

变频器在拉丝机中的应用方案
电子说
描述
为了进一步提升拉丝机设备的加工精度和生产效率,提高设备的自动化生产水平,对原拉丝机控制系统进行升级改造迫在眉睫。一方面,对变频器控制精度提出更高要求,响应速度也要更快;另一方面,对设备整体系统控制精度要求非常高,从而保证拉丝机设备平稳高速运行。
该拉丝机系统控制方案主要由触摸屏、PLC和EN655变频器组成,设备在原有的主拉和收卷两大部分的基础上,新增定速轮和牵引轮,并进行闭环矢量控制,对线速度进行准确控制,加上后级的摆杆反馈,从而实现恒张力控制、稳速精度更高、响应速度更快的系统解决方案。
设备介绍
该现场一列式拉丝机的主体是由多个鼓轮构成,多个鼓轮呈一列式排布,多个鼓轮通过机械固定的差速比以及各鼓轮之间不同的模具,将铜杆逐步拉长拉细。其结构简单、拉丝速度高、能耗低、经济效益好,而且传动噪音低,安全性好,并且可以在拉丝的过程进行退火处理,拉丝质量更高。
工作原理:设备主要是通过拉丝变频器的多极拉拽把较粗的金属丝拉成较细的金属丝。然后,通过收线变频器带动工字轮实现整个拉丝工艺。
机械组成:主要由放线架、拉丝主机、牵引轮、退火架、张力控制架、收线排线机组成。
系统配置
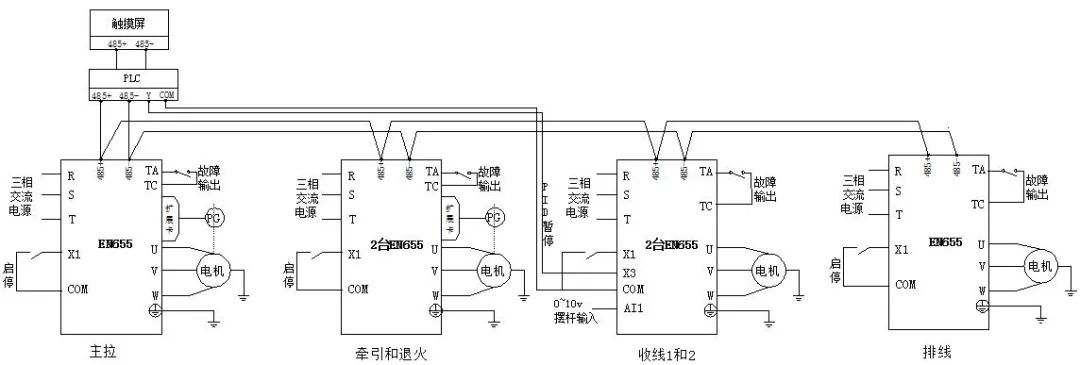
控制流程:该方案控制系统采用易能触摸屏作为上位机进行人机交互,对当前机组的整机运行、拉拔参数、拉丝速度、模具配方、计长计重、故障情况等项目进行设置和管理;下位机采用PLC接收触摸屏的MOUDBUS通讯指令,将接收到的指令进行内部程序转换后,作为电机线速度频率源再以MODBUS通讯指令给定到各传动工位上的易能EN655型变频器驱动电机进行精准快速的工作。
产品配置:触摸屏一台,PLC一台,主拉EN655-160kw一台,牵引轮EN655-55kw一台,退火轮EN655-30kw一台,收线EN655-18.5kw两台,排线EN655-1.5kw一台。其中主拉、牵引、退火工位变频器加装PG卡外接电机编码器,进行有PG矢量控制;收线与排线工位变频器进行无PG矢量控制。
接线示意图
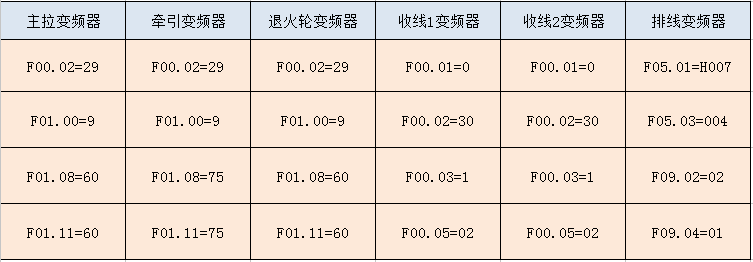
部分参数设置
应用优势
控制系统采用全套易能产品进行Moubus通讯控制,相较于传统控制方式,降低了系统设计成本和维护成本,设备可自由工艺组合,操作更加便捷。
采用易能EN655系列专用变频器进行闭环矢量控制,满足最大力矩要求,稳速精度高,加减速过程平滑,大负荷快速加减速不过载过压等。
EN655变频器具有特定断线检测功能,减少了断线率,断线可快速停车,避免频繁穿模,使设备高速生产时张力轮稳定,提高了产品质量。
EN655变频器具有针对拉丝机现场改良的散热系统,可保证变频器在高温下连续满负荷运行不过热。
审核编辑:汤梓红
-
基于NBB变频器实现电气控制系统的应用设计2020-11-30 4347
-
WINCC+EM277在拉丝机控制中的应用2009-07-05 723
-
拉丝机的技术改造2009-12-24 1125
-
FX2NPLC和变频器F930通讯控制的程序(有注解拉丝机程)2016-11-07 972
-
三茂拉丝机2016-12-10 915
-
直线拉丝机plc程序下载2022-03-22 1248
-
双变频拉丝机专用变频器说明书2017-09-21 1146
-
关于拉丝机中四方与东元变频器的联动应用设计2018-11-12 4619
-
SVF3000变频器在拉丝机双变频控制系统应用分析2019-10-11 4332
-
双变频拉丝机系统方案及调试的详细说明2021-03-17 6847
-
变频器在直进式拉丝机的应用2022-11-30 1711
-
拉丝机及双变频拉丝机工艺介绍2023-03-23 2915
-
变频器在滑轮式拉丝机的应用过程和效果2023-06-03 1437
-
金田变频器在拉丝机的应用2023-10-07 1611
-
变频器在拉丝机上的应用原理2023-10-23 1451
全部0条评论

快来发表一下你的评论吧 !
