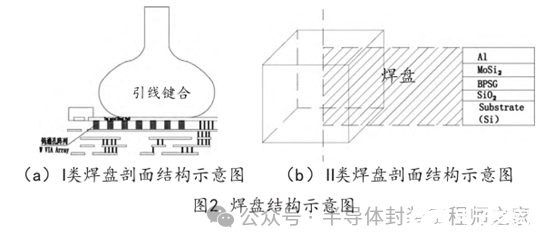
通常铝焊盘的结构依据芯片生产厂家的制备工艺方式不同略有不同,一种为Al/TiN/Ti/Si内部填充W柱的立体结构,另一种为Al/MoSi 2 /BPSG(Borophosphorosilicate Glass,硼硅酸盐玻璃)/SiO 2 /Si的层状结构,后者焊盘结构在键合时较为容易产生失铝的故障 [5-6] 。两种不同结构的焊盘楔形键合后示意图如图1所示,焊盘结构如图2所示,焊盘材料及厚度见表1。
1.3 键合方式
1.3.1 硅铝丝楔焊
硅铝丝键合属于超声键合类别,即被键合件与键合引线均不需要加热,采用超声和压力共用作用下完成的一种内引线键合。由于微波组件内使用不同种类的芯片,其焊盘材质的特点也不尽相同,当芯片的焊盘材质为铝时,必然会存在两种状态(铝-铝系统和铝-金系统)。有研究证明:在键合金属系统中,铝-铝系统特别可靠,无金属件化合物和界面
腐蚀的问题。在铝焊盘芯片的键合互连中采用硅铝丝是具有一定优势的,尤其是针对大功率高散热、特殊使用环境和高可靠要求的情况。
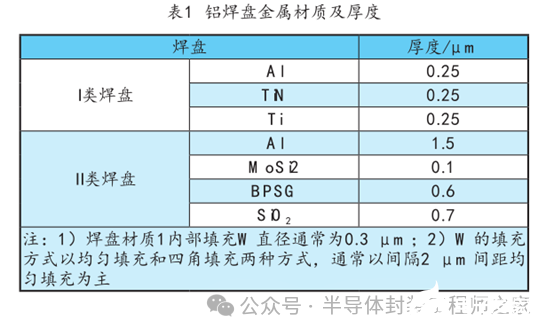
芯片厂商在制作铝金属化层时,采用的工艺不同,铝金属层与其底层的黏附性能就会有差别,这就出现了有些工艺制作电路的铝金属化层在硅铝丝超声楔焊时容易出现失铝的现象,如图3所示。
1.3.2 金丝球焊
金丝球焊键合的优点是键合速度快,从球的任意角度可以进行键合,即第二键合点位置可以在第一键合点的任意方向。同时,金丝球焊对焊盘的冲击作用较小。对热超声金丝球焊的研究表明 [7-8] :开始键合阶段,弹性键合金球在瓷嘴的垂直位移作用下与焊盘开始接触,瓷嘴尖端的金球在压力下成一个圆环分布式应力,圆环中心部分应力最大,外围应力最小。随着键合过程逐步进展,瓷嘴垂直向下位移的增加,中心最大压应力区域慢慢向外扩展,圆环外围压应力也在逐渐变大,同时金球与焊盘的接触面积也渐渐增大。在键合的最后阶段,金球底部压应力受振动的影响几乎为零,压应力大小随圆环半径的增加而减小。但是,如果键合参数设置不合理,金丝球焊键合过程也出现失铝的现象,如图4所示。

1.3.3 金丝楔焊
金丝楔焊主要分为热声键合和热压键合两种类别,目前热声键合应用较为广泛 [9] 。微波组件内的部分芯片使用金丝热声键合时,其产品数据手册上对键合条件比较特殊,具体要求表现为:1)劈刀尖端温度高达180 ℃;2)衬底温度160 ℃。通常情况下,键合设备劈刀刀尖的温度很难达到,以WESTBOND MODEL 7476E型设备为例,劈刀尖端温度最高温度为131 ℃。由于微波组件装配过程的温度梯度设计,键合工序中产品衬底温度一般为150 ℃。上述条件均难以达到芯片数据手册中的键合条件的要求。
与此同时,部分芯片使用手册中建议在使用金丝楔形键合时需采用尽可能小的超声波能量,但并未对其进行大致范围的量化。这就容易造成在实际键合过程中,铝焊盘上易发生欠键合或过键合的故障 [10] 。有研究表明,当超声功率设置较小和温度较低时,铝焊盘上金丝楔形键合强度很小,此时的键合属于欠键合。当超声功率设置较大和温度较高时,键合强度下降甚至导致铝焊盘剥离,此时的键合属于过键合,典型的铝焊盘金丝楔形键合故障如图5所示。

1.4 键合因素的影响分析
汇总上述三种键合工艺的主要特点,见表2。
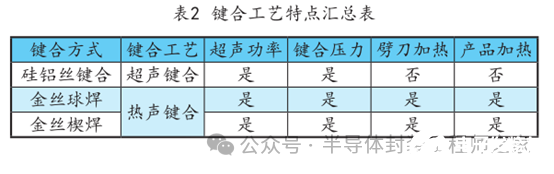
由表2可知,热声键合的因素涉及较为全面,可作为研究对象开展上述各因素重要性的研究。
1.4.1 热声楔形键合分析
本着简化设计和减少计算量的角度出发,选择对铝焊盘上的金丝热声楔形键合开展仿真分析,选择II类焊盘结构进行建模。焊点变形量依据GJB548B方法2017.1 内部目检(混合电路)3.1.5.2楔形键合的外观要求:键合宽度小于引线直径的1.2倍或大于3.0倍,或者其长度小于引线直径的0.5倍,或者没有工具压痕,均不得接受。材料参数见表3。
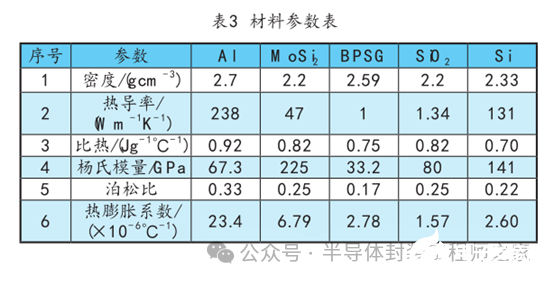
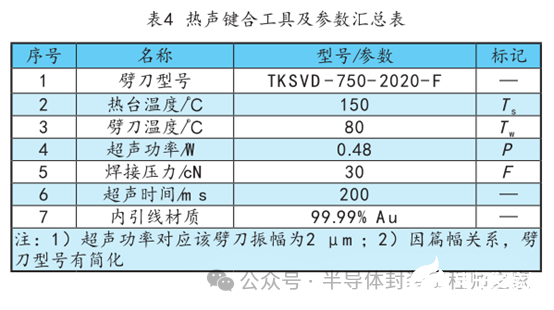
以常用的热声键合参数进行仿真分析,工具及材料等参数见表4。
热声键合后焊盘XY方向应力如图6所示,劈刀机械振动方向为X方向。
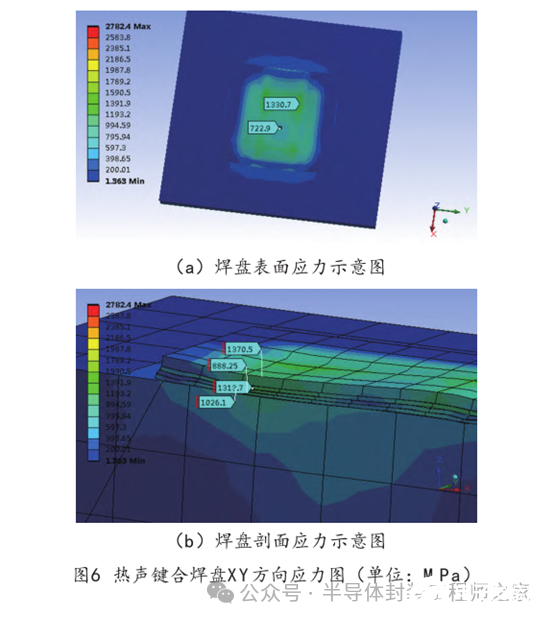
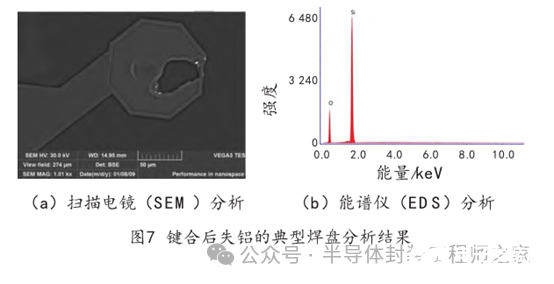
热声键合过程中,焊盘表面承受的应力并不均匀,呈现四周大于中间的现象,尤其沿劈刀机械振动方向;焊盘受金丝变形的压力作用产生较大的应力,沿着Z轴方向逐渐减小;当焊盘受到较大应力作用时,裂纹极易从内部鹏硅酸盐边缘或外部铝层的高应力集中区域产生、扩展;当焊盘受到极大应力作用后,裂纹直接在高应力集中区产生,导致整个焊点失铝的现象发生。典型故障现象如图7所示。
1.4.2 热压楔形键合分析
取消超声功率的作用,其余参数固定不变但逐渐增加压力参数直至其原有设定值的2.5倍,焊点变形量达图6,仿真结果如图8所示。
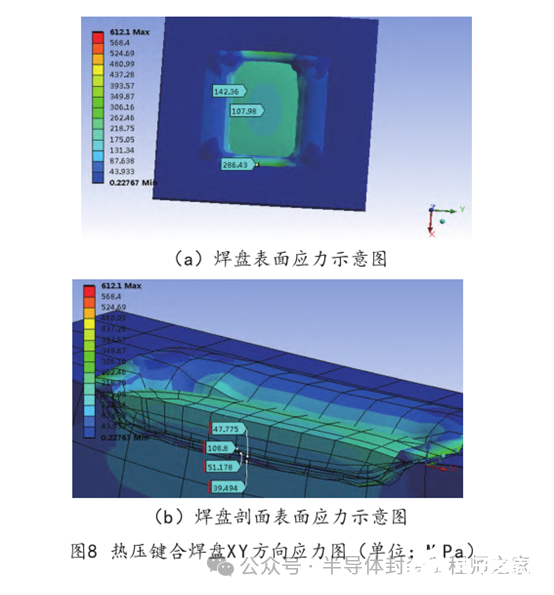
对比图6和图8可知:1)热压键合后焊盘受到的应力分布与热超声键合类似,四周应力大于中心部位;2)热压键合后焊盘受到的应力分布仅是热声键合的10.7%。
基于上述仿真参数设置并进一步仿真计算,得出键合三个主要因素(压力 F 、热台温度 T s 和劈刀温度 T w )。在固定两因素后,剩余因素带来的焊点变形量对应关系,如图9所示。
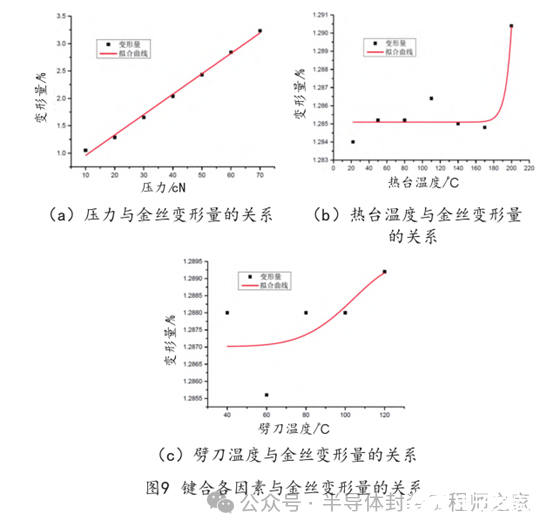
压力 F 的增加导致金丝变形量巨大且呈线性关系,曲线斜率较大;热台温度 T s 的增加会适当增加金丝变形量,但其在170 ℃前变化不明显,170~200 ℃变化较大,但整体依然不明显;劈刀温度 T w 的增加会适当增加金丝变形量,但不明显。
1.4.3 小结
综上所述,键合各因素的增加均会带来金丝变形量的增加,其影响大小分别为 P > F
> T s > T w 。
2 试验与结果
2.1 硅铝丝超声键合
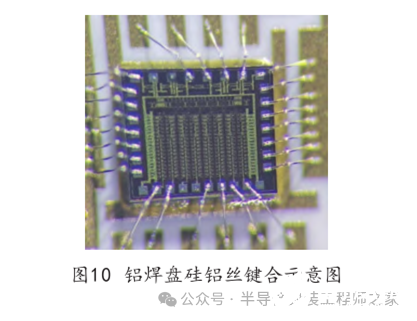
由于铝金属层存在不同的厚度(不同的厂家生产),超声功率和压力等引线键合机的参数就必须做出相应的调整,以生产出有相同键合强度和焊点尺寸的键合引线。以线径25 μm的硅铝丝为例,通过对焊接参数的调整(超声功率为1.2~1.5 W、压力为23~45 cN),键合后如图10所示。
2.2 金丝球形热声键合
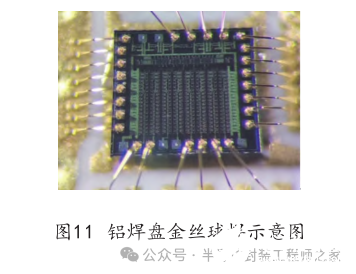
以线径25 μm的金丝为例,通过对其主要的键合参数进行调整,超声功率控制在1.3~1.6 W、焊接时间控制在80~150 ms、焊接压力在20~40 cN,键合后如图11所示。
2.3 金丝楔形热压键合
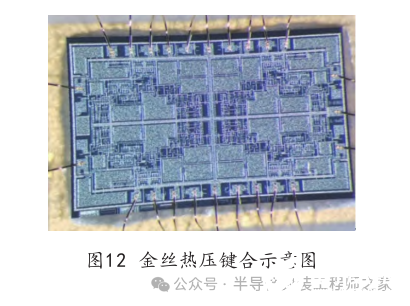
去除超声功率的作用,在衬底加热温度设置为150 ℃、压力增加约95%的基础上,铝焊盘键合金丝无异常,键合示意图如图12所示。
2.4 应用扩展
同理,对于镀金小焊盘(焊盘直径≤25 μm)的键合,也可采用上述键合的方式来有效解决焊盘起层这一问题,键合后如图13所示。

3 结论
本文从铝质焊盘键合后易发生欠键合和过键合的故障现象着手,就铝焊盘上几种常见键合方式进行了探讨,得出键合的优先级为硅铝丝超声楔形键合、金丝热声球形键合、金丝热压楔形键合。对层状结构的焊盘在热声和热压键合的应力仿真对比分析,得出键合各因素的重要性排序为超声功率、键合压力、衬底加热温度和劈刀温度。通过正交试验设计,找到铝焊盘上较为适宜的键合方式及参数范围,可大幅减小铝焊盘键合后失铝现象的发生。同时,对于镀金小焊盘的键合,也可参考本方法来解决焊盘起层的问题。
审核编辑 黄宇
-
高频超声键合技术:引线键合工艺优化与质量检测方法2026-04-01 260
-
超声键合技术是什么?芯片封装的工艺原理与应用解析2026-03-31 471
-
NTC热敏芯片键合工艺介绍2026-02-24 640
-
银线二焊键合点剥离失效原因:镀银层结合力差VS银线键合工艺待优化!2025-06-25 1325
-
什么是引线键合?芯片引线键合保护胶用什么比较好?2025-06-06 1759
-
有偿求助本科毕业设计指导|引线键合|封装工艺2024-03-10 10327
-
什么是引线键合?引线键合的演变2023-10-24 4142
-
微波组件细间距金丝键合工艺的可靠性分析2023-05-16 3449
-
引线键合工艺流程讲解2023-04-07 11826
-
铜铝过渡板对焊的准备和工艺2018-08-16 1210
全部0条评论

快来发表一下你的评论吧 !
