

EMS能效管理平台降低铜电解单耗的应用
电子说
描述
EMS能效管理平台降低铜电解单耗的应用
安科瑞电气股份有限公司 上海嘉定 201801
摘要:电单耗是铜电解生产的一项重要技术经济指标。重点介绍了某冶炼厂电解车间通过使用安科瑞EMS能效管理平台监测到电流效率、电解槽电压等参数间关系变化,之后采用提高电流效率、降低电解槽电压、优化生产作业流程等措施降低阴极铜电单耗的一些生产实践。
关键词:电单耗;阴极铜;电流效率;槽电压;EMS;能源管理;
0引言
2015 年初,某冶炼厂为了进一步降低成本,要求各车间持续优化生产指标。在厂电解生产中,电力消耗占阴极铜生产可控成本的近 60%。因此,降低吨铜电耗是降低生产成本的重点工作。
1、影响吨铜电耗的因素
在铜电解过程中,采用铜阳极炉产出的阳极板为阳极,以种板工序生产的始极片作为阴极,以硫酸铜溶液作为电解液,在通以直流电的工艺条件下,阳极的金属铜溶解,形成二价的铜离子,经电子迁移在阴极上放电析出,从而与杂质分离,形成高纯度的金属铜。
铜电解的直流电单耗计算公式如下:
W = (V×103)/(1. 1852 × η)
其中,W— 直流电单耗;V— 槽电压;η— 电流效率 。
由上式可知,直流电单耗与槽电压成正比,与电流效率成反比。因此,降低直流电单耗措施从降低槽电压和提高电效率两方面来着手。
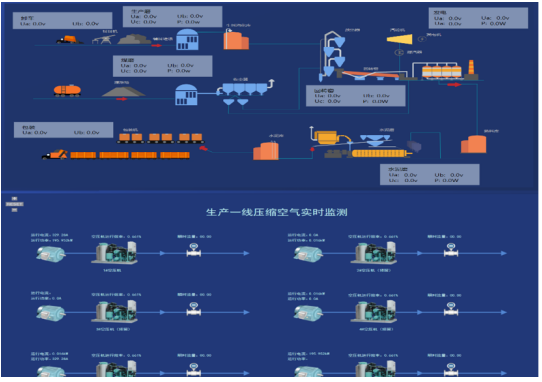
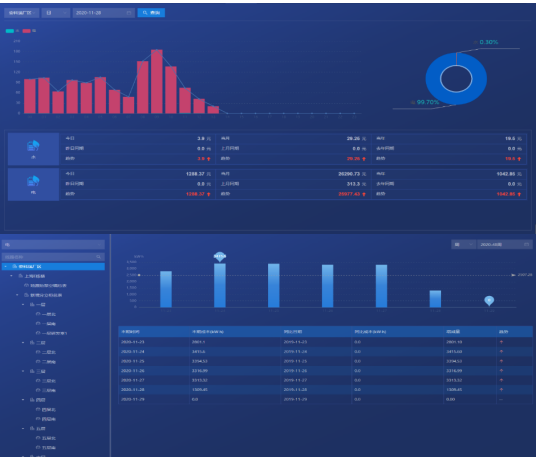
在应用中,通过安科瑞EMS能效管理平台监测槽电压,计算电流效率等功能,自动计算出直流电单耗。

2、降低槽电压
2.1调整电解液酸浓度
安科瑞EMS系统监测到适当提高电解液中含硫酸量,可以使电解液导电性增加,降低电解液电阻,从而降低槽电压。高酸低铜的电解方式可有效降低电解液的电阻,但是,在酸高时,会降低硫酸铜的溶解度,导致硫酸铜从溶液中析出,引起阳极钝化。另外,由于厂产出的阳极板中铋元素含量较高,在电解过程中,如果酸度过高,会将导致部分金属铋未能充分沉降,而黏附在阴极上,使得阴极铜质量下降。经过探索和安科瑞EMS系统多次的监测记录,将电解液中的硫酸含量控制在170 ~185 g/L 为较佳条件。
2.2清洁接触点
保持接触点清洁,可以降低接触电阻,从而降低槽电压。1) 安科瑞EMS系统监测到当电解时间较长时,接触点处会有硫酸铜析出,使接触条件变差,接触电压会升高,造成铜棒温度升高而氧化,在表面形成氧化膜,使得电阻增加,接触电压升高。针对这种情况,采用直接冲水,可以清洗在接触点处析出的硫酸铜,改善接触条件,杜绝了铜棒氧化膜的形成,从而明显地防止槽电压升高。2)由于出铜时,行车起吊残极及阴极铜从槽面上经过,残极及阴极铜上的残余电解液会滴落在槽面上,其中的硫酸铜会在导电排上,造成附着物增加,仅用水冲,不足以保持清洁,所以,又增加了一道酸洗工序。通过长期实践发现,上述两种方式,可以有效保持接触点清洁,降压效果明显。

2.3及时查补残极
安科瑞EMS系统的长期监测数据表明,与新阳极板相比,残极槽电压平均高出 0. 02 ~0. 04 V 左右,主要由于残极的阳极面积减小,使得阳极电流密度增加;同时,残极的阳极泥层加厚,电阻增加。针对以上问题,各生产班组都成立了残极查补班组,专门负责槽面残极的更换,采用脚踩、手掂、眼观、表测等多种方法,确保及时更换每一块不合格的残极。
2.4调整槽温
提高电解液温度,可以加速电解液中的离子扩散,降低浓差极化。经试验,通过安科瑞EMS系统监测,电解液在 60 ℃时的导电率几乎为 25 ℃时的2. 5 倍;在50 ~60 ℃时,温度每升高 1 ℃,电解液电阻约减少 0. 7% 〔4〕 。但是,升高槽温会增加蒸汽消耗,也影响车间作业环境。经实践,对原先的电解槽温范围60 ~65 ℃进行了调整,在夏季,适当提高了槽温下限,调整为 62 ~65 ℃;在冬季,槽温调整为 64 ~67 ℃。
2.5控制电排发热
导电排和导电总排的发热均会引起电阻升高,增加电耗。安科瑞EMS系统实时监测导电排和总排温度,发现温度异常,及时报警,提醒维护人员采取紧固螺栓或用酒精清擦,除去污渍,改善接触条件,以降低电耗。

3、提高电流效率
3.1减少漏电
电解液循环管道全部使用 PVC 塑料管,槽体与梁柱之间用绝缘皮隔开,绝缘效果较好。主进液管道、回液管道、溜槽全部采用吊环悬吊式固定,基本杜绝了电解槽对地漏电现象。
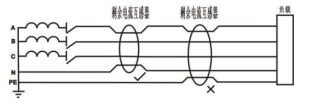
(1)剩余电流继电器应用介绍
剩余电流继电器是由剩余电流互感器来检测剩余电流,并在规定条件下,当剩余电流达到或超过给定值时,使电器的一个或多个电气输出电路中的触点产生开闭动作的开关电器。
下面介绍三种常见的漏电情况:
防直接接触电击需要采用I△n≤30mA的高灵敏度的RCD。
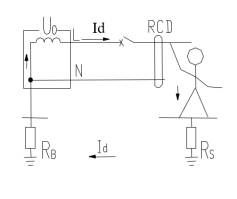
防间接接触电击可采用I△n大于30mA的中灵敏度的RCD。
防火RCD需采用4极或2极RCD。
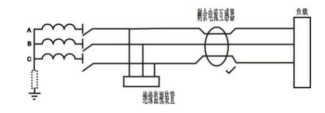
对于IT系统,按规定采用剩余电流继电器。为防止系统绝缘降低和作为二次故障后备保护,依据接线型式,采用类似 TT 或 TN 系统的保护措施。首先应采用绝缘监视装置,预测一次故障。
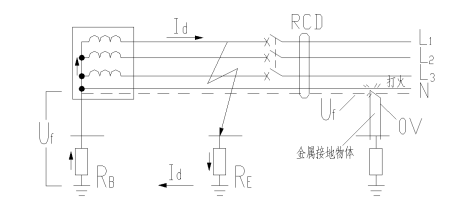
对于TT系统,推荐采用剩余电流继电器。因为当发生单相接地故障时,故障电流很小,且较难估计,达不到开关的动作电流,外壳上将出现危险电压。此时N线穿过剩余电流互感器。
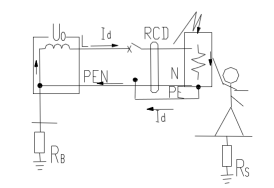
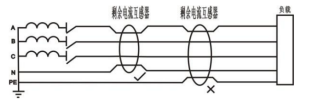
对于TN-S系统,可采用剩余电流继电器。更快速灵敏切断故障,以提高安全可靠性,此时 PE 线不得穿过互感器,N 线穿互感器,且不得重复接地。
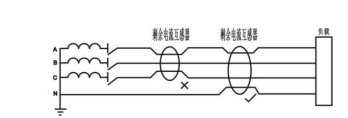
对于TN-C系统,不能采用剩余电流继电器。因为 PE 线和 N 线合一,若 PEN 线不重复接地,当外壳带电,互感器进出电流相等,ASJ拒动;若PEN线重复接地,部分单相电流将流入重复接地,达一定值后,ASJ 误动。 需将TN-C系统改造成TN-C-S系统,同TN-S系统,再将剩余电流互感器接入TN-S系统中。
(2)安科瑞电气ASJ产品简介
安科瑞电气ASJ系列剩余电流继电器能够满足上述几种漏电情况的防护,与遥控跳闸开关联用,及时切断电源,防止间接接触、限制漏电电流。也可以直接作为信号继电器,监控电力设备。特别适用于学校、商厦、工厂车间、集贸市场、工矿企业、国家重点消防单位、智能大厦与小区,地铁、石油化工、电信及国防等部门用电的安全保护。
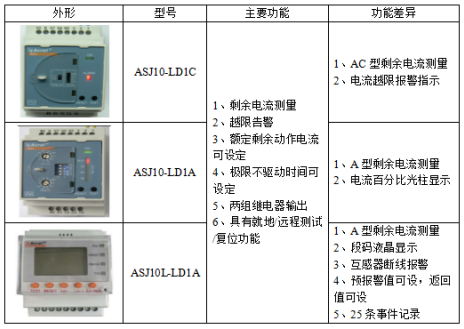
ASJ系列产品主要有两种安装方式,ASJ10系列为导轨安装,外形和功能如下表所示:
ASJ20系列为面板安装,外形和功能如下表所示:
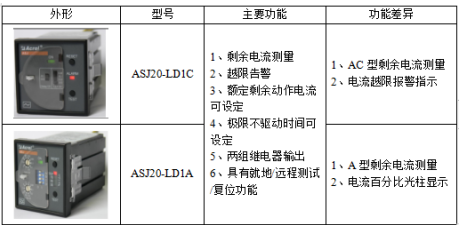
其中AC型和A型剩余电流继电器的区别是:AC型剩余电流继电器是对突然施加或缓慢上升的剩余正弦交流电流能确保脱扣的剩余电流继电器,主要监测正弦交流信号。A型剩余电流继电器是对突然施加的或缓慢上升的剩余正弦交流电流和剩余脉动直流电流能确保脱扣的剩余电流继电器,主要监测正弦交流信号和脉冲直流信号。
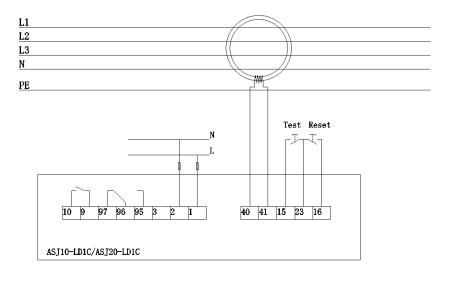
仪表具体的接线端子和典型接线如下所示:
3.2减少短路
(1)在电解过程中,阳极板的物理外观是造成短路的一个重要原因,阳极板上的飞边毛刺、板面弯曲都有可能造成阴、阳极接触,形成短路。阳极校正岗位明确要求除去飞边、毛刺。板面有鼓包、大小耳扭曲、不一致的阳极板挑出,全部放在电解槽头、槽尾,以减少短路率。
(2)对始极片采取分类使用,将种板生产第 4 ~6d 产出的较厚、易加工成形的始极片加工后,用于生产槽中空间较小的新阳极之间,其它较差始极片用于阳极板尾板。
(3)保证装槽时阴、阳极板平行正对,从而减少生产中出现肥边铜造成短路。
(4)实行零短路交接班制度。
(5)限流式保护器产品介绍
ASCP系列电气防火限流式保护器是安科瑞专门为了保护低压配电线路中短路、过载等问题研发,可以有效克服传统断路器、空气开关和监控设备存在的短路电流大、切断短路电流时间长、短路时产生的电弧火花大,以及使用寿命短等弊端,当发生短路故障时,能以微秒级速度快速限制短路电流以实现灭弧保护,从而能显著减少电气火灾事故,保障使用场所人员和财产的安全。
保护器可广泛应用于学校、医院、商场、宾馆、娱乐场所、寺庙、文物建筑、图书馆、档案室、会展、住宅、仓库、幼儿园、老年人建筑、集体宿舍、电动车充电站及租售式商场商铺、批发市场、集贸市场、甲乙丙类危险品库房等各种用电场所末端干、支路的线路保护。
保护器主要有两个型号适用于地下商场用电监控,ASCP200-20D是简易型保护器,主要适用于额定电流20A以下的照明和插座回路。ASCP200-40D是功能型保护器,主要适用于额定电流40A以下的插座和其他用电回路。两种型号保护器均采用导轨安装,可以与空气断路器并排安装。

(6)限流式保护器功能介绍
短路保护功能。保护器实时监测用电线路电流,当线路发生短路故障时,能在150微秒内实现快速限流保护,并发出声光报警信号。
过载保护功能。当被保护线路的电流过载且过载持续时间超过动作时间(3~60秒可设)时,保护器启动限流保护,并发出声光报警信号。
表内超温保护功能。当保护器内部器件工作温度过高时,保护器实施超温限流保护,并发出声光报警信号。
通讯功能。保护器具有1路RS485接口,Modbus-RTU协议。可以将数据发送到后台监控系统,实现远程监控。
ASCP200系列标配以上四个功能,ASCP200-40D功能型还包含过欠压保护功能,线缆温度监测功能,剩余电流监测功能,选配无线通讯方式,支持4G、NB-IoT。
(7)限流式保护器产品应用
所有的末端设备可以通过有线或者无线的方式接入到电气火灾监控主机,主机设置在地下商场的消控室,消控室也可以布置智慧消防云平台,监控所有接入的消防设备,云平台可以采用网页访问,也支持手机APP查看数据和报警。
4、结语
针对我厂的电解工序自动化不高的现实情况,通过安科瑞EMS系统实时监测,采取多种降低槽电压方式,包括调整酸浓度、清洁接触点、提高槽温等以及多种提高电流效率的措施,能够显著降低阴极铜的电单耗,创造出大极板生产电铜的电单耗较优指标。为企业在复杂的市场经济条件中赢得一定的生存空间。也可以为其它铜冶炼厂的电解生产提供一定的借鉴作用。
审核编辑 黄宇
-
合理利用能效管理平台规避能耗超限电价加价机制2021-11-08 1063
-
电解铜是什么_电解铜是做什么用的_电解铜价格走势2017-12-17 32980
-
安科瑞EMS能效管理系统在铜电解厂生产管理的应用研究2022-09-09 1768
-
安科瑞EMS能效管理平台降低铜电解单耗的应用2023-01-05 1269
-
Acrel-EMS企业微电网能效管理平台在某食品加工厂35KV变电站应用2023-02-20 1678
-
EMS企业能效管理平台,集团综合能耗集中式管理2023-03-30 1817
-
【节能学院】Acrel-EMS企业微电网能效管理平台在某食品加工厂35kV变电站应用2022-12-12 1494
-
安科瑞数据中心能效管理系统:提升能效,降低运营成本2023-11-07 1798
-
EMS企业微电网能效管理平台在某食品加工厂35KV变电站应用2024-01-30 2394
-
AcrelEMS能效管理平台—全面用电管理,助力双碳目标2024-02-19 1003
-
智慧水务能效管理平台-为污水处理的能效管理提供科学、精细的解决方案2024-04-18 1711
-
安科瑞能效管理监测云平台2024-12-18 951
-
企业微电网能效管理平台2025-05-21 846
-
安科瑞 EMS2.0 微电网能效管理系统助力工业工厂管理2025-05-27 1075
-
EMS储能管理平台解决方案2026-02-11 562
全部0条评论

快来发表一下你的评论吧 !
