

影响辊压机效率和精度的因素
电子说
1.4w人已加入
描述
辊压机
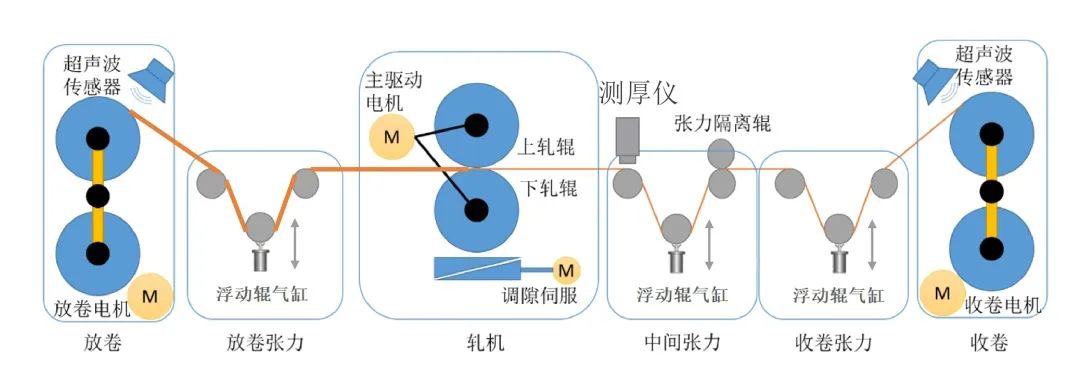
辊压机结构简图
影响辊压机效率和精度的因素
1、张力波动
卷径计算,恒张力控制,收卷锥度控制
稳定的张力是实现高精度辊压的前提,张力不稳很容易造成辊压后极片断带。
2、辊压厚度
调隙伺服,压力大小
辊压间隙会影响电池极片纵向形状平直程度,左右间隙不一致会造成电池极片纵向以辊径长度为周期产生波浪形或瓢曲。
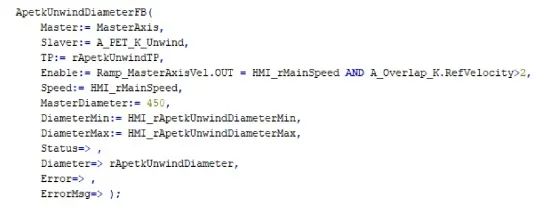
提升卷径计算精度
张力稳定是保证轧制精度的基础。
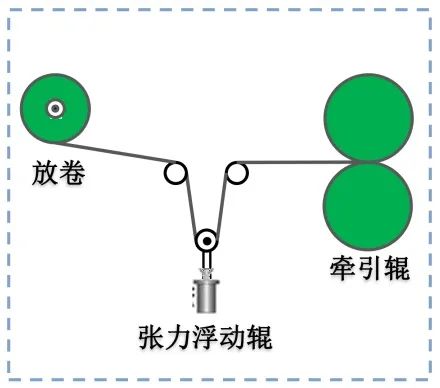
卷径计算模型:
时刻1:牵引辊角度L1,放卷角度U1
时刻2:牵引辊角度L2,放卷角度U2
放卷卷径=( L2-L1 )*牵引辊直径/(U2-U1)
为确保角度差值稳定,采用多次计算平均值的方式。
提升整线张力稳定性
张力稳定是保证轧制过程中不断带的基础。
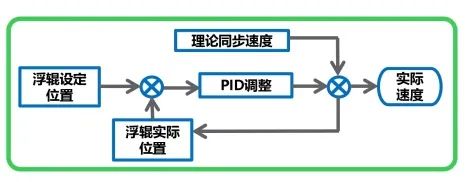
①张力调整模型为:
线速度=主轴同步线速度+PID调整结果
②速度,位置双闭环
③根据调试效果,确定MV上下限范围,防止调节过大,造成张力波动过大
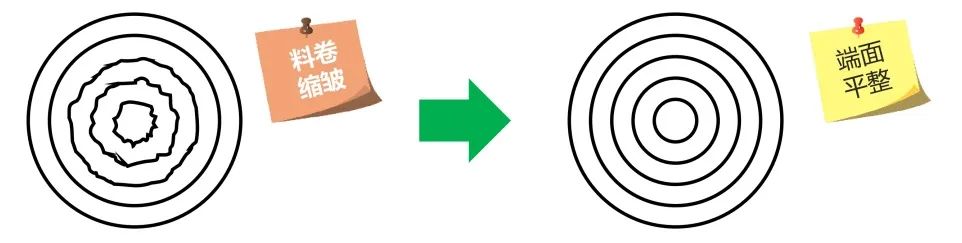
提升收卷端面平整度
张力锥度控制:
在收卷系统中,随着卷径的增大,使卷料张力逐步减小的控制称为锥度张力控制;
锥度控制可使收卷膜的内层收得较紧,而外层的膜收得较松,从而使卷料膜的层与层之间不打滑,防止材料卷绕时卷得过紧及卷料卷绕歪斜。
收卷锥度控制,根据产品不同分为两种方式可选
1、收卷张力随收卷卷径变大根据锥度系数线性变小(双曲线特性)
2、设定直径区间,收卷张力根据当前卷径所处区间变化(描点实现)
审核编辑:黄飞
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
辊压机轴径磨损修复可解决能耗高、效率低的问题2021-03-26 1043
-
辊压机轴颈磨损的修复方法2021-04-26 1080
-
辊压机轴承位磨损的修复方法2021-05-17 693
-
辊压机轴头磨损如何修复2021-05-26 732
-
辊压机锥度轴轴头磨损原因及修复方法2021-05-28 1398
-
辊压机轴承位磨损原因及修复方法2021-06-09 1254
-
如何修复辊压机轴磨损问题2021-08-12 817
-
辊压机轴磨损修复教程2022-01-13 764
-
辊压机轴如何修复?案例说明2022-03-03 649
-
辊压机轴的修复问题一览2022-09-02 660
-
在线维修辊压机轴磨损怎么操作2022-11-08 570
-
辊压机轴颈磨损如何修复2023-02-23 459
-
辊压机轴承位磨损修复工艺2023-03-22 393
-
辊压机轴磨损的原因及修复资料2023-09-05 440
-
辊压机轴磨损是如何修复的2024-02-18 372
全部0条评论

快来发表一下你的评论吧 !
