

松下NPM贴片机使用DGS制作bad mark教程
电子说
描述
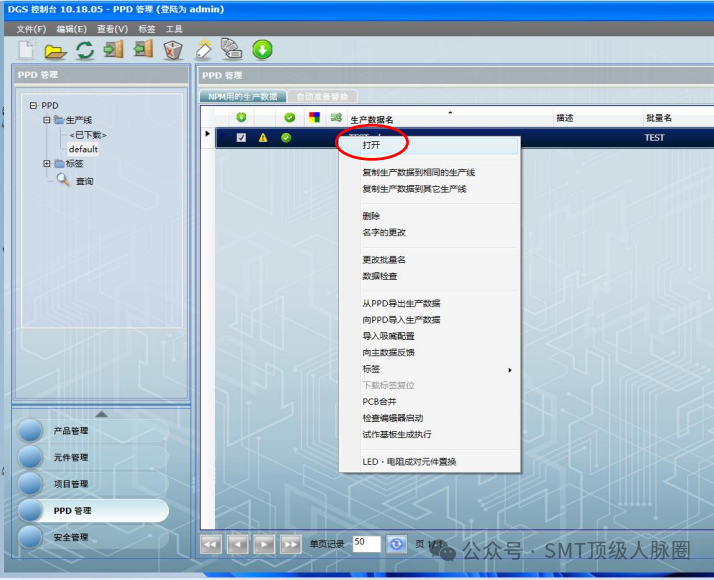
1.PPD管理中打开程序
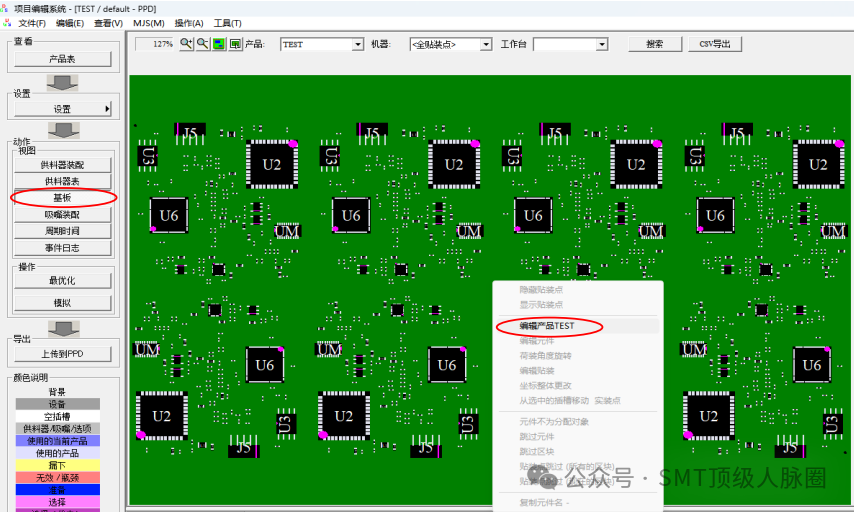
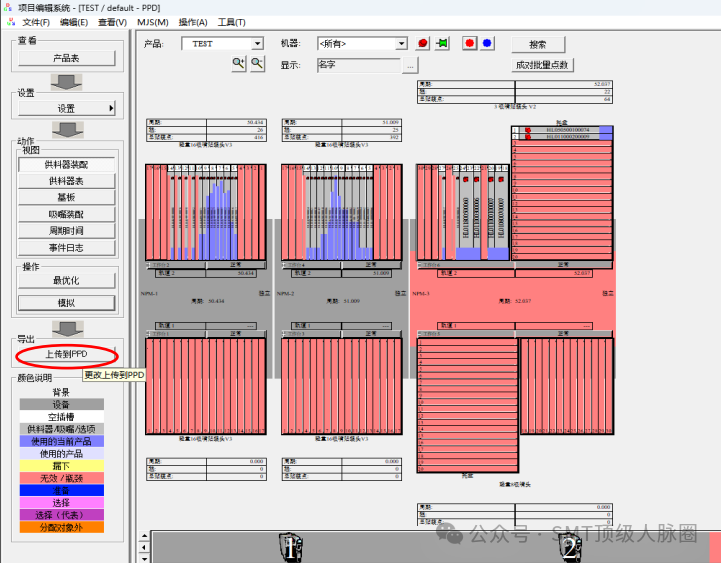
2.项目编辑系统中打开基板并切换进入产品编辑器
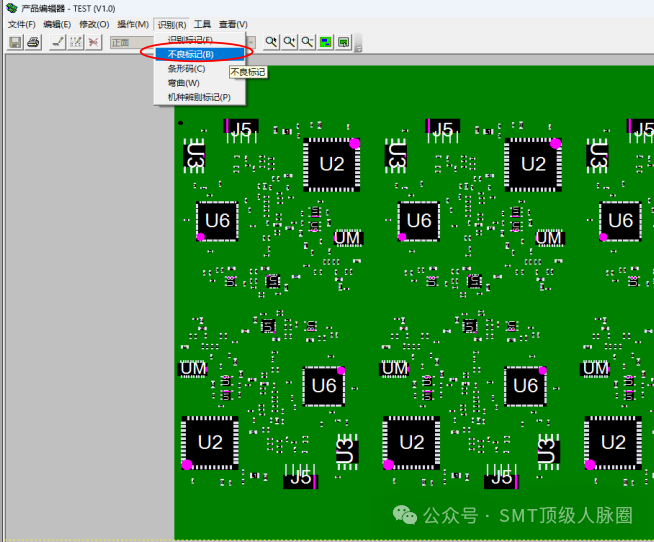
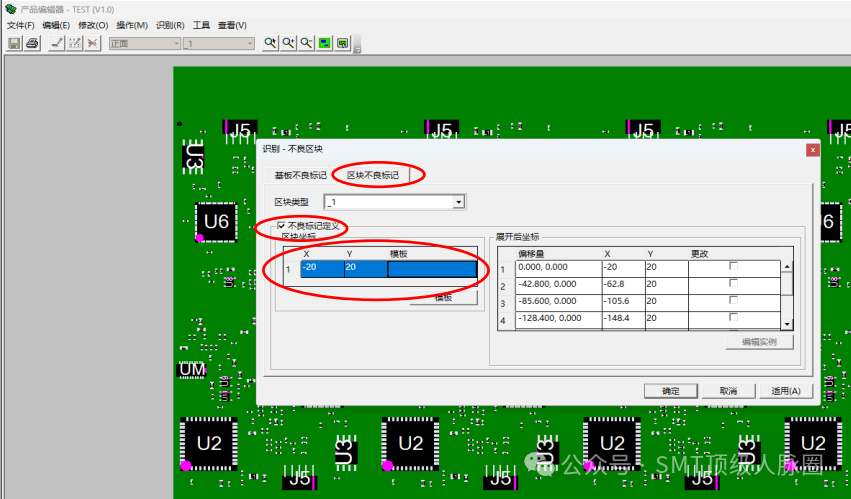
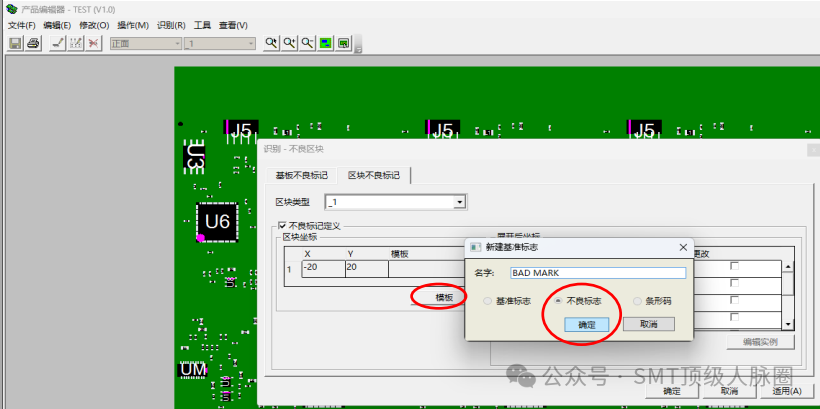
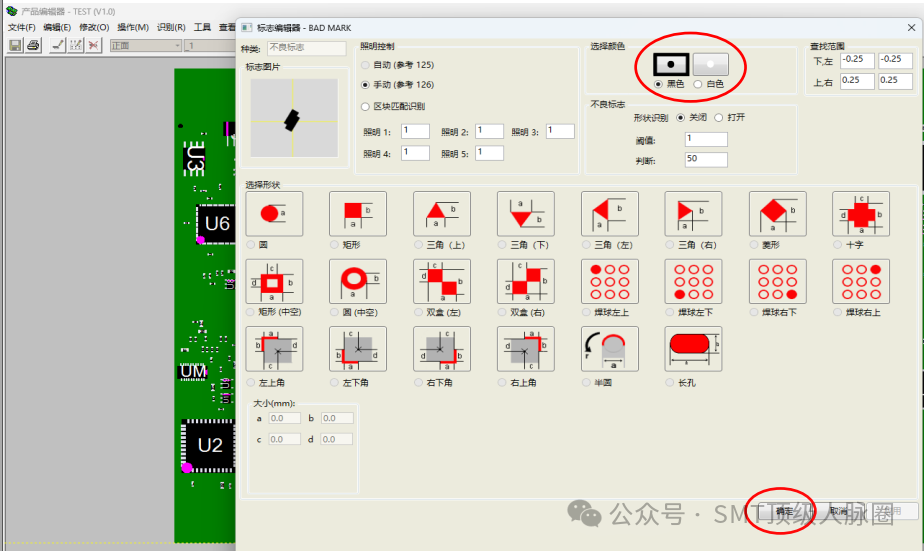
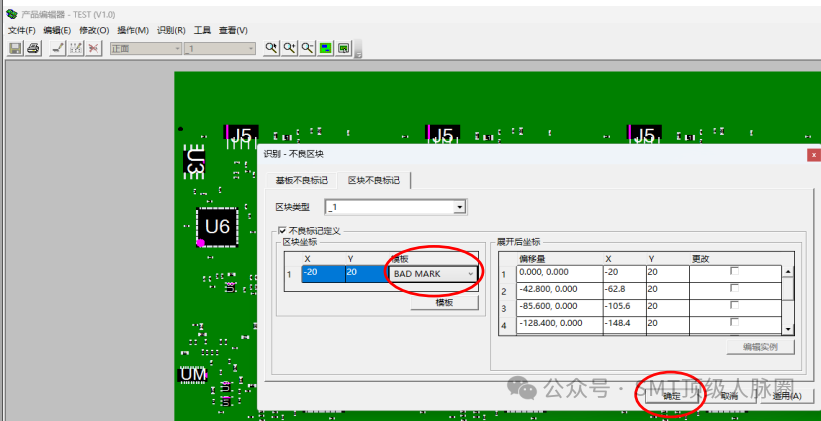
3.产品编辑器里识别选项中打开不良标记进行设定
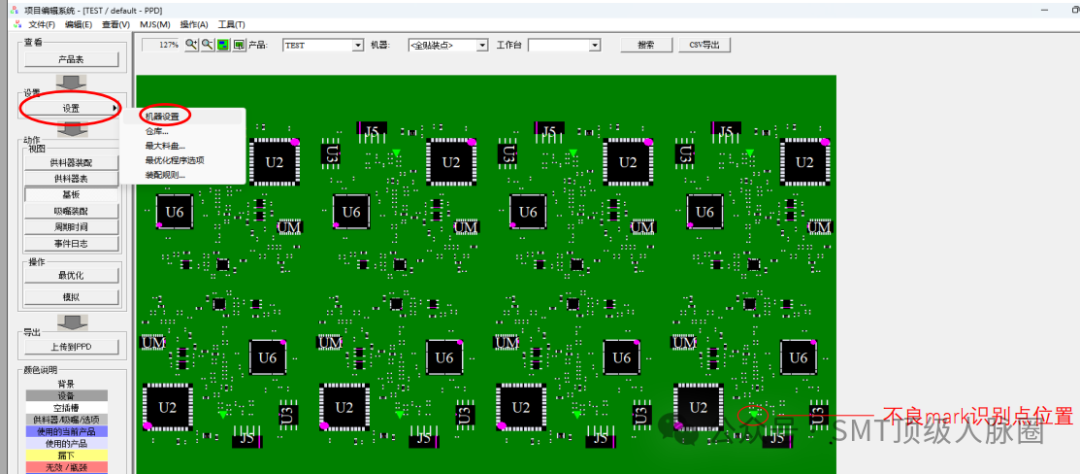
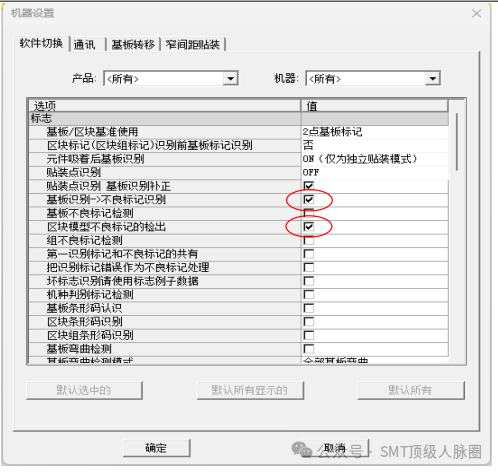
4.项目编辑系统里-设置-机器设置-软件切换-勾选(基板识别-不良标记识别) &(区块模型不良标记的检出)

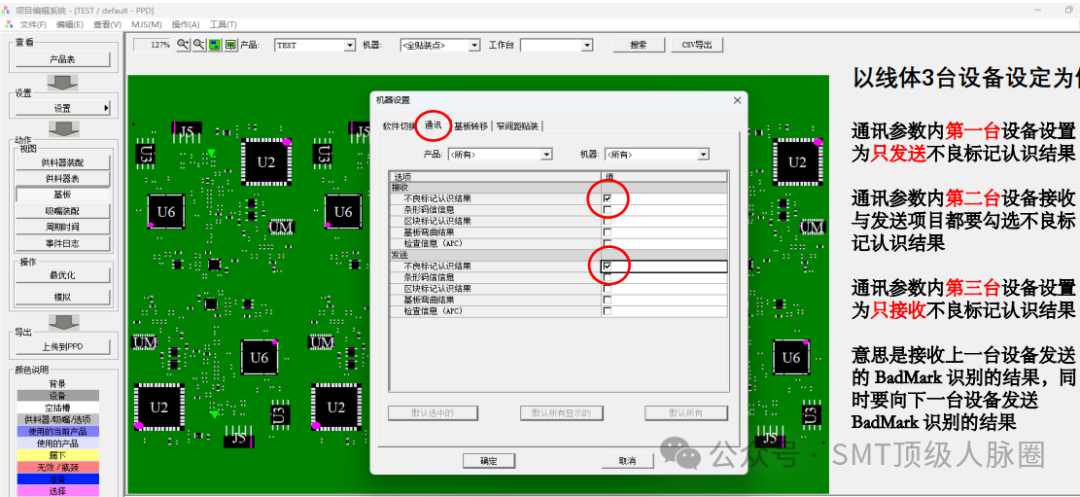
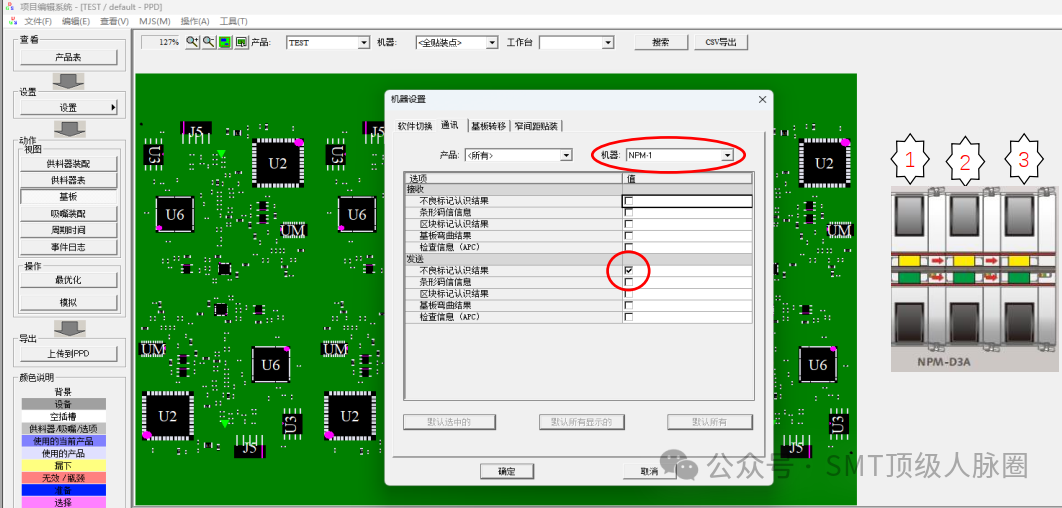
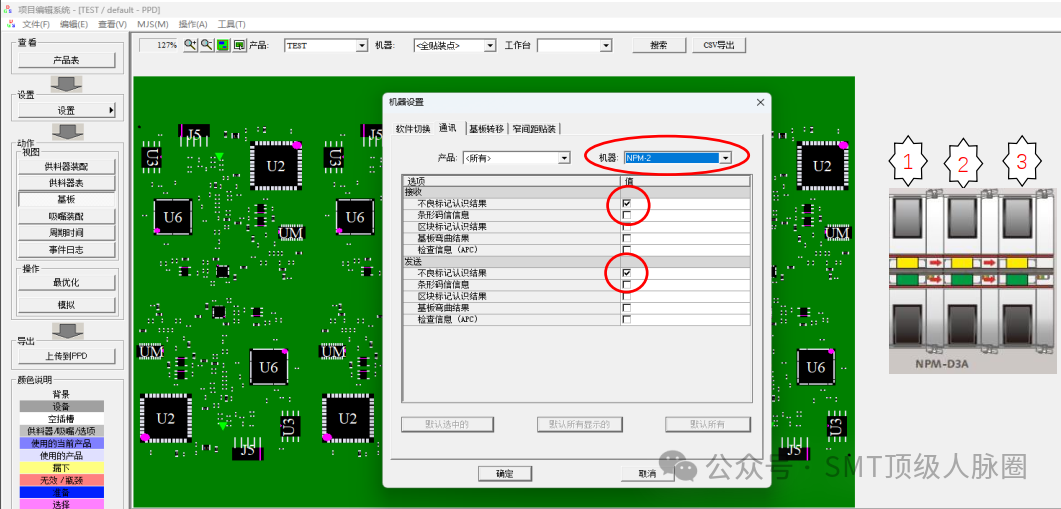
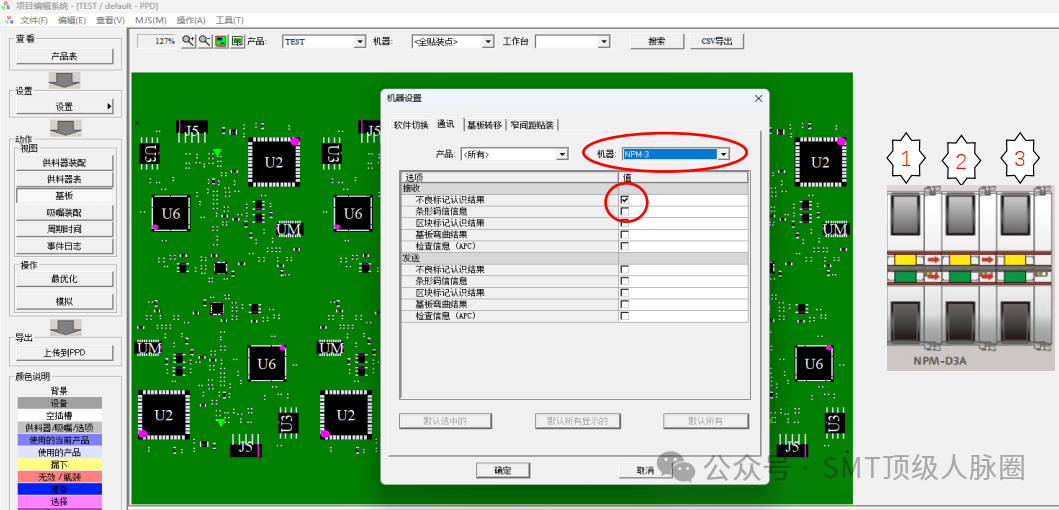
5.项目编辑系统里-设置-机器设置-通讯-勾选(接收-不良标记认识结果) &(发送-不良标记认识结果)
6.保存程序并上传PPD&NPM设备示教不良标记的调试确认
NPM设备示教不良标记的调试确认

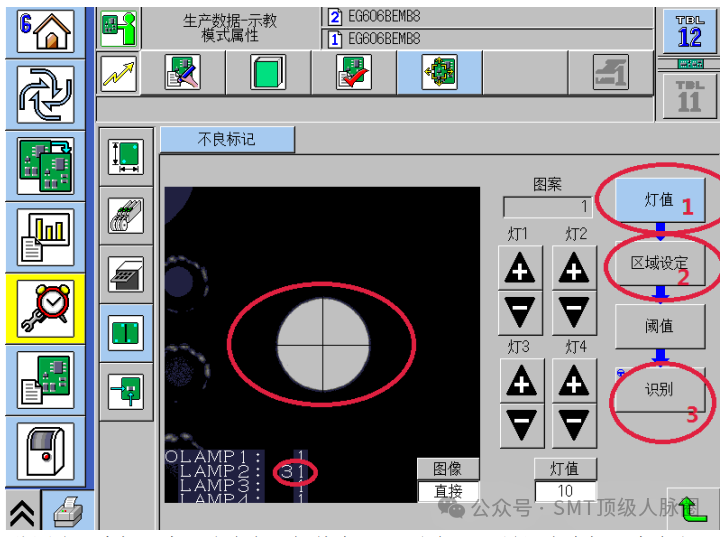
此图为正常标记点,为白色,灯值在 30-60 之间,区域设定在标记点中心
位置,区域大小为标记点的 1/4 大小即可,识别结果显示 OK 即可
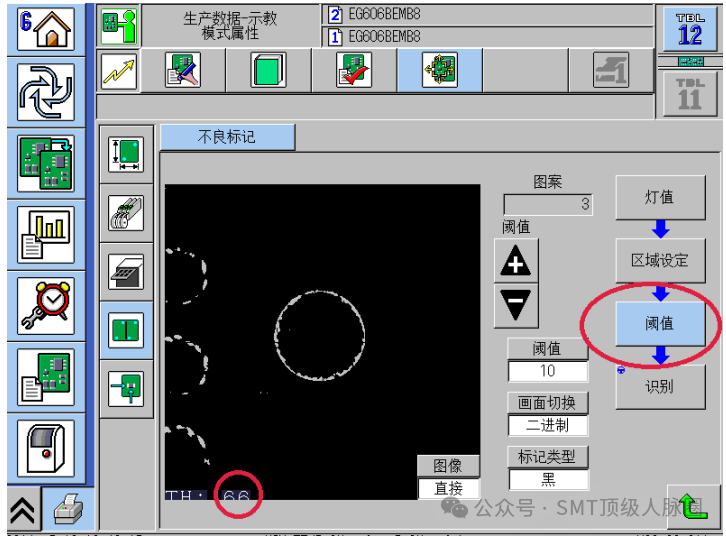
此图为坏板标记点,为黑色,阀值在 180-210 之间,区域设定在标记点中心位置,区域大小为标记点的 1/4 大小即可,识别结果显示 NG 即可。坏板标记点要进行阀值调整。
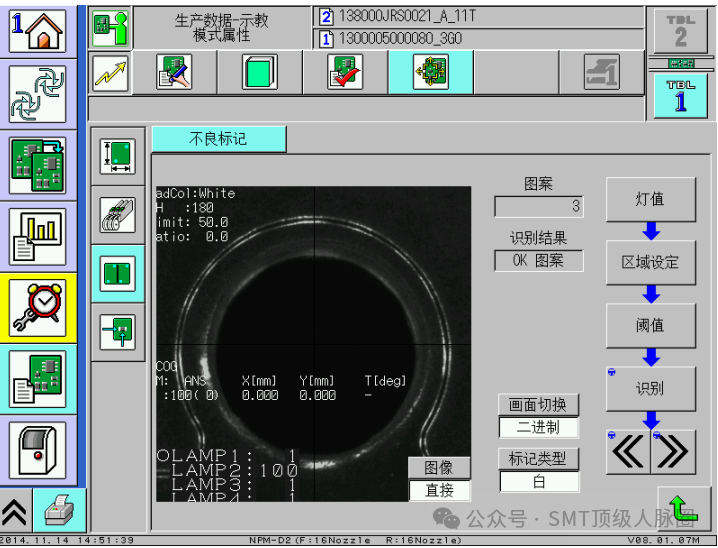
好板识别后结果会显示“OK 图案”
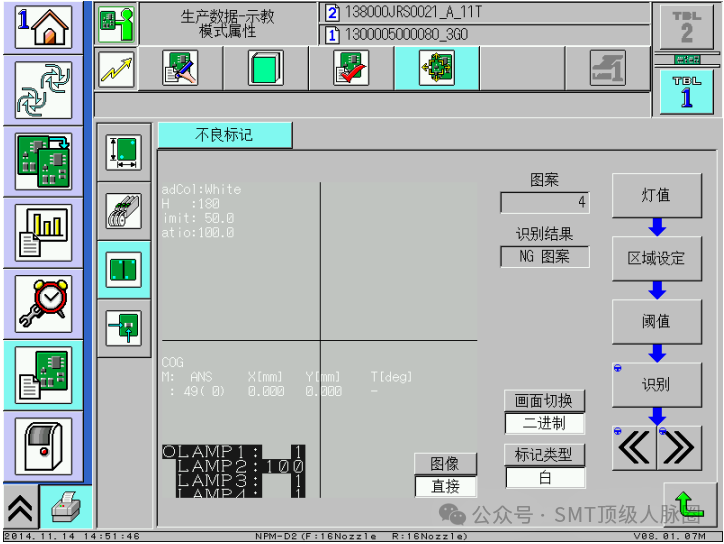
坏板识别后结果会显示“NG 图案
最终的坏板识别后结果会显示“NG 图案”

方法一:
进入程序后点击”设置“----” 机器设置“后打开” 基板识别-不良标记识别) &(区块模型不良标记的检出) ;然后模拟上传,机台返回主画面再开关即可
打开坏板识别有两种方法:
方法二:
点击”生产数据“---” 修正开关“后选择”软件开关“,打开”不良模式标记检测“即可;每台机都需要进行此步骤
1、注意 DGS 程序内设备之间接收与发送选项勾选。
2、示教标记点时注意标记点区域大小,尽量不要太大,标记点 1/4 大小即可。
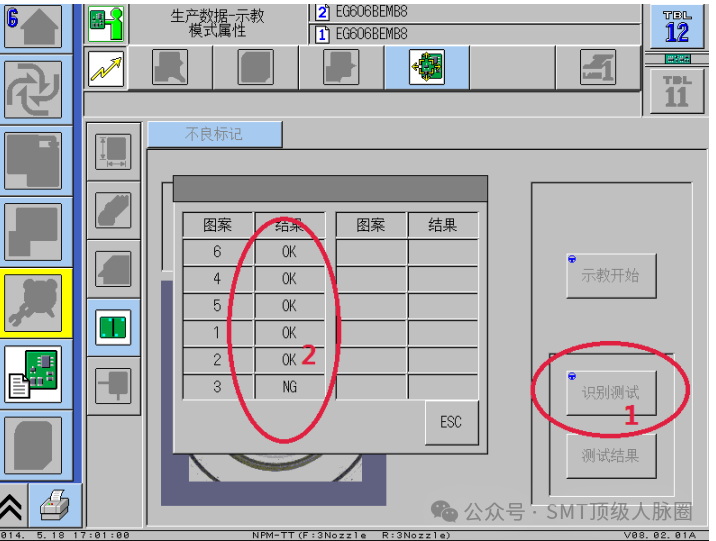
3、示教标记点时注意灯值与阀值对比对,注意查看识别测试结果。
4、印刷作业员涂黑坏板标记点时全部覆盖标记点并大于标记点,(使用黑色标记笔涂黑坏板标记
点,标记点上笔油完全晾干)。
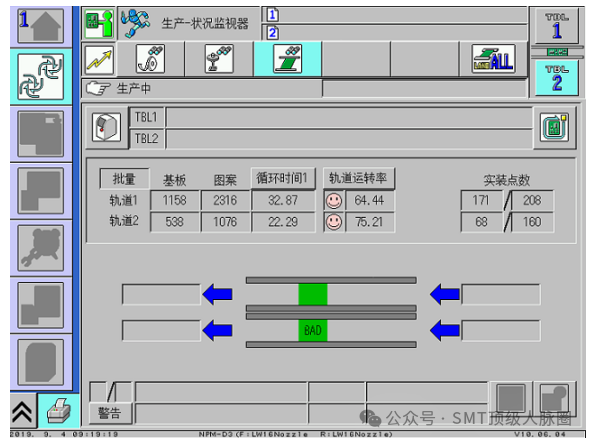
5、开始生产时对第一台设备标记点识别时进行观察,设备是否进行标记点识别,贴装完毕后对
贴装后的基板进行检查,是否贴装正确。
审核编辑:汤梓红
-
 jf_94685880
2024-03-20
0 回复 举报按步骤操作后,机器切程序生产为什么一直报基板信息传递失败是为什么 收起回复
jf_94685880
2024-03-20
0 回复 举报按步骤操作后,机器切程序生产为什么一直报基板信息传递失败是为什么 收起回复
-
 jf_11506874
2024-03-07
0 回复 举报大哥,有没有处理异常的图片 收起回复
jf_11506874
2024-03-07
0 回复 举报大哥,有没有处理异常的图片 收起回复
-
SMT贴片机出租2011-06-22 2485
-
全国各地收购雅马哈YS12贴片机,YS24贴片机,YSM20贴片机2020-09-11 1292
-
松下贴片机有哪些型号_松下贴片机型号大全2018-04-02 28612
-
贴片机的作用2018-12-13 17025
-
贴片机MARK检测不通过的原因及对应的解决方法2020-03-16 11516
-
贴片机:国产贴片机or二手贴片机2020-05-11 3592
-
进口贴片机与国产贴片机之间的区别是什么2020-11-10 4241
-
NPM贴片机是什么牌子,简单介绍NPM贴片机的相关信息2020-11-22 8068
-
中速贴片机和高速贴片机的区分方法是什么2021-01-16 3741
-
松下贴片机的基本操作教程是怎样的2021-02-04 10065
-
NPM贴片机 板卡资料图详解2021-10-11 1848
-
松下贴片机NPM常见报警处理方法2023-06-28 27280
-
如何选购贴片机2023-08-18 2496
-
松下贴片机与国产贴片机全面对比:选型指南与技术分析2025-11-13 1919
-
松下NPM-W2贴片机:为高效生产而生的精密制造利器2025-11-25 1632
全部0条评论

快来发表一下你的评论吧 !
