

钢铁企业4300轧机牌坊磨损,24小时快速在线修复完成
描述
摘要:宽厚板轧机是宽厚板生产的关键设备,其运行状态的良好与否直接影响到宽厚板成品的质量。本文介绍了某钢铁厂宽厚板轧机牌坊的磨损情况,并提出了现场修复方案,通过使用福世蓝高分子复合材料现场修复技术有效的解决了这一问题。进而证明了使用福世蓝高分子复合材料技术可以有效的现场解决轧机牌坊磨损问题。
关键词:宽厚板轧机,现场修复,轧机牌坊磨损,轧机牌坊
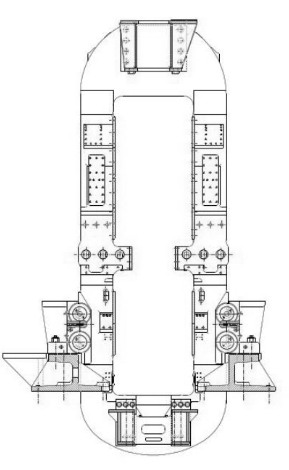
一、设备简介
机架主要用来放置工作辊,支撑辊和液压设备,轧机的工作机座有两片独立的铸钢闭式机架组成,两片机架通过上下两片横梁连接,上下横梁是焊接结构,通过螺栓将横梁连接与机架的内表面连接,上横梁上可以安装上支撑辊平衡装置,下横梁可以安装支撑辊换辊轨道,机架的下面需进行机加工,以便安装厚度底板。可更换的复合衬板通过螺钉固定于机架窗口内侧,衬板位于轧辊轴承座基础面之间产生相对滑动。
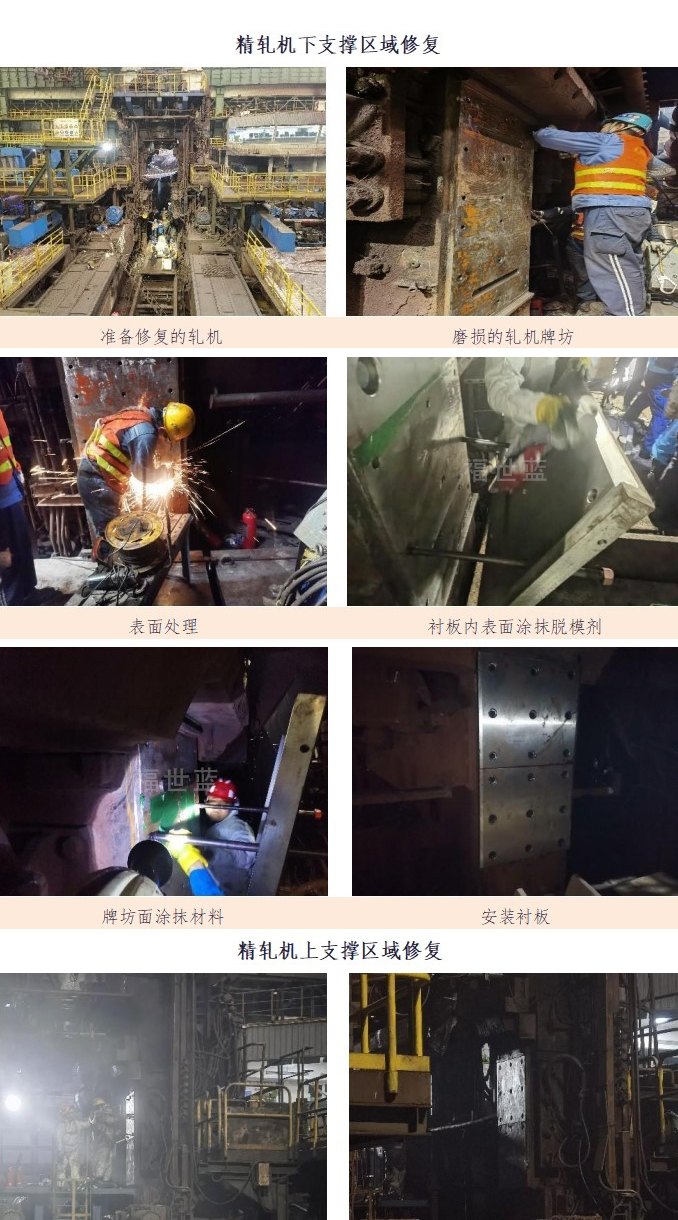
二、现场情况说明
某钢铁企业4300轧机牌坊出现磨损问题,主要磨损位置为精轧机下支撑辊区域和上支撑操作侧入口位置。在检修期间,受检修工期制约,决定针对精轧机牌坊下支撑牌坊面采用激光跟踪机进行精度检测,并使用激光熔覆进行维修,恢复其尺寸,再利用高分子复合材料进行现场修复,主要是利用高分子复合材料在固化前的流动性,再配合安装衬板的方式来进行修复,将多余的材料挤出,剩余的材料在衬板内固化后起到保护轧机牌坊的作用,保证不再有腐蚀和磨损问题。而且通过材料的抗压性、耐磨性、优越的粘接力等性能完全可以承受钢件在轧制过程中产生的轧制力。
此次修复的上支撑辊操作侧入口一块衬板配合面,该位置在使用以来未曾修复过,此次也是在检修期间利用激光跟踪机检测时发现该位置有磨损情况,最大磨损量为0.94mm,其余平均磨损量在0.4左右。由于时间因素,不能使用激光熔覆来完成修复,直接采用高分子复合材料来修复,修复过程简单易懂,在企业人员的配合下,使用两个小时的时间完成修复,而且企业人员也掌握了该项修复技术,为以后的检修赢得大量的时间。

三、设备问题分析
在宽厚板轧制过程中轧机工况环境恶劣,在咬钢和抛钢时轧机承受较大的冲击力,,一旦衬板螺栓预紧力不足,在咬钢时受冲击容易造成螺栓松动,使衬板与牌坊配合面出现间隙,造成磨损现象,另外下衬板处于高温循环水的环境下工作,一旦油缸和牌坊配合面出现配合间隙后高温水汽及氧化铁皮的侵入会进而加剧牌坊的磨损与腐蚀问题。
四、高分子复合材料现场修复工艺优势
使用高分子复合材料进行修复其原理是在不机加工的前提下,采用高分子复合材料修复技术在现场进行修复。修复用的高分子复合材料固化后形成的化学键连接作用力使其与修复的金属部件形成优异的抗压强度及粘着力,满足轧机牌坊及衬板在运行中承受各种复合力的要求,另外高分子复合材料良好的化学性能可以使修复完成后的配合面能有效的避免冷却水的侵蚀,进而避免轧机牌坊腐蚀问题。
五、高分子复合材料修复过程
1、预前准备
(1)将设备停机处理,拆卸设备露出修复位置;
(2)检查有无损坏的螺栓,并将损坏的螺栓进行修复;
(3)将加工好的衬板准备到位;
(4)将220v电源线盘连接准备到位;
(5)6-8kg压缩空气源连接到位;
(6)针对喷砂工作时,喷枪方向进行预判,对关键设备(联轴器等)使用塑料布或棉布进行遮挡;
2、表面处理
(1)机架表面烤油处理,去除油污,烤至无火星喷溅;
(2)用喷砂、打磨等机械方法处理被粘接表面,并粗化粘接表面(或者露出金属原色);
(3)喷砂处理至Sa2.5或手动打磨至St3,表面粗糙度应大于70μm;
(4)用扫、吹、吸等方法清除被粘接表面的残余物质;
(5)用99.7%无水乙醇或者丙酮彻底清洗粘接待修复的表面;
(6)被粘接表面要求干燥、清洁、无油、粗糙。
(7)衬板及模板表面使用无水乙醇清洗干净,确保表面干燥,干净;打磨去除高点及毛刺;
3、激光测量,主要检测内容:
(1)支撑辊区域开档尺寸;
(2)支撑辊牌坊支撑面平面度;
(3)支撑辊牌坊支撑面平行度;
(4)支撑辊牌坊支撑面垂直度;
(5)支撑辊轧线标高;
(6)支撑辊操作侧与传动侧轧制中心线偏差;
4、调整
(1)采用激光跟踪仪测量衬板/模板的空间位置(平行度、垂直度、档距),并记录修复前的测量数据;
(2)根据测量的数值调整衬板空间位置;
5、刷涂脱模剂
将衬板表面、紧固螺栓均匀刷涂脱模剂,
6、调和涂抹材料
(1)根据测量的数值,适量调和2211F高分子复合材料,按照2:1比例调和均匀;
(2)涂抹材料时首先薄薄一层刮涂至修复表面,确保材料压入基体微孔内;
(3)将材料刮涂至相应厚度;
(4)紧固螺栓适当涂抹材料。
7、安装衬板
(1)材料涂抹完成后在30min内将衬板安装到位;
(2)使用激光跟踪仪再次复核尺寸,并记录测量数据。
8、材料固化
材料固化时间为24℃/24h,材料温度每上升11℃,固化时间缩短一半、可采用加热固化方式缩短固化时间。
六、现场图片
-
无需大范围拆卸,快速恢复钢铁轧机牌坊窗口精度2024-11-11 1601
-
精轧机弯辊缸传动侧衬板安装面磨损,短时间内快速高效修复2024-04-30 1230
-
轧机牌坊衬板安装位磨损的修复2024-03-12 414
-
轧机牌坊磨损是如何修复的2024-02-29 533
-
轧机牌坊磨损的修复2024-02-26 552
-
轧机牌坊磨损如何修复2024-02-25 561
-
钢铁轧机牌坊衬板安装位磨损是如何修复的2024-02-05 682
-
什么材料可以修复轧机牌坊衬板安装位磨损?2022-05-05 715
-
修复轧机牌坊衬板安装位磨损很难么?2022-02-10 714
-
轧机牌坊磨损有什么影响?该如何维修2022-01-10 1586
-
「钢铁必读」分享一种轧机牌坊现场快速修复新技术2021-12-08 1635
-
维修不再等待!宽厚板轧机牌坊配合面磨损现场快速修复2021-07-20 1525
-
轧机牌坊磨损修复的时间周期、工艺及案例探讨2021-07-07 2367
-
关于轧机牌坊底板磨损修复方案的介绍2021-03-19 1088
全部0条评论

快来发表一下你的评论吧 !
