

用于氩弧焊机的电源系统解决方案
电源设计应用
描述
1 引 言
本文讨论的焊接电源是电弧焊机中的核心部分,是用来对焊接电弧提供电源的一种专用设备。现有的焊接电源存在引弧困难、电流控制精度低、电网电压波动大等问题。
本文主要研究内容的难点是:对焊接电流能够精确控制,焊接时保持焊接电流平稳,电弧挺度好,要求焊接电弧可以在焊接电流为1A~100A时稳定燃烧;在焊接过程中,能一边焊接,一边记录焊接电流值、电压值;高频引弧时,屏蔽对计算机及外界的干扰。
2 硬件设计
2.1 系统体系结构
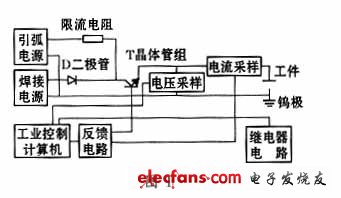
焊接电源系统的结构框图如图1所示
图1中的引弧电源和焊接电源都是由主电源经过变压、整流、滤波后产生的直流电源。图中晶体管组由多个晶体管并联而成,并带有驱动电路。
焊接设备的各组成部分作用如下:引弧电源部分在焊接引弧时提供高压,方便了顺利地引弧,串联限流电阻R防止引弧电源在焊接回路中产生大电流,此外,二极管D防止引弧时电流反向流经焊接电流;焊接电源为焊接回路提供大电流;晶体管组部分用于控制焊接电流;继电器电路部分输出开关信号,如高频发生器的通短等;焊接电流采样电路部分对焊接电流进行采样,输出到反馈电路,进行电流控制。
焊接电压采样电路对电弧电压进行采样,然后将采样值直接输入到计算机进行数据处理。图1中的焊接电流取样元件与焊接电压取样元件均采用霍尔器件。这种器件采用霍尔原理进行工作,所检测的对象与得到的信号完全隔离。这样,可以避免焊接电路中的强干扰信号传递到控制系统。
图1中的控制电路是一个带有反馈的闭环控制系统。这个反馈系统的输入值由计算机的数据处理板的D/A给出。输入值与焊接电流取样值相减后放大,然后通过电阻电容组成的滞后网络,再行隔离、放大后输出给晶体管的基极,利用深度负反馈原理得到稳定的焊接电流。由自动控制原理可知,当系统的开环放大倍数足够大时,系统的输入与输出相等,故,焊接电流能以足够的精度跟踪计算机给出的焊接电流给定值。
图1中的继电器电路用于控制继电器开关动作、反馈电路、工业控制计算机,由于与本文无关,故免述。
2.2 高频引弧电源的实现
国内外在解决自动焊接设备的引弧问题上已经做过很多有益的工作,有以下四种方法较为典型:
第一种方法是采用高频引弧。引弧时,让钨极末端与焊接表面之间保持一定的小间隙,然后,接通高频振荡器脉冲引弧电路,使间隙击穿放电而引燃电弧。这种方法比较可靠,且可防止焊缝产生夹钨缺陷,只是必须对这一强干扰源进行隔离或屏蔽,以防止高频放电对控制系统或计算机系统造成干扰和破坏。
第二种方法不用高频,但仍采取非接触引弧的方法。具体的做法是,在引弧开始时,利用辅助热源先对钨极进行加热,提高钨极的热电子发射能力,这样,钨极在较低的空载电压下能引弧成功。这种引弧方法需要一套较为复杂的辅助机构,使焊枪的结构复杂,也使焊接设备复杂程度有所增加。
第三种方法为间接接触引弧方法,即,在工件与钨极之间插入一个辅助电极,使其间接接触短路,以达到接触引弧的目的。
第四种方法是高压脉冲引弧,在钨极与工件之间加一高压脉冲,使两极间气体介质电离而引弧。
本文选用一种新型的高频引弧器,不仅起弧容易,而且对外界干扰小。高频引弧电路原理图见图2。
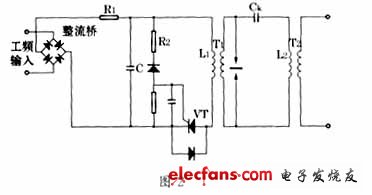
图2中,T1称为中频升压变压器,L2与T2组成火花放电器,T2为高频耦合变压器。为了说明这种新型高频引弧器的工作原理,可将其分为两部分,以T1为界,其左半部为中频脉冲发生器,右半部分为高频脉冲发生器。
中频脉冲发生器的主要功能是将工频正弦电压变换成中频脉冲电压。整流桥输出的整流电压经过R1对电容C充电,当充电电压达到稳压管的击穿电压时,晶闸管Vt迅速导通,于是,已被充电的电容C将与中频生压变压器T1的原边电感L1发生电磁振荡。当流过Vt的正向振荡电流小于它的维持电流时,Vt关断。于是,在L1上形成一个完整的脉冲电压。这时,由于Vt关断,整流桥输出的整流电压再次通过R1对C充电,当充电电压再次达到稳压管的击穿电压时,Vt再次导通,于是,已再充电的C将再次与L1发生电磁振荡。同样,当流过Vt的正向振荡电流再次小于它的维持电流时,Vt再次关断。于是,在L1上又形成一个完整的脉冲电压。依此类推,这样的过程将不断地进行下去,于是,在L1上便得到了幅值为稳压管的击穿电压的中频脉冲电压,其频率和脉宽主要由稳压管的击穿电压、L1、C、R1等决定。
高频脉冲发生器的主要功能是在中频脉冲的作用下输出高频电压。由中频发生器产生的中频脉冲电压经中频升压变压器T1的升压,将通过高频耦合变压器T2的原边电感L2对电容Ck快速充电(因时间常数L2×C3很小),当充电电压达到火花放电器的放电电压(由火花放电器的电极材料和空气隙大小而定)时,便发生火花放电。火花放电器的空气隙接近电性短路状态。于是,已充电的Ck将通过火花间隙和L2发生能量交换,而在回路里形成高频的电磁振荡。再经T2耦合,即可输出高频高压,其频率主要由L2和Ck决定。
这种高频振荡器具有以下优点:中频升压器取代工频升压变压器,使其体积、重量、铜损、铁损均可显著下降,从而提高效率;电网电压波动对其影响小,引弧速度快,引弧可靠性高。
2.3 焊接电源的实现
由于弧焊电源的电气特性和结构不同于一般的电力电源,它的负载是电弧,弧焊电源必须适应电弧负载的特性,因此,弧焊电源需具备工艺适应性,应满足下列弧焊工艺对电源的要求:保证焊接规范;保证电弧稳定;具有足够宽的焊接规范调节范围。
本文采用模拟式晶体管脉冲弧焊电源。晶体管焊接电源是一种性能好、控制精度高、灵活性大的新型弧焊电源。在硅整流器的直流回路中串入大功率晶体管组,以便对电压、电流进行无级调节。
晶体管弧焊电源依靠大功率晶体管组、电子控制电路以及不同的闭环控制,可以获得需要的外特性、输出电压波形、输出电流波形。模拟式晶体管脉冲弧焊电源的电路原理图如图3所示。
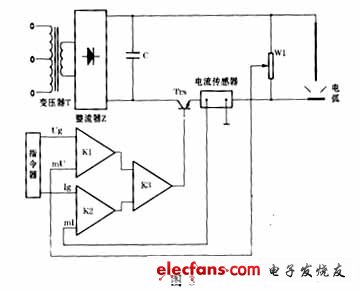
模拟式晶体管脉冲弧焊电源主要由降压变压器T、整流器Z、晶体管组Trs、电容组C和电子控制电路等组成。单相或三相电压经降压和整流滤波后,借助大功率晶体管组Trs获得所需的外特性和电压、电流的无级调节,从而对电弧供电。电容组C除了滤波,更主要的作用是在脉冲电弧焊时保证三相电源负载均衡。
3 抗干扰及其可靠性的设计
在焊接操作过程中,会出现各种不同的严重干扰。为此,采用以下措施来提高本焊接电源系统的抗干扰性和可靠性:
(1)为了防止引弧电源的高频串入焊接电源损害其它电器和电子器件,接入高频旁路电容,可防止高频经箱体、地线击穿电子器件。另外,采用隔离变压器对高频振荡器供电,是防止干扰经电源串入控制电路的有效措施。
(2)采用屏蔽,对高频振荡器和电子器件加以屏蔽;同时,尽可能把高频火花放电间隙调节得小一些,以限制高频空间干扰强度。高频引弧器与焊接电路采用了并联的连接方法。
(3)由于焊接电流为一闭环控制系统,是一个离散系统,系统中既有开关量又有模拟量存在,在脉冲电流的前后沿的高次谐波具有较宽的频谱及射频干扰,再加上引弧时高频发生器产生的高频高压信号,对整个闭环系统无疑是一个强大的干扰。同时,因控制板上的IC基本上采用CMOS片,故,在线路中对高频的防护十分重要。采取的措施:在可能串入高频处,加抗干扰元件,如阻容吸收、光电隔离;控制线远离电抗器等漏磁较大的部件,而且不能与电流较大的电力线捆扎在一起;分流器的反馈信号线路等弱信号需绞和以减少差模干扰。
4 焊接试验及生产应用
焊接试验时,电弧的启动性能好,所要求的电弧可靠燃烧,在引弧处具有满意的焊缝成形和冶金质量,收弧时,电流按衰减方式下降,并在起弧和收弧处有一定的搭接。从而,在收弧处不易形成凹坑或缩孔,焊接的电流稳定,在焊接过程中不会发生抖动现象,因此,焊缝表面光滑,成形均匀。
本焊机经过大量的焊接试验和用户单位的验收,证明其技术指标均符合用户的要求。目前,该焊机已投入生产应用,取得了良好的经济效益。
5 结束语
本焊机的控制电路具有设计合理,结构简单,工作稳定可靠,成本低,抗干扰性能强等特点。
焊机在1A~100A稳定可靠地运行。在20Mpa氩气条件下,钨极与工件表面距离2mm时,引弧成功率极高;在1Mpa氩气条件下钨极与工件表面距离7mm时,引弧成功率也极高。实践证明:本设备可以满足焊接的严格要求,能焊接出质量合格,外观良好的焊件。
-
求氩弧焊机原理图2011-10-19 5827
-
冷焊机和氩弧焊机电路的不同在哪里、2016-12-16 12416
-
氩弧焊机2017-07-28 2955
-
氩弧焊数字直流逆变焊机完整解决方案201208PC_IWE2018-12-03 2455
-
逆变式直流脉冲氩弧焊机2008-05-26 7738
-
特种氩弧焊机电源的实现2009-05-06 3554
-
WSM-160逆变氩弧焊机图纸2011-02-11 14905
-
WSE交直流氩弧焊机使用说明书.pdf2022-01-04 3068
-
氩弧焊机工作原理2015-11-30 4158
-
冷焊机与氩弧焊机区别2019-07-04 41958
-
氩弧焊机如何接线2019-07-08 82726
-
氩弧焊机不打火怎样修_氩弧焊机安全操作规程2021-03-03 43884
-
锐龙焊机维修手册(氩弧焊系列)2022-01-12 1795
-
看看氩弧焊机器人的技术参数2023-08-07 2117
-
伺服系统被现场氩弧焊机的干扰问题处理2026-05-17 83
全部0条评论

快来发表一下你的评论吧 !
