

纯电动汽车高压线束成本优化策略探讨
汽车电子
描述
本文简单介绍了纯电动汽车高压线束及生产工艺,并对高压线束成本构成及物料成本构成进行了详细分析。研究了高压系统架构优化、高压线束布置优化、高压线束物料优化、平台化及标准化设计的降成本方法,对高压线束成本优化意义重大。
引言:
目前国内新能源汽车市场竞争越发激烈,随着国产特斯拉的降价和大众的电动车型加入,后续竞争会更加白热化。汽车企业只有凭借高品质、高价值的产品和领先的技术,才能在激烈的新能源汽车市场中占有一席之地。各大车企在技术不断创新的同时,也在重点关注零部件成本优化,提高产品力和提升企业竞争力。高压线束是纯电动汽车中高价值的零部件,也是成本优化的主要零件。
高压线束简介及生产工艺
高压线束将高压系统上各个部件相连,作为高压电源传输的媒介,是电动汽车上动力输出的主要载体,主要用于传输电能及屏蔽外界信号干扰。高压线束具有高电压、大电流、防护等级高及抗电磁干扰等特点,是纯电动汽车高压系统的神经网络,是整车性能和安全的关键零部件。纯电动汽车高压线束一般分为动力电池高压线束、电机控制器高压线束、快充插座线束、慢充插座线束、空调系统线束及充电高压线束,其中充电高压线束是指连接高压配电盒到车载充电机、空调压缩机和动力电池包加热器之间的线束。
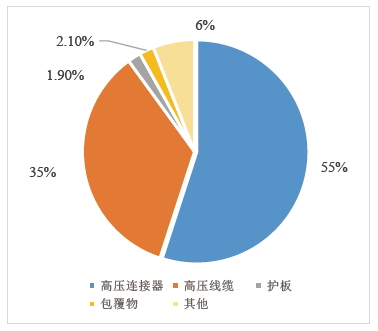
高压线束主要由高压连接器、高压线缆、包覆物(胶带、热缩管、波纹管、耐磨自卷管等)、护板等组成。高压线束生产工艺流程主要有裁线、附件预装、端子压接/ 超声波焊接、屏蔽压接、线束总装及电检。
高压线束成本构成分析
高压线束成本由物料成本、加工费、包装运输费及利管费构成,高压线束物料成本主要由线束技术方案决定,其中加工费包含了人工成本、动力费、设备折旧费及低值易耗品等费用。以下为某车型高压线束成本构成比率图(见图1)及高压线束物料成本构成比率图(见图2),高压线束物料成本占线束总成本比率约73.8%。需要不断通过优化设计及优化生产工艺等方法,降低高压线束成本。
图1 高压线束成本构成占比
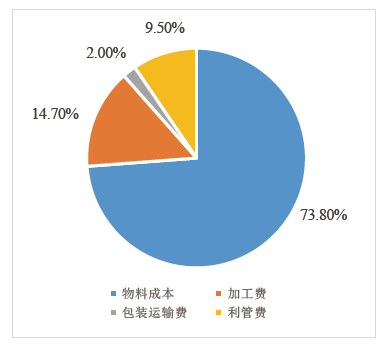
图2 高压线束物料成本构成占比
高压线束成本优化研究
汽车行业企业降成本主要有三类方法,规模类、供应商协作类和技术类降成本,其中技术类降成本是降低成本最有效且可持续的方法。目前技术降成本的方法主要有以下三种:成本标杆法、管理技术法和技术手段法。
一般情况下技术手段法包括减少冗余功能、国产化率提升及规格统一平台化等方法。在纯电动汽车高压线束降成本活动中,此次主要研究用技术手段法从以下几个方面来进行高压线束成本优化。
高压系统架构优化
在纯电动汽车上,高压零部件有动力电池、三合一(电机控制器+ 驱动电机+ 差减)、PDU(高压配电盒)、ECP(电动压缩机)、二合一(IPS=OBC+DC-DC)、HVH( 电池采暖)、PTC(乘员采暖)、慢充座(ACInlet)、快充座(DC Inlet)及高压线束等,这些部件组成了整车的高压系统。纯电动汽车高压系统架构优化的好,可大幅减少接插件的使用数量和冗余的高压线束。以某项目高压系统架构优化为例,优化前高压线束系统架构中PDU 仅作为电源分配功能模块存在,没有整车功能性能相关模块,详见图3。
图3 优化前高压系统架构图
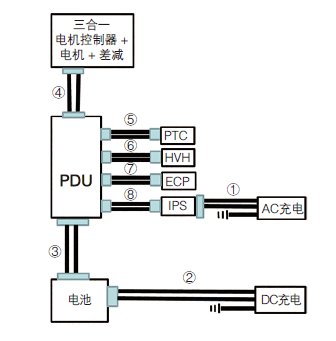
PDU 的独立,使得高压线束系统中转接数量增加。HVH和PTC 两个功能相近,使得高压线束回路数量增加。快慢充插座布置在左右后侧围,距离用电器接口(电池快充接口在前部,充电机慢充接口在前舱)太远,使高压线束长度偏长。
经过研究分析,实现功能的电器元件为仅用于连接功能的铜排和电源保护功能的熔断器,与其他用电器集成难度小。PDU 与IPU 集成可以取消一个高压配电盒总成,同时可以节省掉一套电机控制器线束(约1.5m 的50mm2 导线和两对φ8mm 端子接插件),可带来的降成本效益明显。HVH 和PTC 两个功能相近,这两个功能合并,高压线束可以减少一个回路(约1.5m的3mm2 导线和两对片宽2.8mm 端子接插件),高压系统架构优化后如图4 所示。
图4 优化后高压系统架构图
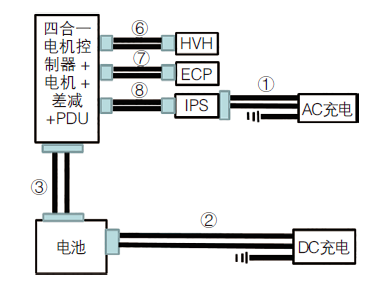
通过此高压系统架构优化,减少了4 个高压连接器和两根高压线束,高压线束能降成本约730 元。
高压线束布置优化
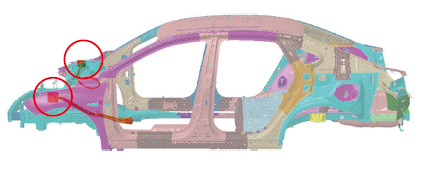
高压线束布置需要根据车型进行不断的优化,优化后可以减少高压线缆的使用等,进一步降低成本。以某车型快慢充口布局优化为例,优化前快慢充口均布置在左右后侧围,快慢充线束长度过长,其中慢充线束长度约4.5m,快充线束长度约4m,造成快慢充高压线束成本高。优化后将充电口布置在左右翼子板处,靠近充电机和电池包布置,减少高压线束长度。优化前后布置图如图5、6 所示,通过此高压线束布置优化能降低成本约260元。
图5 优化前快慢充口布置位置图
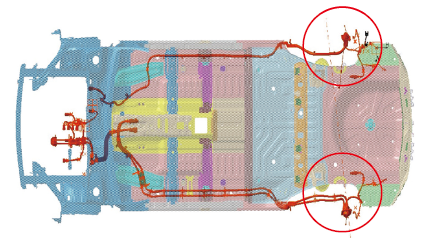
图6 优化后快慢充口布置位置图
高压线束物料优化
高压线束成本构成中,物料成本占比最高,对目前的现状进行分析,目前高压线束物料优化方向主要为充电插座一体式设计、高压连接器国产化、高压线缆线径优化及物料一对多可选优化。
充电插座一体式设计优化
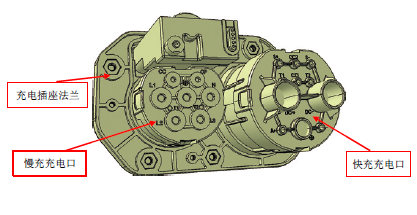
充电插座优化前为分体式设计,成本较高,优化前分体式充电插座如图7 所示,含快充充电插座和慢充充电插座。通过充电插座按照平台化方案进行开发设计,对所有项目的充电插座主体结构进行固化,以最大限度降低开发成本,优化后一体式充电插座详见图8 所示。通过此优化可减少一套法兰模具从而使高压线束总成成本下降约8 元。
图7 优化前分体式充电插座
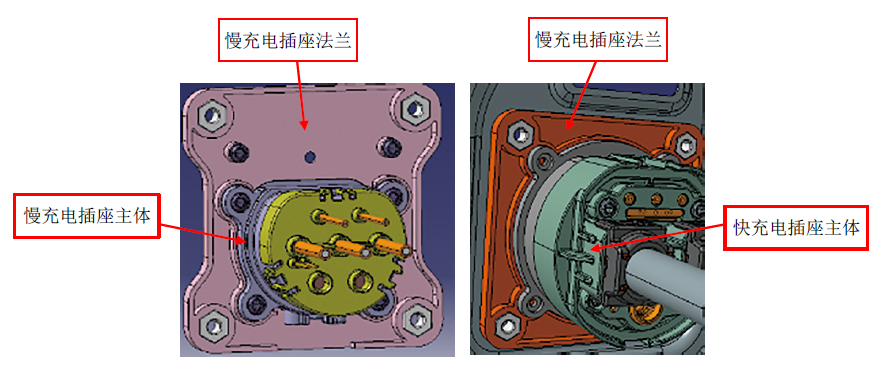
图8 优化后一体式充电插座
高压连接器国产化
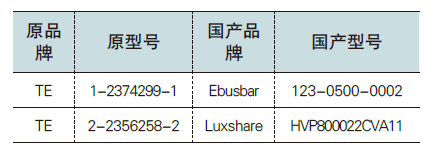
近年来高压连接器行业发展迅速,涌现出了一批优秀的国内高压连接器品牌供应商。优化前主要利用TE 等外资品牌的高压连接器,通过高压连接器国产化不断优化,用国产品牌如Luxshare、Ebusbar 等进行国产化替代,对高压连接器降成本意义重大,如下表1 所示为高压连接器国产化示范案例。
表1 高压连接器国产化示范案例
高压线缆线径优化
通过对法规的解读、对标及统计云端大数据等措施,来优化高压线缆线径。针对具体的高压线缆,往往可以通过截面、温度要求、柔韧性以及屏蔽效果的优化来量体裁衣,避免过度尺寸和过度的组件。以快充高压线缆为例,优化前线缆线径为70mm2,优化后为50mm2,均能满足实际充电需求。
物料一对多可选优化
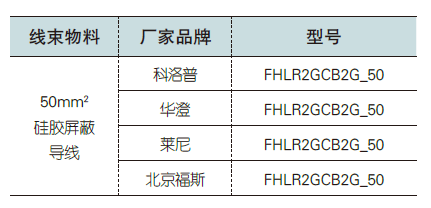
高压线束物料一对多可以充分调动tier1 供应商的积极性以及运用tier 1 供应商自己的供应链优势,选择成本最优方案进行供货。以物料成本中占比较高的高压线缆为例,目前主要规格高压线缆按照一对多思路按照高压线缆标准进行开发,每一种规格线束厂有多个规格可选,其中各回路具体应用导线情况,需要根据整车实际负载情况确认。通过不断的优化设计,目前很多物料可以实现一对多可选,以下表2 仅为部分物料一对多示例。
表2 物料一对多示例
平台化及标准化设计
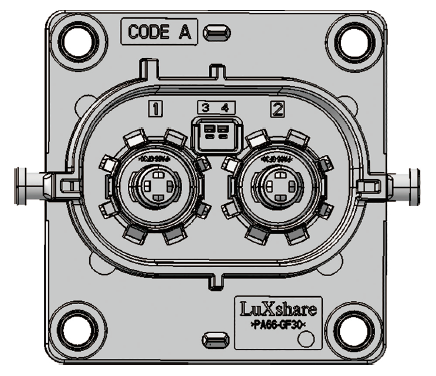
从整车线束原理和原材料等方面进行平台化和标准化设计,可以大幅度缩短整车线束设计阶段开发周期,减少重复验证试验,降低线束成本。通过线束物料的不断平台化和标准化,减少了物料的种类,提高单一物料的数量可起到规模化效应,对于物料降低成本意义重大。经过研究与分析,通过二级物料(连接器、电缆、辅料等)的平台化及标准化方案可大幅降低高压线束物料成本。以下为高压插件平台化示例,在满足同等电性能的情况下,电池包铝合金面板上的开孔尺寸能同时安装不同品牌(TE、Luxshare)的板端连接器,详见图9、10、11。此平台化设计,通用性强。
图9 电池包铝合金面板上的开孔尺寸
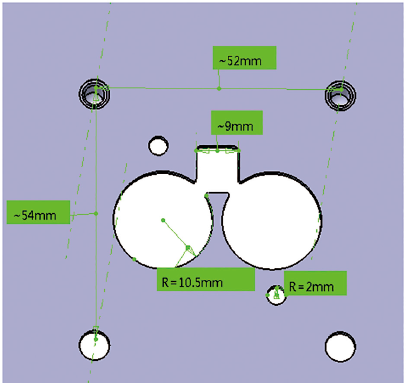
图10 TE 品牌HVP2P800 板端
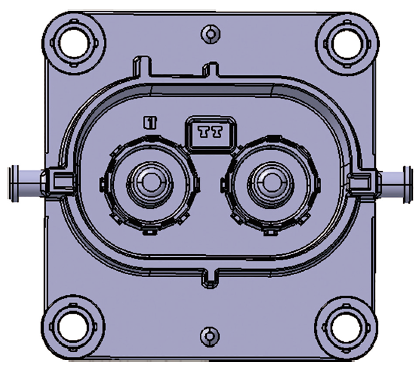
图11 Luxshare 品牌 HVP2P800 板端
总结与展望
纯电动汽车高压线束由于具有大电压、大电流、大线径导线数量多等特点,高压线束面临着布线、安全、屏蔽、重量及成本等挑战。高压线束作为高价值的纯电动汽车的零部件,通过研究不断的成本优化,可为整车降成本做贡献。降成本工作是一个不断优化持续的活动,后续还需不断优化,从而使整车成本降至最低,向客户提供更有竞争力的产品。
审核编辑:黄飞
-
新能源电动汽车高压线束的铜铝连接解决方案2026-01-06 405
-
电动重卡高压线束介绍与性能要求2025-08-15 1295
-
电动汽车高压线束的工艺特点主要包括以下几点:2024-09-06 1367
-
派歌锐:新能源电动汽车高压线束线径设计考虑因素2024-08-14 1856
-
纯电动汽车高压线束及生产工艺优化方案2024-04-29 3823
-
汽车高压线束成本优化方法2023-05-24 2535
-
电动汽车中高压线束的作用是什么2023-02-19 2457
-
电动汽车中的高压线束2023-02-17 4938
-
纯电动汽车高压线束成本优化2022-11-30 2830
-
电动汽车的高压线束焊接技术2022-07-25 3018
-
优化电动汽车的结构性能2021-09-17 2781
-
新能源电动汽车高压线束技术规范2021-04-08 4724
-
Aigtek汽车ATX-6256高压线束测试仪新能源汽车测试2019-07-03 3158
全部0条评论

快来发表一下你的评论吧 !
