

通孔回流焊接(PIP)工艺对器件的要求
电子说
1.4w人已加入
描述
一:工艺介绍
通过传统模板印刷或点锡的工艺将锡育预涂覆在通孔焊环和通孔内,使用设备或人工手放器件,再回流焊接加热,完成焊接。相较于传统的波峰焊接工艺,可以减少焊接工序、PCBA加热次数,有利于品质管控;焊接完成后的焊点-致性好,工艺过程相较于波峰焊更可控;减少波峰焊治具的投入,降低生产成本。
二:评估器件
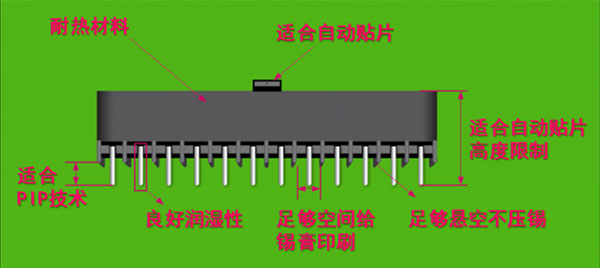
1、耐热材料,多数通孔焊接器件是为波峰焊接设计,只需要在底部承受不超过150℃的高温小于3S。但 通孔回流焊接 需要器件承受260℃大于等于10S。可以查看器件规格书或试过炉观察是否起泡。
2、焊脚长度,焊点外观的关键影响因素之一,推荐焊脚超出板面长度不超过1.5mm。太长会把锡育推出太远,无法润湿回位,也需求更多的锡量形成润湿角。太短,如不超出板面也不利于焊点形成润湿角,影响外观检验判断。
3、焊脚良好的润湿性,回流焊接时锡育润湿回位的关键因素。优选镀锡,铜镀1U金不利于润湿回位,。
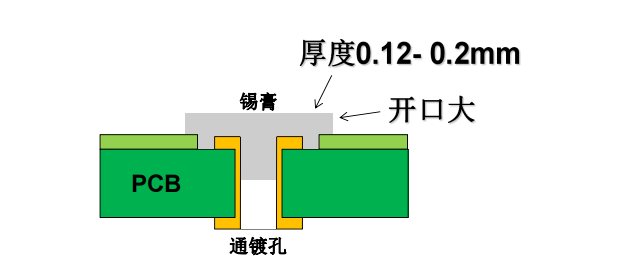
4、足够的空间给锡育印刷,器件的塑胶部分悬空高度=印刷锡育厚度+0.15mm。因为通常会根据PCB孔径、焊环宽度加大开口(如下图)以保证回流焊接后通孔有足够的焊料填充。当加大钢网开口后,熔融的焊料回缩时不能受阻挡。
5、适合自动贴片,包装方式满足全自动贴片机自动供料条件,总高度不超过16mm。如不满足可考虑手工放料。
目前我司已成熟应用在客户通孔焊接器件较少的项目、对焊接透锡要求较高的项目、波峰焊接困难项目。虽然通孔会回流焊接工艺具有诸多优势,但同时也存在一定的局限性。对器件、PCB设计、钢网开口的要求比较高。
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
- 相关推荐
- 热点推荐
- 回流焊接
-
锡膏回流焊接工艺要求2024-09-18 1720
-
SMT焊接工艺介绍:回流焊、波峰焊、通孔回流焊2023-11-18 15201
-
分享一下波峰焊与通孔回流焊的区别2023-04-21 1985
-
PCB技术:通孔回流焊接工艺解析2021-03-22 10350
-
回流焊的工艺控制技巧要求2021-03-14 6852
-
通孔回流焊工艺在PCB组装中有什么样的作用2020-12-15 1431
-
通孔回流焊工艺在PCB组装中起到的作用2020-10-30 1529
-
通孔回流焊接工艺的特点2020-10-26 6567
-
什么是通孔回流焊工艺,在电子组装中有什么作用2020-07-09 10566
-
通孔回流焊工艺原理_通孔回流焊接工艺的优缺点2020-04-14 20918
-
通孔回流焊工艺的优点_通孔回流焊工艺的缺点2019-10-01 6485
-
通孔回流焊接组件的本体材料和设计2018-09-05 2348
-
通孔回流焊简述2018-09-04 3054
-
回流焊接工艺2008-09-04 3683
全部0条评论

快来发表一下你的评论吧 !
