

变频器在塑料挤出机械行业中的应用
电子说
描述
在波纹管挤出行业,需要解决在做直管时的恒转速、高扭矩和做扩口时的精准变速,变频器快速响应等问题,而ETD AC780系列的矢量变频器能够完全满足此行业的生产工艺要求,达到所需的工艺控制指标,经过实际运行来看,运行稳定,产品的适应性强,经济效益明显。
在塑料挤出行业,有的需要控制简单,有的需要控制复杂,尤其在波纹管挤出行业中,需要解决在做直管时的恒转速、高扭矩和做扩口时的精准变速等问题。
ETD AC780系列变频器能够完全满足波纹管挤出机的生产工艺要求,到达所需的工艺控制指标,波纹管挤出设备大多数是由两台主机和一台成型机组成,现在市面上有三层波纹管,就是三台主机和成型机组成,各主机又含有喂料系统,要想做成合格的成品管,需要这些设备紧密配合,各机器联动,所以对电气控制和变频器的要求也很严格。
工艺流程介绍
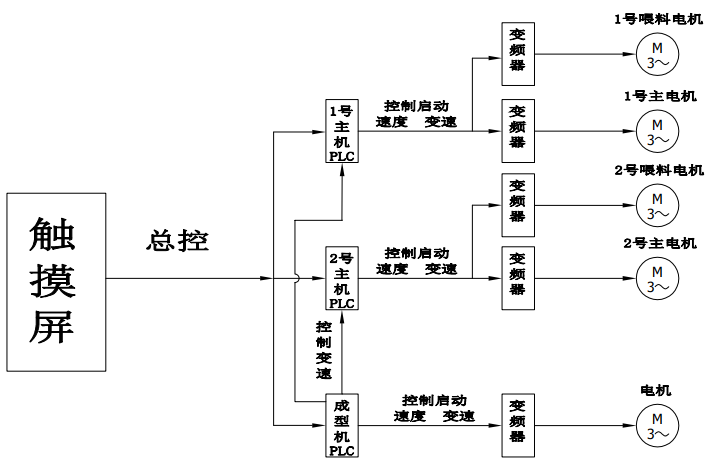
波纹管有内壁和外壁之分,内外壁的料分别由1号机和2号机挤出。
1号主机的PLC控制1号主电机和1号喂料电机的变频器来实现喂料系统的定量给料以及1号主机的螺杆对料的定量挤出。同理,2号控制系统也是。
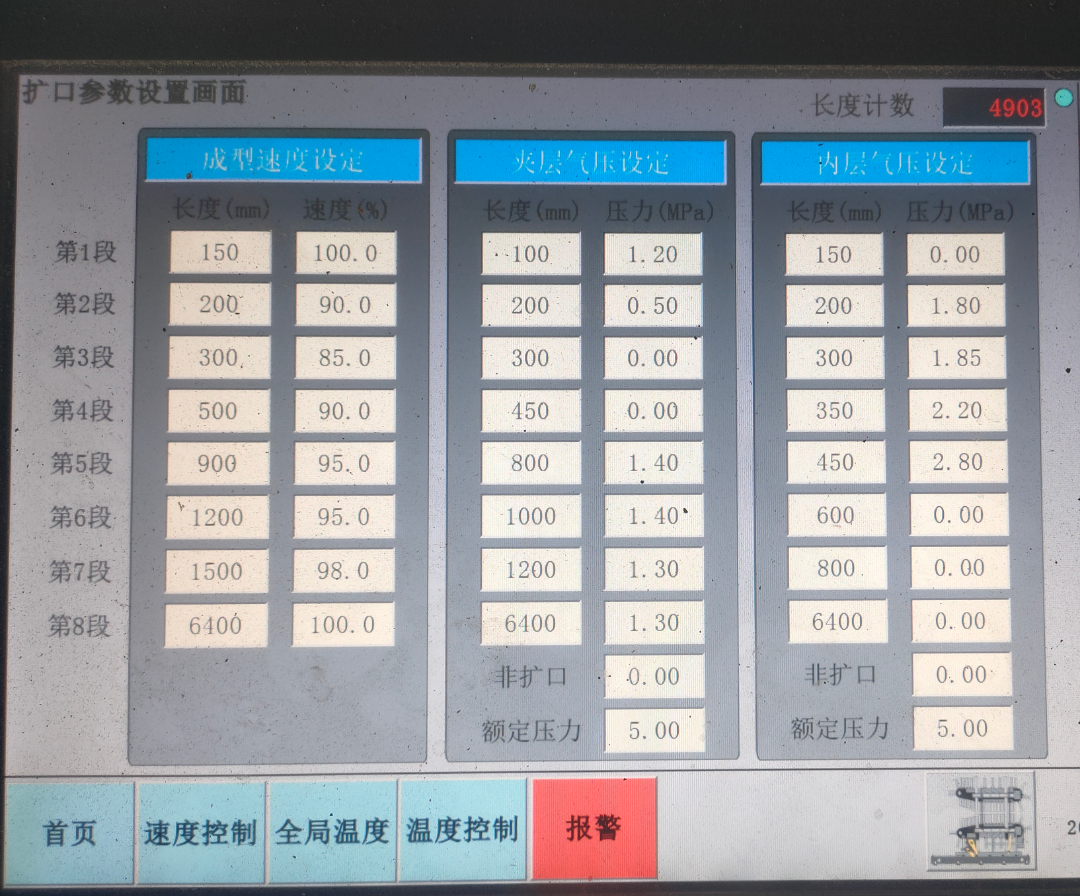
对于成型控制系统,则是按照相应的1号主机和2号主机的挤出料的分量来控制速度,使内外壁能够紧密的结合,不会出现分层。在做直管时,成型机会在不同的时候速度有一些变化,同时,做波纹管扩口时,会让1号主机和喂料电机以及2号主机和喂料电机变速,在扩口完成后,再由原来的速度开始做第二根管。
应用方案
AC780变频器拖动55KW的主机,让主机做恒速运动,在适当的时候变速,变速结束后,回到原来的速度继续恒速运行。
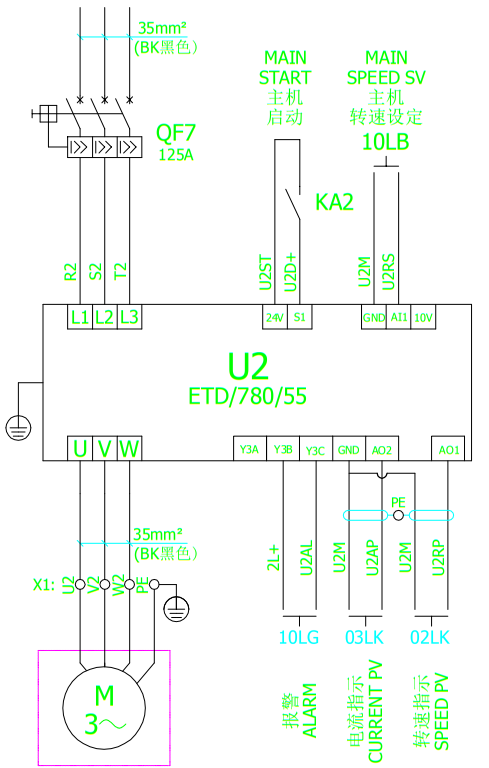
P001:1 端子命令通道(走MODBUS则改为2)
P002:1 量化模拟量输入AT1
P008:0 无速度传感器矢量控制
P010:0 预设频率为0
P011:10 电机运行加速时间(一般为10,需看现场实际情况)
P012:10 电机运行减速时间(一般为10,需看现场实际情况)
P111:90% 电机运行时的电流负载基本在60%-80%,变速是会突然变大,所以需要设大一点;
P315:1 运行频率 P316:2 输出电流,然后将P013设定为2,启动变频器,让其自整定;
ETD AC780变频器在正常运行中,能够恒速运行,并且可快速响应,完全满足工艺要求。


审核编辑:汤梓红
-
变频器在塑料扣扳机上的应用2024-01-17 1113
-
塑料挤出机远程监控与远程维护上下载解决方案2023-11-01 1656
-
基于PLC控制的塑料挤出机远程监控系统2023-05-17 1806
-
PFA管挤出机械设备2022-12-27 628
-
挤出机PCB的资料分享2022-08-26 1758
-
挤出机减速机轴承室磨损如何修复2021-07-19 1149
-
微能变频器在塑料机械上有什么样的作用2020-08-15 3105
-
塑料挤出机头模型与塑料挤出模具的设计与制造2017-11-17 985
-
变频器在薄膜制袋机中的应用2017-09-08 1548
-
专业大功率挤出机电磁节电改造厂家2017-06-09 2097
-
微能变频器在塑料机械上的作用2017-01-16 3451
-
科姆龙kv2000系列变频器在挤出机械上的应用2009-12-29 1017
-
PLC在挤出机温度控制中的应用2009-06-01 568
-
交流变频器在机械传动中的应用2009-04-06 566
全部0条评论

快来发表一下你的评论吧 !
