

SMT失效分析—QFN虚焊异常分析改善报告
电子说
描述
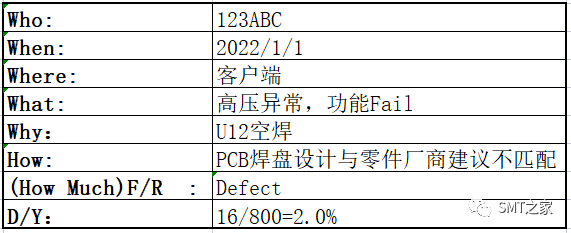
问题描述
1月1日在客户端123ABC组装功能测试过程中出现16pcs高压异常,分析原因是BOT面零件U12位置空焊不良导致。不良如下:
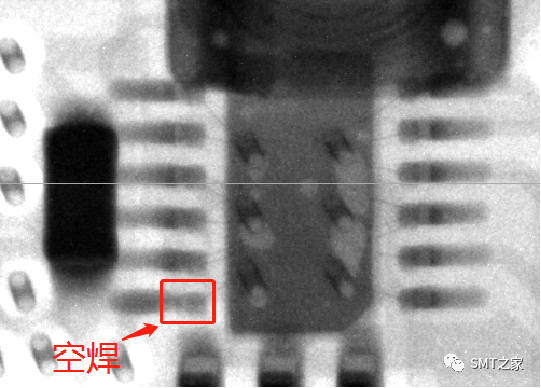
X-ray图片(U12位置)
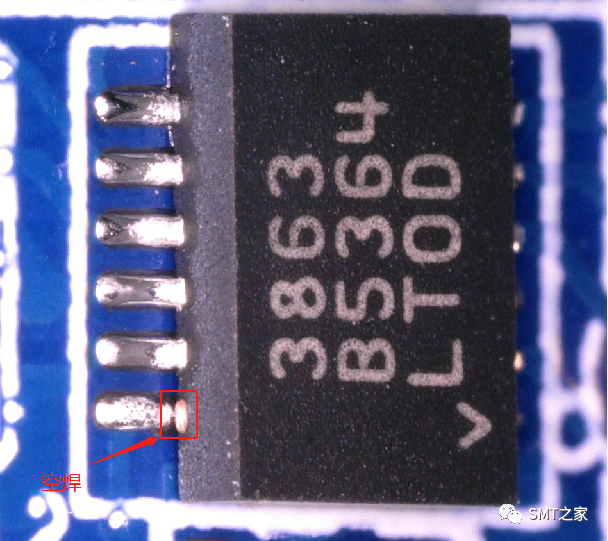
QFN U12位置虚焊不良图片
原因分析
一. Reflow工艺检查
实际炉温Profile均在制程工艺范围之内,无异常。
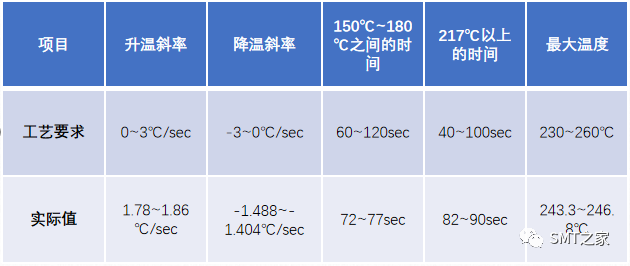
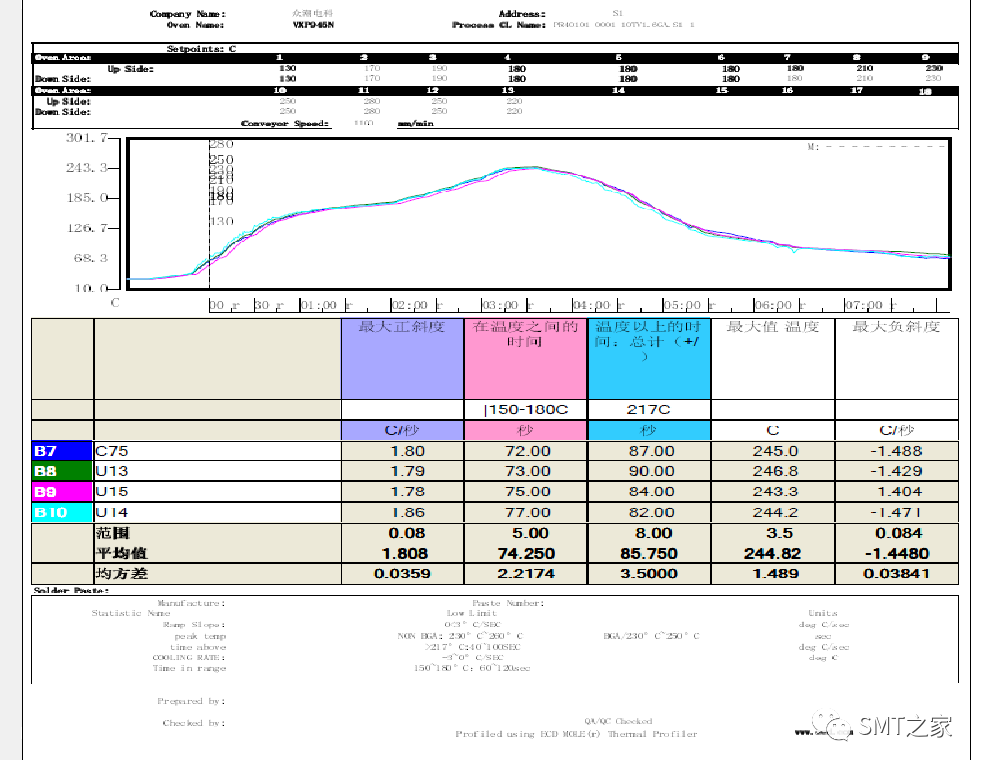
实际Reflow Profile
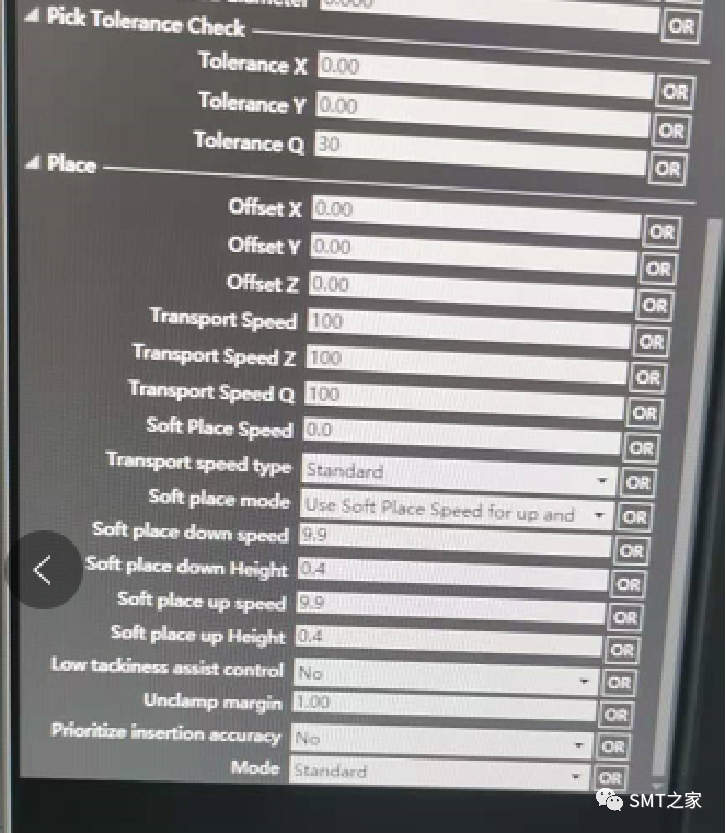
二. 设备参数排查
查看零件贴装参数和程式U12贴装坐标,未发现异常。
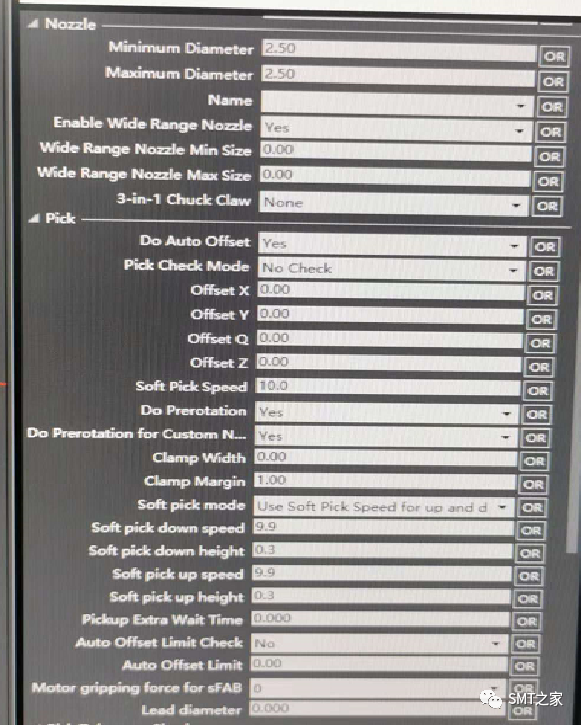
贴装参数OK
贴装坐标OK
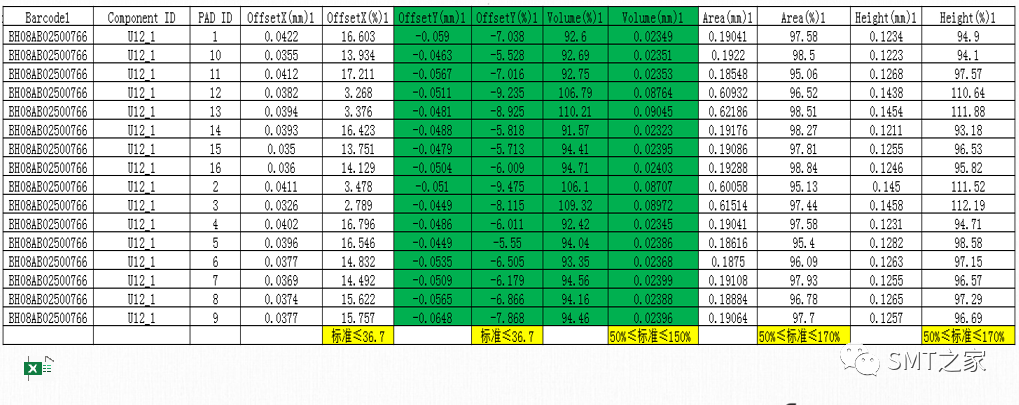
三. SPI印刷锡膏质量排查
查询SPI检测数据,X,Y方向偏移值,锡膏厚度,面积,体积均未发现有异常。如下图所示;
四. 物料(零件和PCB)排查
1.检查零件封装和PIN脚等均无异常;
2.PCB表面焊盘无异常。
零件PAD
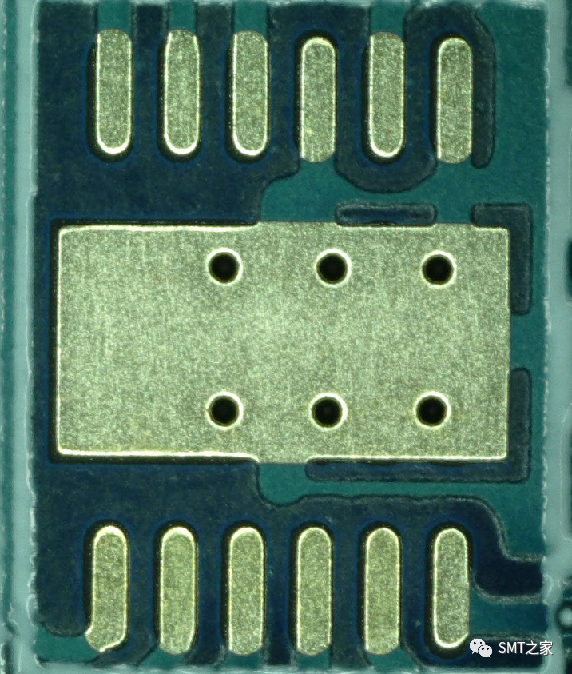
PCB焊盘
五. 物料(PCB表面油墨包封及过程管控)
1. 板面油墨开窗在不良功能脚位置没有发现油墨覆盖不到位或油墨溢出焊盘等不良现象,油墨表面处理及油墨厚度正常.
2. PCB与QFN物料,查找PCB当天生产上线开真空包装时间记录,控制在规定使用时间36H内,没有因为PCB及料因为裸放置时间过久造成上锡面氧化现象而导致爬锡不良.
3. 查阅Gerber文件,引脚没有因为连接大面积的铜层而造成引脚过回流炉温度差异造成爬锡及虚焊的可能性.
4 .不良现象固定规律在同一个引脚,可知引脚PCB焊盘的OSP保护膜在过炉时有被破坏,而没有引起锡膏流动性变差的情况.
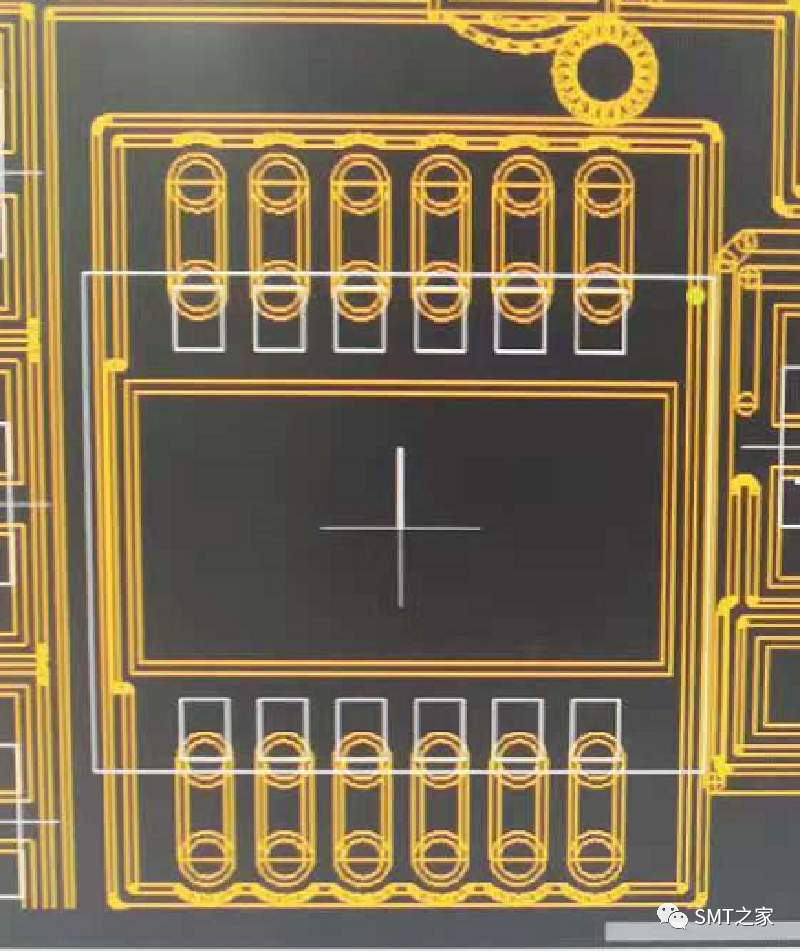
六. 设计确认
1 查询物料规格书发现U12 PCB焊盘与零件厂商建议不符合。
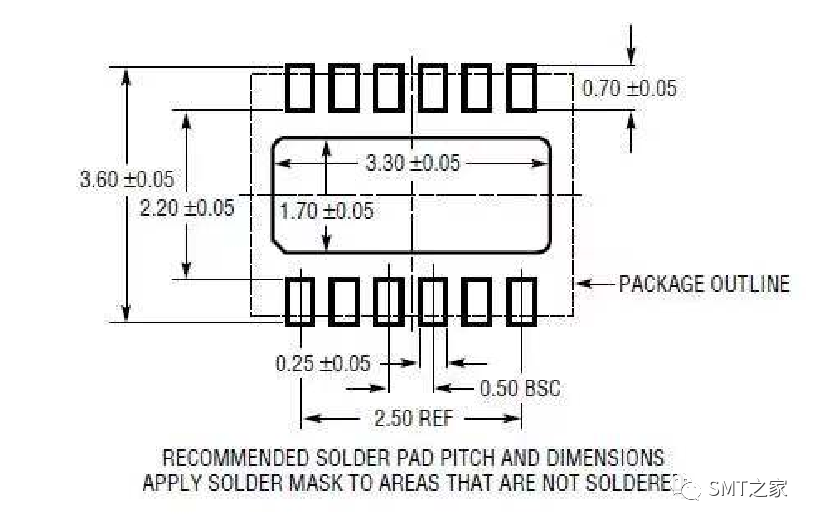
厂商建议Layout
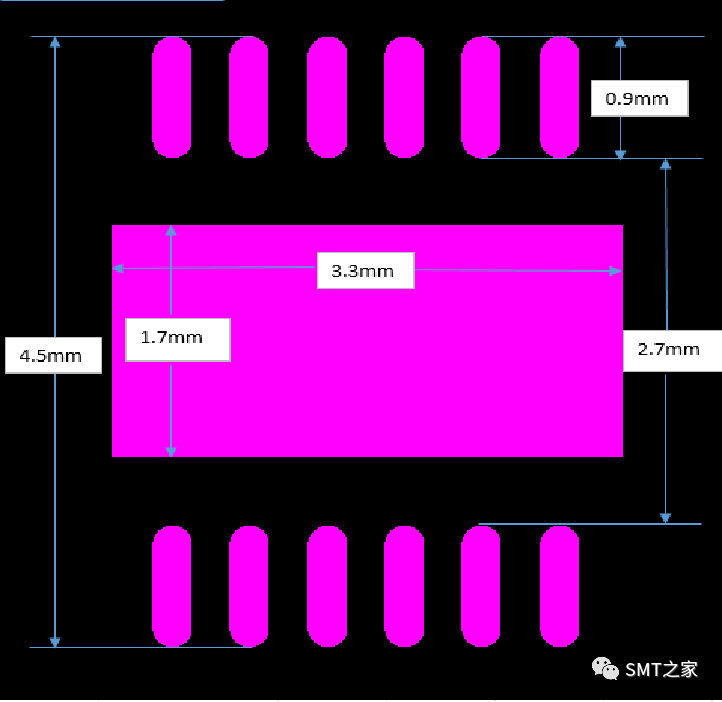
实际Layout
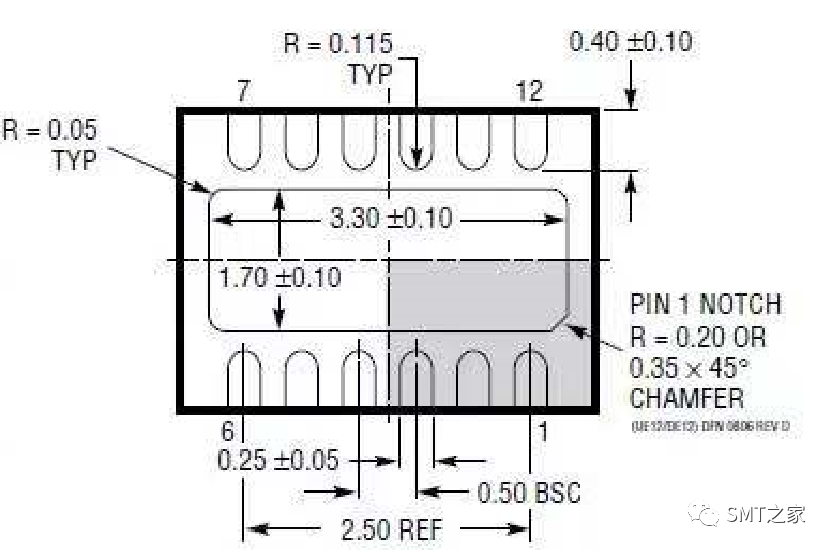
物料尺寸
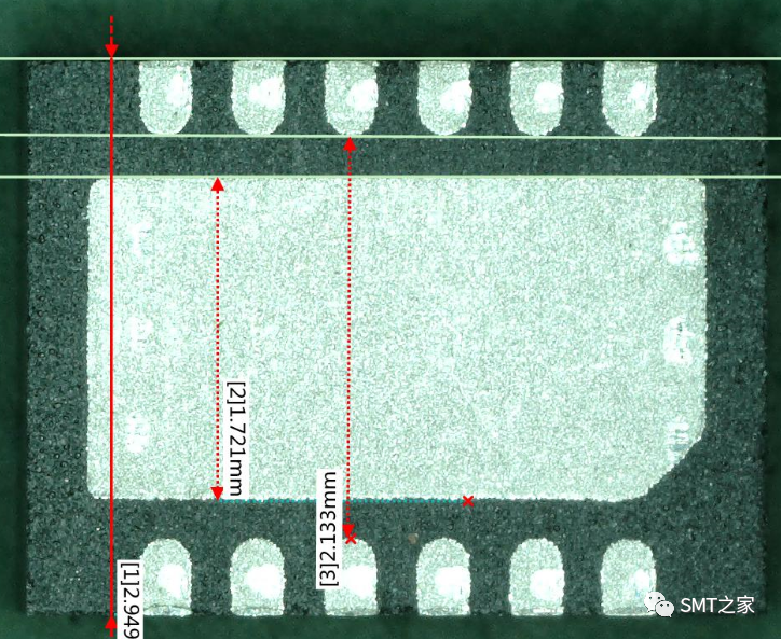
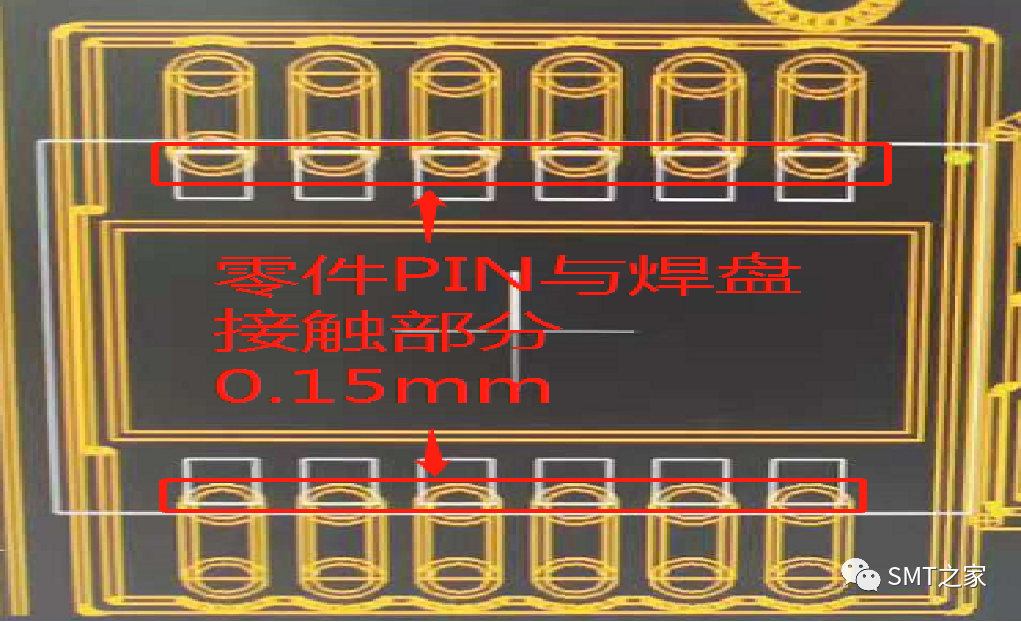
2 模拟零件贴装后,PIN脚与焊盘单边只能接触0.15mm
总结
根本原因:
PCB layout与零件厂商建议不符,导致零件管脚与PCB焊盘可接触面积太少(0.15mm)出现搭接不足空焊异常。
流出原因:
流出原因为AOI limitation,未cover到此不良现象。导致不良品流到客户端。
改善对策:
永久对策:反馈RD邀请板厂修改PCB Layout,参照零件厂商建议设计焊盘。
短期对策:
1 钢网修改,整体内移,四周PIN脚做外扩设计,增加锡量改善焊接,钢网已修改,待下笔工单上线验证效果。
2 SMT AOI增加人员全检U12位置,检验OK后需打记号点标识区分。
3 针对U12位置SPI检测标准需修改并加严到25%(标准值36.7%)。
4 新钢网使用的前三笔工单需全部测试AXI。(之前为抽测)
审核编辑:刘清
-
连接器失效分析:304不锈钢镀镍连接器虚焊失效原因深度解析2026-05-28 287
-
SMT贴片空焊异常2025-01-08 11344
-
SMT贴片加工虚焊现象:原因分析与解决步骤全解析2024-11-12 2514
-
电阻失效分析报告2024-11-03 2045
-
SMT贴片出现虚焊的原因及预防解决方法2023-12-06 3505
-
pcb短路分析改善报告2023-08-29 3277
-
SMT和DIP生产过程中的虚焊原因2023-06-16 2020
-
BGA失效分析与改善对策2023-04-11 2089
-
SMT PCBA失效分析2023-01-05 2181
-
电感焊端镀层合金化虚焊失效分析2022-10-06 2392
-
沉镍金可焊性不良分析及改善报告2021-10-20 2780
-
失效分析方法---PCB失效分析2020-03-10 3850
-
SMT制程常见缺陷分析与改善2012-08-11 2388
全部0条评论

快来发表一下你的评论吧 !
