

探索电动车电池电缆超声金属焊接技术
电源/新能源
描述
相较于汽油或柴油车可以迅速加油,电动车(EV)的电池充电时间较长,这是广泛接受的一个主要障碍。为了克服这个问题,汽车制造商(OEMs)试图推出更快速的充电系统,其峰值充电功率达到250千瓦或更高。虽然这些充电系统只需要大约20分钟就能为车辆提供足够的电量,行驶大约160英里的里程(具体取决于车辆型号),但它们也带来了各种问题。
为了提高充电速度和容量,EV电池需要更高容量的线束和更厚的电源电缆。如今,典型的EV电池和充电站使用的铜电缆直径最大可达95平方毫米,但为了满足更快充电速度的需求,这些电缆很快可能会超过120平方毫米。实际上,直到最近,制造商一直在焊接60平方毫米、90平方毫米或120平方毫米电缆时遇到问题。这些问题是由于焊接更厚的充电电缆所需的增加的功率和振幅要求引起的。
焊接过程中电缆股的弯曲和拉伸增加,通常会导致股的疲劳程度增加,增加了故障风险。
需要更大的焊接力产生了焊接区域的过多摩擦和热量,不仅会扩散到非焊接区域,还表现出产生焊接所需的电力的低效和浪费。
电缆直径的增加导致了工具失去了对电缆股的抓紧力,使电缆股能够在工具表面滑动,而不是抓紧并保持其在原位。这导致了工具磨损加快,更频繁地更换工具,能源消耗增加,并给焊接设备带来不必要的压力。
这些问题对于一直经历快速增长需求的行业来说是巨大的挑战,他们需要更快、更高效的电动汽车充电系统。艾默生的工程师们研究了这个问题,并发现焊接更厚电缆所需的增加焊接力将典型超声波焊接机上使用的悬臂式执行臂推到了其机械极限。这导致了振动、夹紧稳定性下降和效率降低。当前的超声波焊接技术需要进行重新设计。
为了解决这个问题,艾默生的工程师们开发了一项创新技术,包含在"直压"超声波焊接机。
GMX-20-DP焊接机采用了一种新型的垂直执行器运动,能够施加比使用悬臂式执行臂更大的夹紧力(高达6100N)。新型垂直执行器提供了更可控的运动和增加的向下压力,消除了悬臂式执行臂引起的压力和振动。
此外,艾默生的工程师们通过两种重要方式重新设计了GMX-20-DP超声波焊接机上的工具。喇叭和砧都采用了专用涂层,增加了它们的硬度和耐用性,并且每个组件的焊接表面都加入了花纹,显著提高了每个组件的夹持力。结果是比悬臂式工具更一致、更可重复的焊接大电缆。
GMX-20-DP的增加向下压力,再加上喇叭和砧的夹持表面的重新设计,消除了悬臂式执行臂引起的滑动。在提供更高效的焊接能量的同时,零件被牢固地保持 —— 所有这些都导致了成功焊接20、30、50、60、70和95平方毫米的电缆截面以及其他大件所需的稳定性。新技术还提供了一种更温和、更高质量、低应力的电缆焊接,通常比以前用于焊接EV电池电缆的超声波技术低30%到40%的振幅。
新工具设计,再加上直压焊接机的垂直焊接运动,还消除了悬臂式执行器引起的快速工具磨损。工具磨损的减少不仅确保了更一致的工具性能,而且显著增加了更换工具的间隔。
总的来说,GMX-20-DP焊接机在大型电缆金属焊接方面取得的显著改进,是由于独特的工具设计、增强的直压向下压力以及比以前的悬臂式执行器技术更可控的焊接过程的独特组合。
超声波焊接是通过将高频振动施加到两个金属组件之间,这两个组件被紧紧夹持在上部超声波探针(或喇叭)和下部砧之间来创建的(见图)。其中一个组件部件放置在下部固定砧上,并由工具表面的花纹固定在那里。焊接机的执行器将喇叭下降以在指定的压力下将金属组件紧密地连接在一起。然后施加振动,当喇叭水平振动穿过固定砧时进行焊接,首先"擦拭"掉表面氧化物和其他潜在污染物。振荡继续进行,产生的热量将清洁的结合表面连接起来。
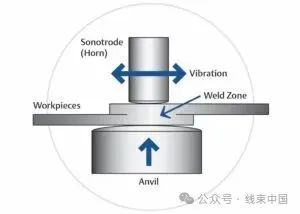
图. 超声波金属焊接工艺示意图
振荡产生的热量通常约为所使用材料的熔点的三分之一到一半。这使得在不融化、烧穿薄膜或产生不需要的金属间化合物的情况下将材料连接成强固的键成为可能,这些化合物可能会降低组件部件之间的结合质量。与熔化材料表面不同,超声波焊接是通过破坏表面的凸起部分,并在振动停止时结晶成细粒结构的原子扩散形成连续的焊接结合。这个过程在一小部分秒的焊接周期内发生,产生的结合具有类似于冷加工金属的结构。
超声波焊接机还具有独特的通用性,它们可以以足够温和的方式操作,以加入多层薄而脆弱的金属箔,或者使用不同的参数,可以足够强大地将大型金属部件和导体之间产生强大的键合。
超声波金属焊接和接合:工艺优势
适用于多种类型的非铁金属,从薄膜到大导体
在不同金属之间创建永久的冶金结合
无需熔化 —— 不会改变材料的化学性质或冶金学特性
非常适合连接高导电合金:材料的反应性无关紧要
不会产生金属间化合物、颗粒物或导致腐蚀的反应
连接具有最大的传导性,最小的电阻
多种控制方法使工艺定制化、可重复性和统计过程控制
低能耗(比熔合或电阻焊接低30倍能耗),无需消耗品
任何焊接技术中的每次焊接的总成本最低
审核编辑:黄飞
-
电动车阻车系统,电动车识别准确率99%,防止电动车进入电梯2023-04-04 3414
-
回收电动车电池,回收电动车库存电池,回收拆机电动车电池,回收进口电动车电池2021-11-06 2829
-
全国回收电动车 ,高价电动车回收 , 高价回收电动车电池 , 电动车电池回收2021-10-07 3826
-
电动车结构及其工作原理是什么2021-06-30 2367
-
锂电池电动车充电方法_锂电池电动车充电多久2020-03-30 23127
-
电动车电池的种类_电动车电池怎么看参数2020-03-21 31883
-
电动车锂电池爆炸原因_怎么防止电动车锂电池爆炸2020-03-17 52489
-
电动车启示录:这样把关电池安全?2014-08-12 3463
-
电动车锂电池充放电应用常识分析2013-06-04 4199
-
电动车电池排行榜_电动车电池什么牌子好2012-09-02 106016
-
电动车用动力铅酸蓄电池的研究进展2011-03-10 3051
-
电动车电池的基本要求2009-11-11 1813
-
电动车电池使用宝典2009-11-10 849
-
2008年十大电动车电池品牌榜中榜/名牌电动车电池2009-10-31 1650
全部0条评论

快来发表一下你的评论吧 !
