

电子封装用金属基复合材料加工制造的研究进展
描述
共读好书
盖晓晨
成都四威高科技产业园有限公司
摘要:
在航空航天领域中,金属封装材料被广泛应用,对其加工制造工艺的研究具有重要的意义。近年来,金属基复合材料逐渐代替传统金属材料应用于新一代的航空航天电子封装领域中,对金属基复合材料的加工工艺进行优化,是满足新一代电子封装产品需求的关键。对传统封装金属和金属基复合封装材料加工制造的研究及应用现状进行阐述,分析金属基复合封装材料的加工难点,并对该领域未来的发展进行展望。
1 序言
在航空航天领域中,电子封装产品需具有气密性好、不受外界环境因素的影响、可靠性高等特点。由于在各种形式的封装中,以微波组件为主的金属封装产品具有上述特性,因此在航空航天领域中,金属基封装材料被大量使用。近年来,由于封装材料向高导热、高强度、低密度的方向发展,金属封装材料由合金向金属基复合材料的方向发展,因此金属封装材料的加工难度也随之增加。为了满足封装组件结构复杂、高精度等要求,对电子封装用金属基复合材料加工制造工艺的研究具有至关重要的意义。
本文对传统金属封装材料和金属基复合封装材料的加工制造现状进行阐述,总结电子封装用金属基复合材料切削加工的研究成果,并分析目前仍存在的难点,为后续电子封装用金属基复合材料的加工制造的发展提供参考。
2 电子封装用金属及其复合材料简介
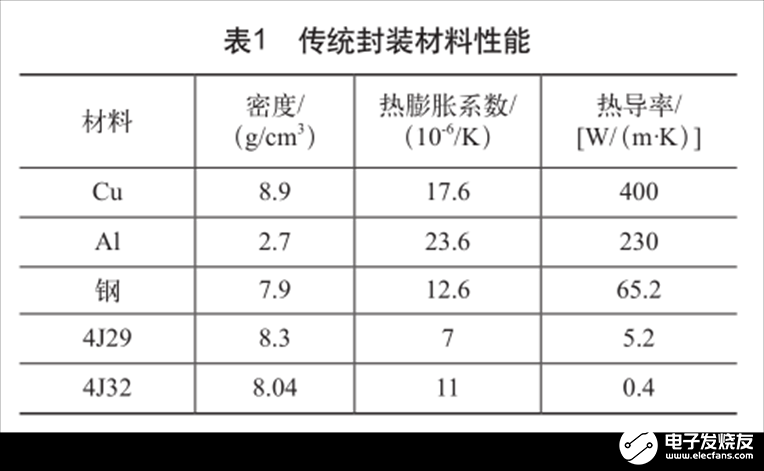
传统的封装金属材料有铝合金、铜合金、钢及可伐合金等,其性能见表1。理想的封装材料必须满足以下基本要求:与芯片材料和基板材料相匹配的热膨胀系数(3×10 -6 /K~7×10 -6 /K),高的热导率,综合的力学性能以及低密度 [1] 。可见传统封装金属材料均存在热导率、热膨胀系数等不理想问题。
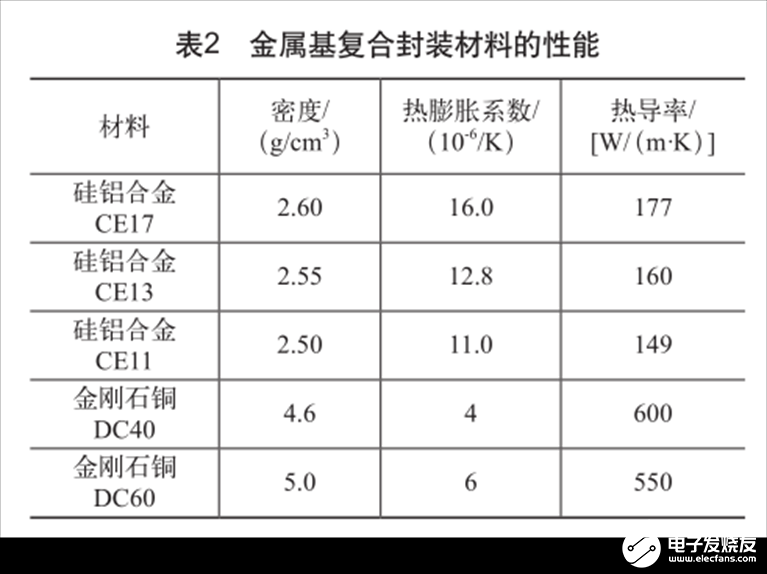
随着航空航天的电子装备向高功率、高密度、小型化、轻量化及高可靠性的方向发展,对封装材料的性能也提出了更高的要求,传统的单一金属封装材料已难以满足电子封装的综合性能需求。如将金属材料与其他材料复合,则材料性能大大提升,因此金属基复合材料得到越来越广泛的应用。金属基复合材料有很多种,作为封装的主要有铜基复合材料和铝基复合材料,目前应用较广泛的有高硅铝合金(SiC/Al复合材料)和金刚石/铜、金刚石/铝等金属基金刚石复合材料。金属基复合封装材料的性能见表2。可见其封装性能较传统金属封装材料有极大提升。
3 传统金属封装材料加工制造的现状
微波组件腔体的特点为结构复杂、精度较高、螺纹和小孔数量较多及毛刺要求严格等。传统的电子封装金属材料有铝合金、铜合金和可伐合金等,其中铝合金和铜合金为易加工材料,加工难度小,加工工艺成熟稳定;可伐合金硬度较高、耐磨、不易切削,虽有加工难度,但加工工艺也较为成熟。
针对加工难度较大的可伐合金,首先应提升刀具耐磨性,如使用硬质合金涂层刀具;避免在工件上垂直下刀,加工外形时侧面进刀,加工内腔时折线进刀或螺旋进刀以减小刀具磨损;使用在线刀具测量系统保证及时换刀。其次减少加工过程中的刀具振动,避免对零件精度造成影响,如装夹时尽量缩短刀具的悬伸量;因微波腔体内圆角较小,加工内圆角时需降低进给速度,避免因刀具直径小而发生振颤。此外,可采用超声振动等辅助手段提升切削精度和表面质量 [2] 。
4 硅铝合金加工制造的研究现状
随着新一代的航空航天电子装备对产品轻量化、高功能密度等要求越来越高,硅铝合金在航空航天微波组件中的应用越来越广泛。但其加工工艺尚未像传统金属封装材料一样成熟,只有部分技术能力较强的企业具有稳定加工的能力。硅铝合金因其成分、微观结构等原因,材料脆性较高。
硅铝合金加工难点如下:加工过程中材料易崩边、有裂纹,尤其在棱边、棱角、通孔底部等部位易发生脆断;刀具磨损严重,加工效率低;螺纹加工难度大,丝锥易断裂。
因此解决上述难点是硅铝合金切削加工的关键技术,加工关键点如下。
(1)刀具的选用及使用 针对硅铝合金复合材料的高脆性特点,选择铣削刀具时应考虑刀具的耐磨性、硬度及导热性,其中耐磨性最为重要。因此涂层刀具、PCD刀具适用于硅铝合金的加工。
在实际加工中,需根据加工成本和加工效果,综合分析确定铣削刀具,由于PCD刀具使用成本较高,限制了其广泛使用,因此涂层刀具在硅铝合金的加工中应用最为广泛。近年来学者对不同涂层的刀具切削硅铝合金展开了研究。LIANG等采用PCD、纳米金刚石涂层和K68硬质合金刀具对A390硅铝合金进行切削试验,结果表明,纳米金刚石涂层刀具的耐磨性与PCD相当,且其加工的工件表面粗糙度等于或优于PCD刀具 [3] 。湖南科技大学的张深圳等人总结了各种改善涂层沉积工艺的刀具的性能,得出MCD/NCD和无氢DLC涂层刀具在高温下拥有高硬度、低摩擦因数等特点,在切削硅铝合金时表现出优异的性能,被认为是最有潜力提高硅铝合金可加工性的刀具 [4] 。
(2)切削参数的设计 切削加工参数对加工表面质量具有直接影响,硅铝合金这类新型金属合金材料,对其切削加工参数进行研究意义重大。南京航空航天大学的程磊等人通过正交铣削试验并采用响应曲面法建立刀具寿命、表面粗糙度、切削力模型,分别得出最低成本和最高加工效率下的加工参数 [5] 。西华大学的余宗宁等人,以正交试验法为基础,通过有限元仿真软件对TiAlN涂层铣刀铣削CE11高硅铝合金的过程进行虚拟仿真分析,并通过试验验证主轴转速n=1800r/min,每齿进给量f z =0.08mm/z,铣削宽度a e =2mm,背吃刀量a p =2mm为获得最优表面粗糙度的工艺参数 [6] 。ZHOU等通过有限元仿真模型优化参数并通过试验验证,得出PCD刀具切削ZL109硅铝合金的最佳切削参数为:切削速度v=320m/min,背吃刀量a p =0.1mm,进给量f=0.1mm/r [7] 。
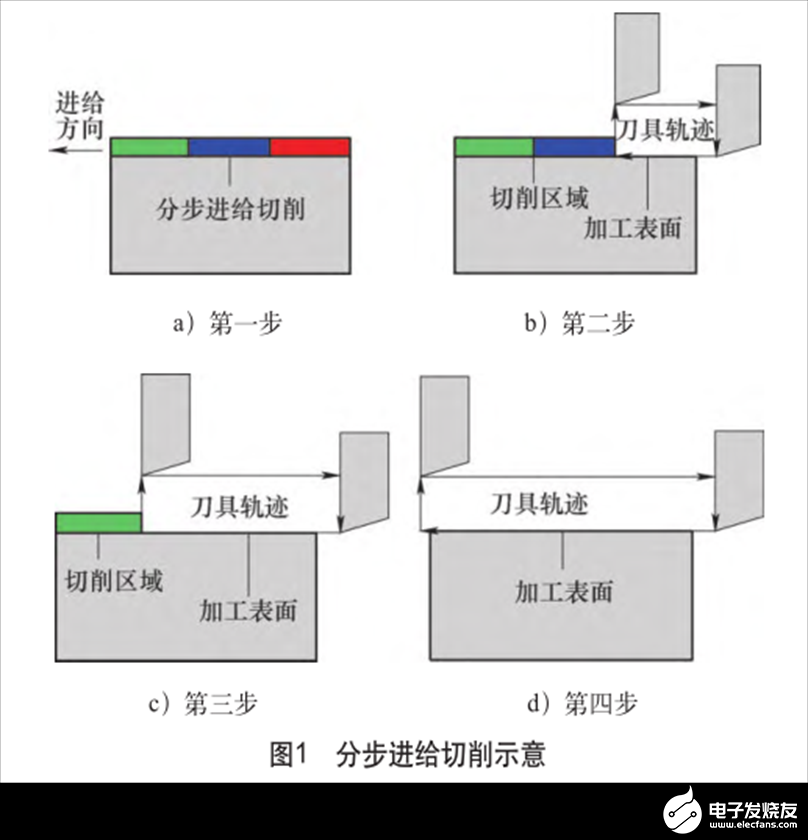
(3)加工工艺的优化 合理规划切削路径、改进切削方法、利用辅助手段等加工工艺的优化也是获得高质量零件的重要因素。为避免加工中在棱角处产生崩边,我公司高键等研究了崩边产生的机理,分析出切削加工的进刀和出刀阶段是导致出现崩边的关键阶段,得出在设计切削路径时应尽量避免刀具侧刃与工件的接触,而应多采用刀具底刃与工件接触的方式的结论 [8] 。SUN等提出正反向精加工与分步进给切削加工的方法(见图1),并通过试验表明分步进给切削加工和正反向精加工与普通切削加工相比表面质量更高 [9]。BAI等采用超声辅助对硅铝合金进行了车削加工,超声辅助改变了刀具和材料中硬质颗粒的相互作用,降低了硬质颗粒在工件表面的犁削作用,减少了表面划痕缺陷 [10] 。
(4)螺纹加工的设计 微波组件通常需加工螺纹,且螺纹规格较小,一般为M1.6~M3。针对硅铝合金高脆性及粉末状切屑的特点,加工螺纹易发生丝锥断裂、烂牙、螺纹有裂纹等缺陷,目前硅铝合金螺纹加工仍主要以钳工手工加工为主,效率较低。因此,研究在机床上实现螺纹的高质量、高稳定性加工,对提升加工效率具有重要意义。BHOWMICK进行硅铝合金的攻螺纹试验,分析出在高速切削条件下,切削温度高导致铝基体的软化,致使刀具表面产生粘结而失效 [11] 。电子科技大学的文磊通过硬质合金涂层钻头和丝锥对硅铝合金的螺纹加工展开研究,得出M1.6~M3螺纹加工的推荐工艺参数[12] 。
综上所述,硅铝合金的切削加工取得了一定的研究成果,但尚未形成成熟的应用,因其难加工的特性,与传统金属材料相比,距离形成普遍、稳定的加工能力仍有一段距离。未来,针对刀具尤其是丝锥,优化制备工艺,提升刀具的耐磨性,以及开发新型超硬材料刀具,仍是关键。另外,需继续深入运用有限元仿真技术,针对硅铝合金切削加工的仿真建模,开发更精准的仿真模型,对各项工艺参数进行进一步的优化,提升加工的质量和效率,力争攻克机床加工螺纹的难点。
5 金属基金刚石的生产制造研究现状
随着航空航天电子装备的持续换代提升,设备功率也持续加大,散热问题早已成为制约航空航天领域电子封装发展的重要因素。金刚石/铜、金刚石/铝等金属基金刚石复合材料因其高热导率、膨胀系数可控等优异的性能,在电子封装领域是极具前景的材料。目前金属基金刚石的制备方法有粉末冶金法、高温高压法、熔体浸渗法以及放电等离子烧结法等。金刚石和铜、铝的接触界面结合状况较差,在界面之间热阻较高,材料制备的关键是改善金刚石和铜、铝之间的界面问题,因此需要通过技术手段对两者界面进行改性,提升相互之间的浸润性。目前主要的界面改性手段有金刚石表面改性处理和金属基体的合金化处理 [13] 。
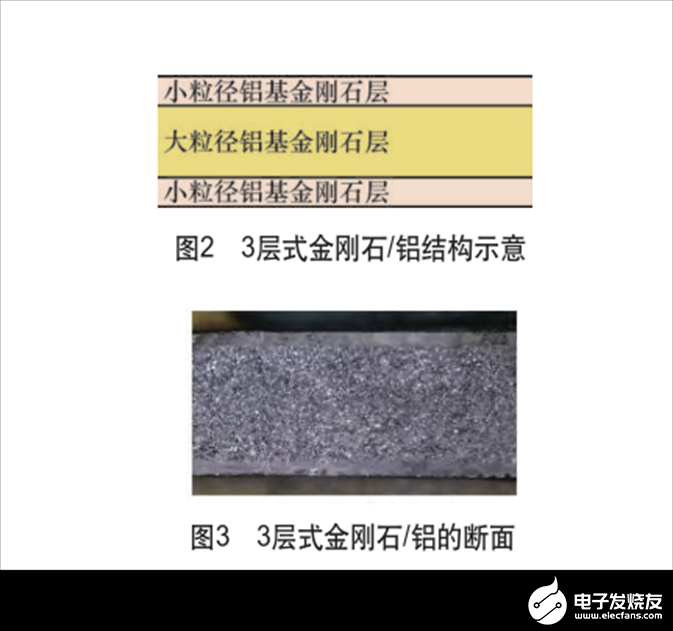
金属基金刚石因金刚石硬度较高而导致其后续加工困难,江南大学的胡熠闻对铝基金刚石的切削可行性进行了研究,得出大粒径铝基金刚石无法进行有效切削,小粒径、金刚石体积分数低的铝基金刚石在切削量不大的情况下,具备一定的切削性能;但小粒径、低体积分数的铝基金刚石导热性能有所下降,因此作者提出了一种3层式金刚石/铝的结构,中间为大粒径、高体积分数的金刚石/铝,上下表面的切削区域为小粒径、低体积分数的金刚石/铝,如图2、图3所示,保证热性能的同时使材料具备一定的可加工性 [14] 。
目前投入使用的金属基金刚石产品的结构通过材料成形直接实现,产品形状简单、尺寸有限且成本高昂 [15] 。为了满足电子封装的要求,需开发结构复杂、尺寸范围更广或具备可加工性的金属基金刚石复合材料。因此,降低制造成本、产品结构尺寸多样化和提升材料加工性能是今后的研究方向。
6 结束语
结合目前国内外关于金属基封装材料加工制造的研究和应用进展,以及航空航天领域对电子封装产品的需求,对今后的发展进行如下展望。
1)针对硅铝合金,应利用有限元技术,建立更深入、准确的切削仿真模型,为螺纹加工等各个难加工过程的刀具结构和工艺参数的优化提供理论支撑;进一步优化加工工艺,并改进加工工具,尤其是丝锥;开发新型超硬材料刀具、新的涂层材料及优化涂层工艺也是重要的研究方向。
2)针对金属基金刚石复合材料,需继续改进界面改善手段,提升材料的热学性能;对金属基金刚石复合材料的制备工艺进行改进和开发,获得更复杂、更广尺寸范围的产品结构以满足电子封装的结构需求,以及实现产品的可加工性,需在后续的研究中重点关注。
审核编辑 黄宇
- 相关推荐
- 热点推荐
- 电子封装
-
金属封装材料的现状及发展(下)2018-08-23 3166
-
电路板环氧树脂基复合材料的微小孔加工技术2018-09-10 2652
-
复合材料有限元仿真计算的应用方法相关资料分享2021-07-06 1935
-
锂离子电池合金负极材料的研究进展2009-10-28 4956
-
复合材料有哪些种类2019-06-03 29768
-
铝基复合材料制造过程_铝基复合材料的应用2021-01-14 10795
-
连续纤维增强陶瓷基复合材料研究与应用进展2023-05-18 5393
-
石墨烯增强铜基复合材料制备工艺及性能的研究进展2023-06-14 12332
-
PET/蒙脱土复合材料的增韧研究2022-03-03 1397
-
金属基TIM热界面材料研究进展2023-02-06 6524
-
TIM热管理材料碳化硅陶瓷基复合材料研究进展及碳化硅半导体材料产业链简介2023-05-06 4968
-
热沉用高导热碳/金属复合材料研究进展2023-12-21 3210
-
复合材料有哪些种类 复合材料有什么优点2024-02-02 4577
-
电子封装用金属基复合材料加工制造的研究进展2024-04-17 1647
-
高温环境下的材料竞争:聚酰亚胺复合材料与金属、陶瓷及传统树脂基复合材料的对比研究2026-03-11 869
全部0条评论

快来发表一下你的评论吧 !
