

卧式木工带锯机中的变频器技术应用
工业控制
1288人已加入
描述
一、设备工作原理
木工带锯机是环状带锯条张紧在两个锯轮上,环状带锯条由电动机通过锯轮带动,作连续切削运动,木料的进给可以采用手动,也可以采用跑本或滚筒进行自动进给。
二、设备加工工艺及变频控制方案
1、其工作过程为:跑车工作台以一定的速度运行一段距离,此速度通常是慢速行进,由PLC给变频器启动和多段速信号,变频器带动跑车工作台电机以低速行进;当锯条进至木头大概5公分左右的位置后,PLC给变频器高速运行信号,加快工作台行进速度,待锯条锯到木头的末端后,锯架上升一段距离后,跑车工作台由快速变慢速回到原先的工作位置,此过程由PLC给出开关量信号,变频器执行多段速运行。工艺要求设备跑车可自动和手动选择运行。
2、变频器接线图
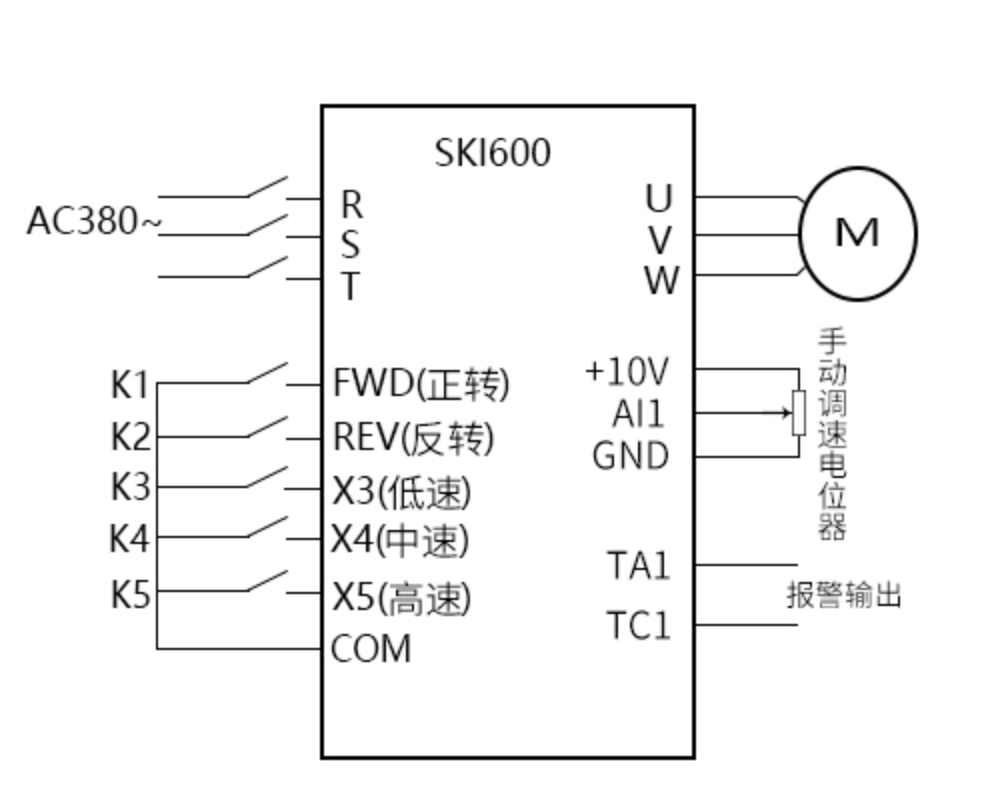
3、变频器参数设置
| 参数代码 | 功能描述 | 设定值 | 设定值解释 |
| F0.06 | 运行命令通道选择 | 1 | 端子运行命令通道 |
| F0.07 | 频率源选择 | 3 | 模拟量AI1设定 |
| F0.15 | 最大输出频率 | 100 | 最大输出频率100Hz |
| F0.16 | 上限频率 | 100 | 上限频率100Hz |
| F0.19 | 加速时间 | 1 | 加速时间为1S |
| F0.20 | 减速时间 | 1 | 减速时间为1S |
| F7.02 | 输入端子X3功能 | 15 | 多段速选择1 |
| F7.03 | 输入端子X4功能 | 16 | 多段速选择2 |
| F7.04 | 输入端子X5功能 | 17 | 多段速选择3 |
| F9.07 | 多段速频率1 | 90 | 第1段速90Hz |
| F9.08 | 多段速频率2 | 35 | 第2段速35Hz |
| F9.10 | 多段速频率3 | 3 | 第1段速3Hz |
| FC.23 | 多段速优先级使能 | 1 | 多段速优先 |
三、SKI600系列变频器技术特点
1、三科SKI600系列变频器是基于DSP的高性能矢量变频器,实现高速高性能控制,通过对电机磁通电流,实现了对电机的快速响应和准确控制,可以高精度进行宽范围的调速运行和控制。
2、频率设定方式多达10种,输出频率最高可达3000HZ,而且可以通过A频率源选择和B频率源选择多种方式进行切换。
3、三种启动方式可根据不同的设备工艺进行选择,稳速精度能达到小于等于0.5%的额定同步转速,速度控制稳定度能达到小于等于0.2%的额定同步转速, V/F曲线有多达5种,独特的多点V/F曲线让扭力提升更稳定、高效。
审核编辑:黄飞
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
PWM与PAM在变频器中的应用2024-06-26 5097
-
什么是变频器中的制动?制动电阻在变频器中有什么用?2024-02-02 3624
-
变频器电流跟踪原理 变频器电流跟踪原理的应用2024-02-01 2493
-
变频器在卧式木工带锯机上的应用2023-02-09 2099
-
变频器在绳锯机上的应用2022-10-26 1364
-
智能制造中木工机械发展趋势怎样2021-10-28 3002
-
低压变频器的常见应用领域2021-02-14 7292
-
abb变频器变频器工作原理变频器维修,变频器技术转让-深圳市2016-05-24 1964
-
变频器基础及应用2016-03-04 2042
-
中压变频器及应用综述2009-07-18 3633
-
变频器应用中的干扰及其抑制2009-07-05 841
-
PLC在木工带锯机中的应用2009-06-18 1200
-
艾默生CT PLC与变频器在卧式钢球研球机的应用2009-06-12 1376
全部0条评论

快来发表一下你的评论吧 !
