

带您回顾端子压接的历史
描述
自飞行和早期推进系统出现以来,电导体就被用来在整个飞机上传输信号。随着航空旅行的发展,对这些系统中使用的线束和连接器的要求也在不断提高。
随着汽车、航空航天、医疗设备、工业设备等领域的快速进步,对电气系统的要求也越来越高。现代设备中集成了越来越多的电气元件和功能,这导致了线束中电线和电缆的数量和类型大幅增加。这种复杂的布线需要连接器、端子、电线、光纤和其他需要精密工具的技术。
时间线
20世纪40年代所有端子均采用焊接
1953年 AMP 推出压接筒端子
1957年 Cannon兄弟尝试使用带有压接筒的机加工端子
1960 Buchanan 推出带棘轮的 4 凹口压接工具(参考号:MS3191)
1961年 波音采用民兵计划的ML-C-26500标准
1963 MS3191-1作为第一个压接工具标准发布
1965 年 Daniels Manufacturing 公司推出 MS3191-4。
1969 年 MIL-T-22520 发布并注明日期,以取代所有以前的规范
1974 更改为 MlL-C-22520,添加斜线表
1996 更改为 MIL-DTL-22520
2016年至今 完成SAE AS22520变更
压接:过去和现在
第一个多针连接器通过将导体焊接到不可拆卸的端子来端接。然而,高温应用和对简单可靠的现场服务的需求导致了具有可拆卸端子的连接器的引入。它们被压接到导体上而不是被焊接。
第一个用于压接这些新端子的标准压接工具于六十年代初推出。MS3191-1 是一份军事图纸,定义了该工具及其配件。
MS3191-1 采用四压痕压接模式以及控制压头行程(压接深度)的正止动定位器。
MS3191-1 设计是操作简单性和压接性能之间的折衷方案,因为任何给定端子的压接深度都无法调整以适应要压接的导体的不同直径。然而,它适合那个时代的压接连接器。一种改进的工具设计具有独立可调的压接深度,很快就推出了 MS3191-4。
MS3191-4 具有完全独立于定位器的内部调节功能,允许选择七个独立的压接深度,从而可以对 AWG 12至26范围内的导体进行最佳压接,而不管触点的线筒尺寸如何。MS3191-4 还引入了使用双头压头来生产八个压痕压接图案,该图案始终实现卓越的拉伸拉断值和机械性能。
MS3191-4 引入了包含三个定位器的转塔头的概念,无需将其中任何一个定位器与基本压接工具分开即可使用。
1969 年,制定了两种压接工具的军用规格来取代现有的军用图纸。它们是 MIL-T-22520C(海军)和 MIL-T-83724(美国空军),它们定义了与 MS3191-4 类似的标准尺寸压接工具,但具有扩展的八步压接深度范围。这些规范还定义了一种微型压接工具,用于压接小至 AWG 32 的导线。两个文件于 1971 年合并为 MIL-C-22520D。随后取消了所有以前的压接工具军用标准,包括 MS3191。该列表包括凹口压接工具、端子接线片压接工具、气动工具、同轴电缆压接工具和其他专用压接工具的规格。
MIL-DTL-22520 制定了单一规范,规定了军用标准电气连接器上使用的所有压接工具的性能要求。这消除了由于大量不相关的军事图纸而引起的许多不同“标准”压接工具的重叠应用所带来的浪费和混乱。
压接概念
压接作为一种电气连接方式,在电子和电气行业中有着广泛的应用。它通过压力将金属筒与导体紧密地结合在一起,确保端子或接触端能够牢固地连接到电导体上。
要实现令人满意的压接效果,导体、压接筒和工具的选择与组合至关重要。导体需要具有良好的导电性和机械强度,以承受工作时的电流和机械应力。压接筒则需要具有足够的弹性和塑性,以便在压力作用下能够与导体紧密结合,形成牢固的连接。
当使用正确匹配的工具时,所建立的接头具有良好的电气和机械特性。该工具将一致、可靠地满足这些要求,并通过质量周期控制工具确保可重复性。
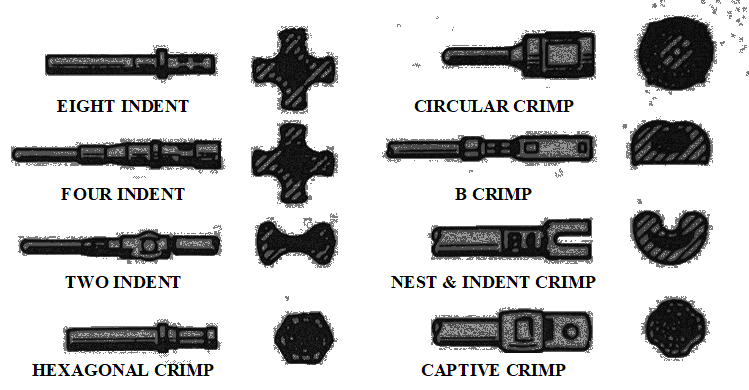
压接接头有几种常见的配置;下面显示了几个例子。
正确设计和控制的压接接头的电阻应等于或小于同等截面电线的电阻。规范规定了指定电流下毫伏压降的要求。
压接接头的机械强度及其拉拔力(拉伸强度)随所施加的变形而变化(即工具的压接模具决定压接配置和变形)。因此,通过适当地塑造变形,可以获得高拉拔力。工具中的模具决定了完整的压接配置,这通常是接触件和/或连接器设计的一个要素。
一些设计考虑因素包括:
a) 触点类型、其尺寸、形状、材料和功能,
b) 要容纳的电线的类型和尺寸,
c) 必须构建配置的工具类型。

-
线束的端子压接状态判断方法2019-09-07 5784
-
端子压接的5个常见问题及解决方案2022-07-11 5557
-
连接线端子压接的目的和工艺过程2022-07-13 7186
-
端子压接典型位置和术语2022-08-10 10756
-
汽车线束端子压接设计基本原则 端子压接技术介绍2022-09-14 2925
-
浅谈压接端子的标准和压接不良2022-10-12 9883
-
影响端子压接性能的因素有哪些2022-10-13 3836
-
影响压接端子性能的因素2022-12-27 1635
-
汽车压接端子的要求2023-01-05 3343
-
端子压接注意事项 端子压接理想和现实的差距分析2023-07-20 1515
-
压接端子介绍2023-07-31 10334
-
高压接头压接端子详细步骤2023-08-08 5626
-
汽车线束常用端子压接类型2023-10-24 7265
-
端子压接工艺与实践技术指南2024-01-25 3620
-
旗型端子的压接目标与缺陷2024-10-28 1736
全部0条评论

快来发表一下你的评论吧 !
