

自动化PLC控制FAUNC机器人有哪几种流程?
电子说
描述
机器人概述
工作原理
该项目中使用M251 dPAC控制FAUNC机器人用于电池的组盘和拆盘的两种流程,FANUC机器人M-20iD-25作为设备的执行层,M251 dPAC用于调度FAUNC的内部的执行程序,两者之间使用的是Ethernet IP通讯,设备架构图如图1:
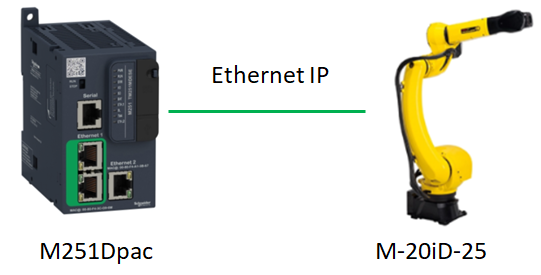
图1
机器人将从堆垛机中取出的装满电池的托盘,通过有两个抓手的夹具进行抓取,将电池抓取到拉带线上,当所有的电池抓取完成后,机器人发送完成信号给输送线,输送线将空托盘排出,该流程我们称之为拆盘流程,
机器人将拉带线上的电池取出,放进在输送线上等待的空托盘中,等待12组电池放入,将装满电池的电池托盘排出,根据输送线发来的指令来确定组完盘的装满电池的托盘流入堆垛机还是流入输送线的拆盘位置,该流程我们称之为组盘流程
机器人控制系统
1.PLC与机器人控制器数据交互
PLC与机器人通讯主要通过SYMLINKMULTIVARDST和SYMLINKMULTIVARSRC这两个功能块进行通讯,SYMLINKMULTIVARDST功能块用于处理输入变量,该功能块需要将初始化事件链接到INIT,然后将INITO链接到REQ上,如图4:
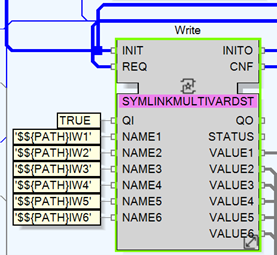
图4
SYMLINKMULTIVARSRC功能块用于处理输出变量,该功能块需要将初始化事件链接到INIT,然后将INITO链接到REQ上,如图5:
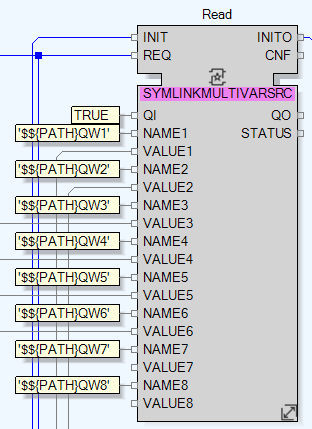
图5
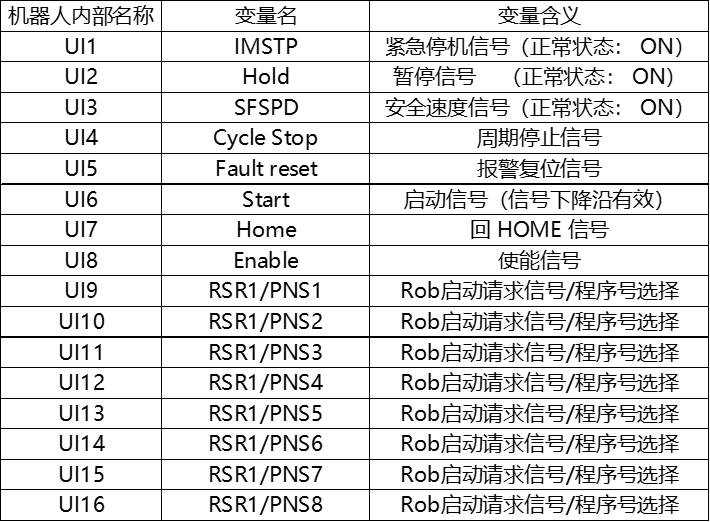
IW1一共16个位,详细介绍见表1:
表1
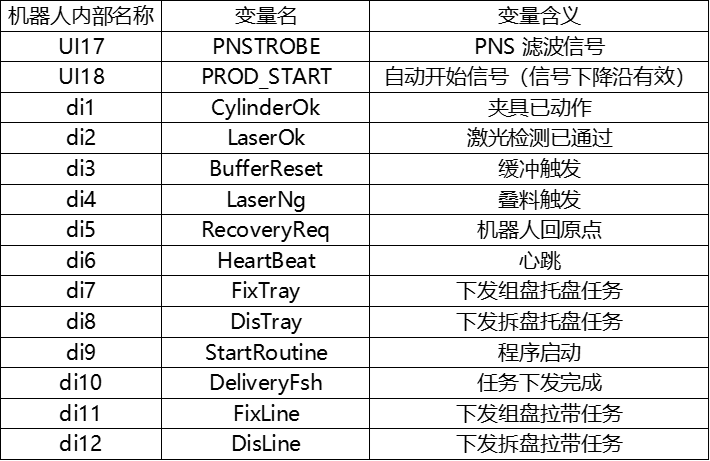
IW2一共16个位,详细介绍见表2:
表2
IW3一共16个位(仅使用7个位),详细介绍见表3:
表3
IW4,IW5,IW6都是一个字,详细介绍见表4:
表4

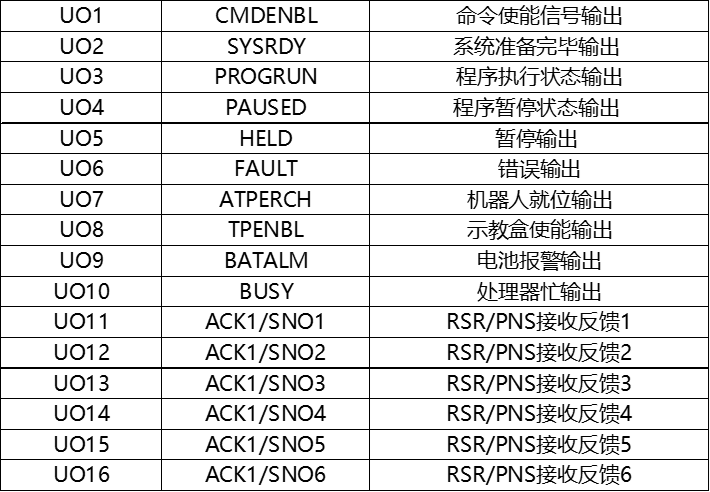
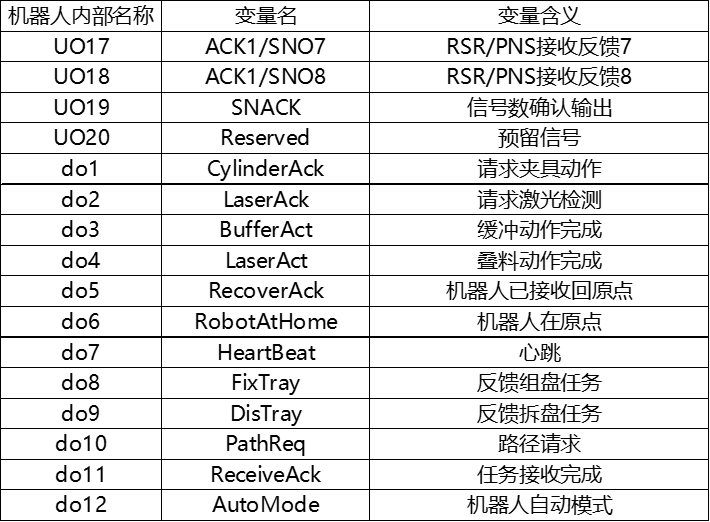
QW1一共16个位,详细介绍见表5:
表5
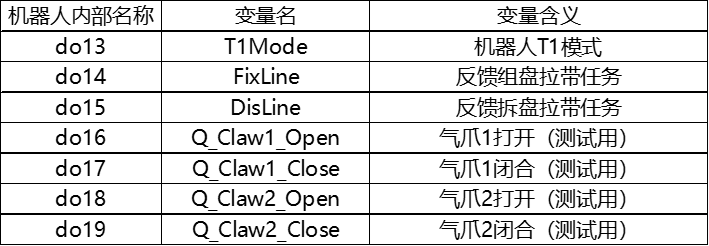
QW2一共16个位(仅使用14个位),详细介绍见表6:
表6
QW3,QW4,QW5都是一个字,详细介绍见表7:
表7

QW6-QW12都是一个字,主要用于和MET的数据交互,详细介绍见表8:
表8

2.PLC与TM3模块通讯
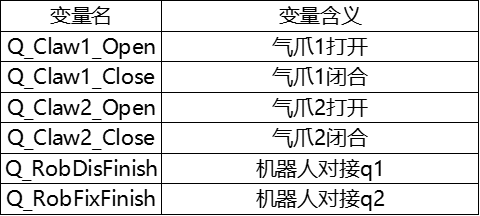
变量主要分为输入变量和输出变量,输入变量见表9,输出变量见表10:
表9
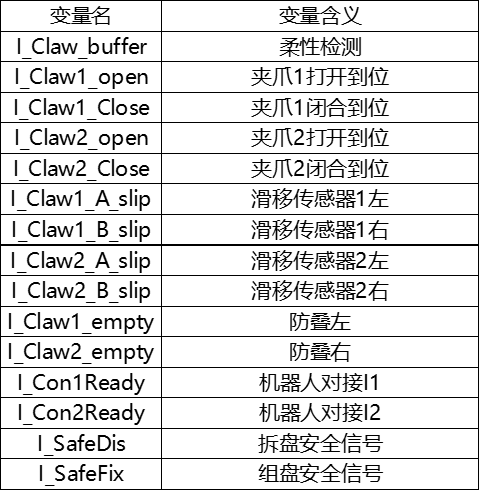
表10
3.机器人EDS配置
01
添加FANUC的EDS文件,确保Catalog里存在FANUC ROBOT R30iB,如图6:

图6
02
添加完EDS后,添加设备FANUC Robot R30iB Plus这个文件,如图7:
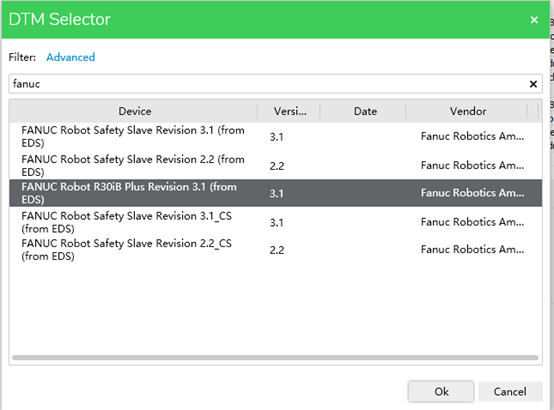
图7
03
添加完成后,修改Input size和Output size为48,点击“应用”确保设置完成,如图8:
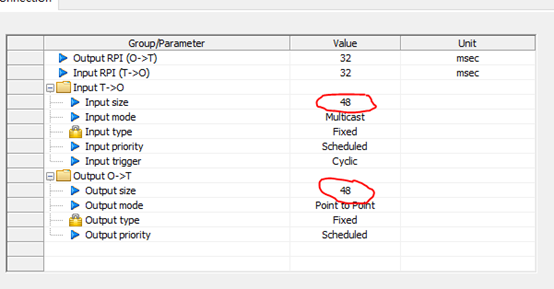
图8
04
点击TCP,修改成IP地址如图9:

图9
05
修改Items Management为手动,如图10:
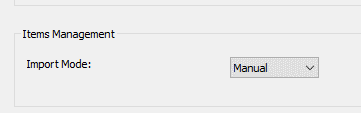
图10
06
修改IP地址为如图11:
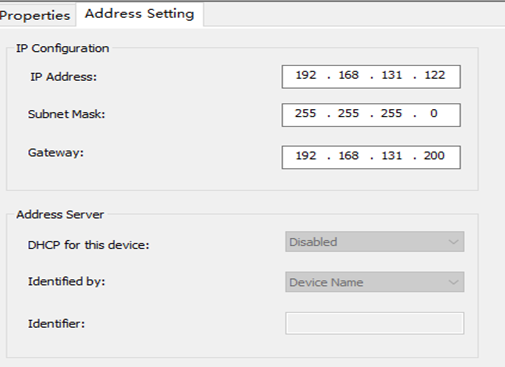
图11
07
设置输入输出点,如图12:
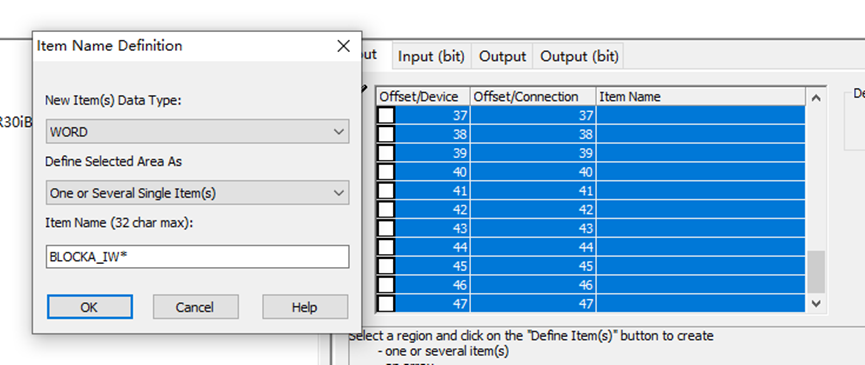
图12
08
确认设置完成,如图13:
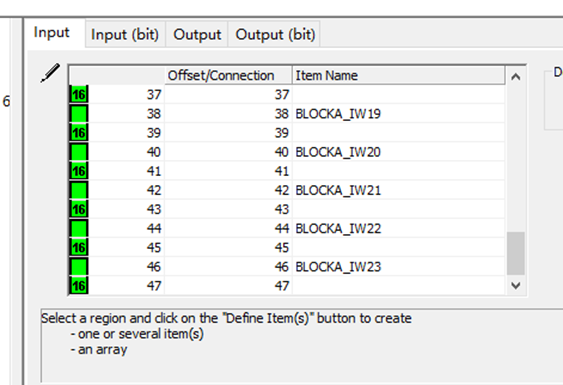
图13
完成设置之后将配置好的配置文件导入到Ethernet IP Scanner中,机器人的EDS配置就完成了。
机器人控制CAT设计与开发
程序的设计主要分为7个部分
1
第一部分为Robot_to_PLC,用于处理机器人到PLC的通讯变量;
2
第二部分为HMI,用于处理人机交互界面的一些数据;
3
第三部分为手动,该部分用于调试使用,来确认夹爪和气缸的动作;
4
第四部分为PLC_to_Robot,用于处理PLC到机器人的通讯变量;
5
第五部分为自动流程,拆盘和组盘的流程在该程序在实现;
6
第六部分是叠料检测,用于防止下方有电池时继续下放;
7
第七部分为读取机器人实际位置,用于读取机器人六关节的角度值,可以和仿真软件通讯实现数字孪生等功能。
程序如图14:
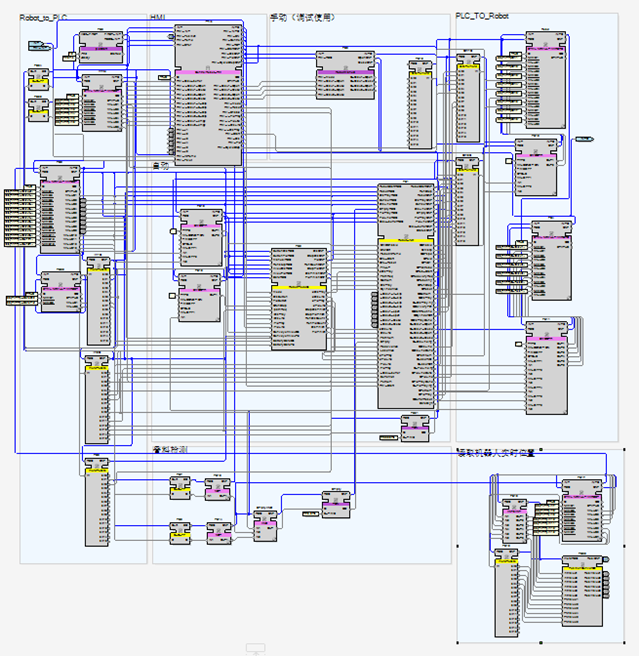
图14
审核编辑:刘清
-
焊缝跟踪:自动化机器人实时焊缝跟踪寻位2019-04-19 1578
-
一种ZNH-DQ01工业机器人自动化综合实训平台2021-07-01 2467
-
怎样去改变高低电平产生PWM信号?有哪几种办法?2021-07-21 1497
-
PLC控制伺服的模式有哪几种2021-10-11 2063
-
机器的通信方式有哪几种?2022-02-16 4450
-
PLC和变频器是如何进行通讯的,有哪几种方式?2018-07-23 38252
-
工业机器人、PLC与自动化三者之间有什么关系?2018-08-15 19040
-
机器人控制的类型有哪几种2019-07-08 6732
-
领衔资讯移动机器人有哪几种底盘结构?2020-02-17 4018
-
风机轴维修有哪几种工艺2021-12-03 981
-
轴承跑内圆有哪几种修复方式2022-01-23 1336
-
轴承孔磨损维修有哪几种方法?2022-04-01 1369
-
ESD模型有哪几种你知道吗?2023-05-09 3648
-
焊接机器人(直坐标机器人和关节臂机器人)的传感器都有哪几种?2023-08-25 2315
-
工业机器人、PLC与自动化之间的关系2024-06-17 3827
全部0条评论

快来发表一下你的评论吧 !
