

开放式激光振镜运动控制器的视觉校正振镜精度解决方案
电子说
描述
市场应用背景
激光振镜控制系统因具有惯量小、低负载、响应速度极快等优点,非常适合高速微加工应用,如激光标刻、焊接、3D打印和精密切割等应用。
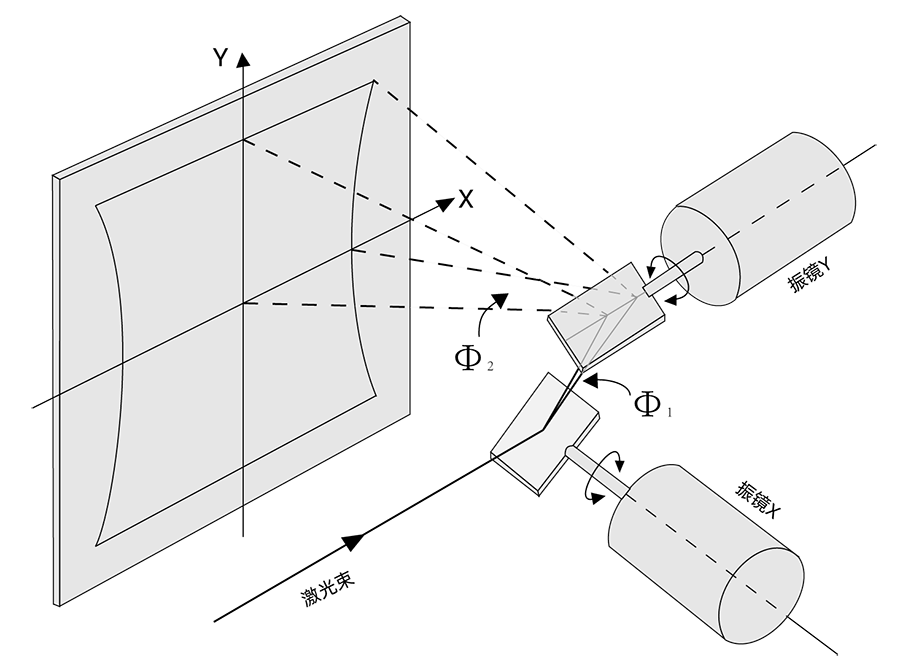
激光振镜控制系统主要涵盖了激光振镜控制和图形校正等两个技术层面,来共同控制激光在加工过程中导向的精准性。激光振镜控制系统是通过高速偏转镜片来改变激光的方向,使激光动态聚焦于视场上的任意工作位置且按预定轨迹加工,实现高精度的激光加工。
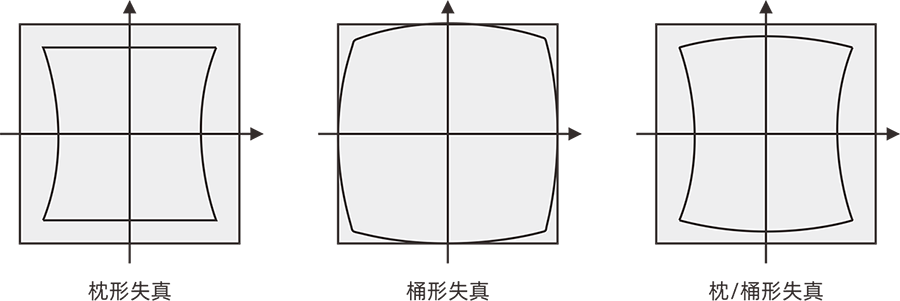
在现实生产过程中,激光振镜扫描过程受到光学和物理特性等多种因素的影响,导致扫描场出现固有的非线性误差而引起加工图形的畸变,影响最终产品的质量,导致次品率增加、返工成本高等一系列问题,不利于企业盈利,因此必须加以振镜校正。
传统振镜校正方法的局限性:
现有传统扫描振镜校正上通常采用Box系数校正或多点校正方式,需要通过人工测量记录理论与实际测量数据之间的对比。
随着激光加工精度要求的提高,需要测量的扫描点间距和数量也相应成倍增加,导致校正过程需要多次叠加测量,造成振镜校正效率和精度较低,校正过程繁琐耗时,常常难以满足高速高精激光加工市场的应用需求。
正运动技术解决方案:
正运动技术针对以上行业痛点,推出了一种基于激光振镜运动控制器高精度振镜视觉校正解决方案,通过机器视觉的校正补偿,可大幅提高振镜激光加工系统的精度。
通过校正补偿后的运动控制平台配合CCD图像采集坐标,能自动定位并采集振镜标刻多点数据,通过使用正运动的多点振镜校正纠偏算法可快速生成高精度校正文件,进行相应调整振镜的角度来纠正这些固有的偏差,可以有效的提高校正精度和效率。
01 激光振镜运动控制器高精度振镜视觉校正解决方案
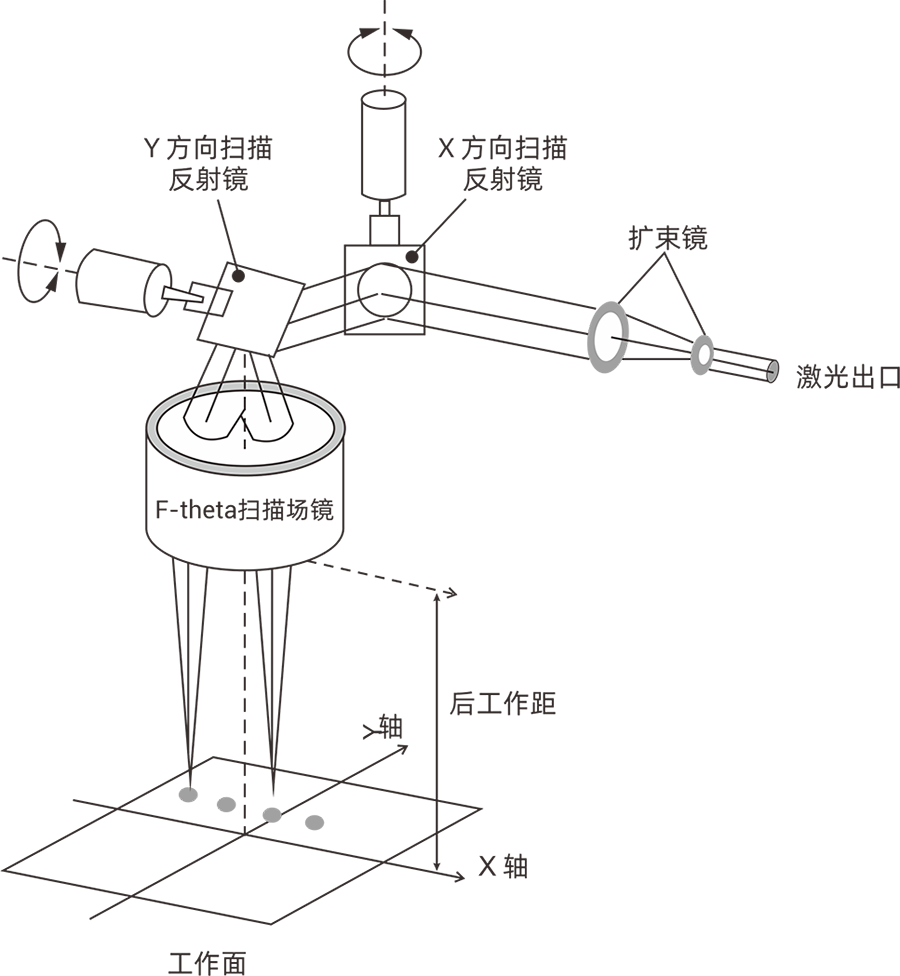
激光振镜控制系统加工示意图
市面上振镜校正解决方案痛点
人工测量校正数据误差大、效率低
高精密二次元测量仪器成本高昂且操作复杂
软件集成困难,不支持二次开发
正运动振镜校正解决方案设计
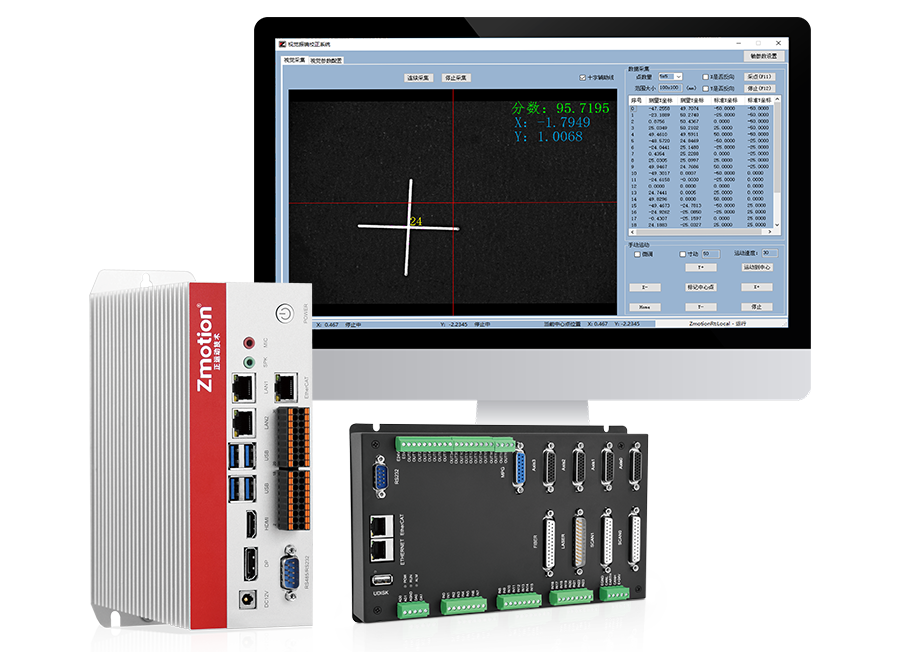
1、正运动视觉校正软件演示
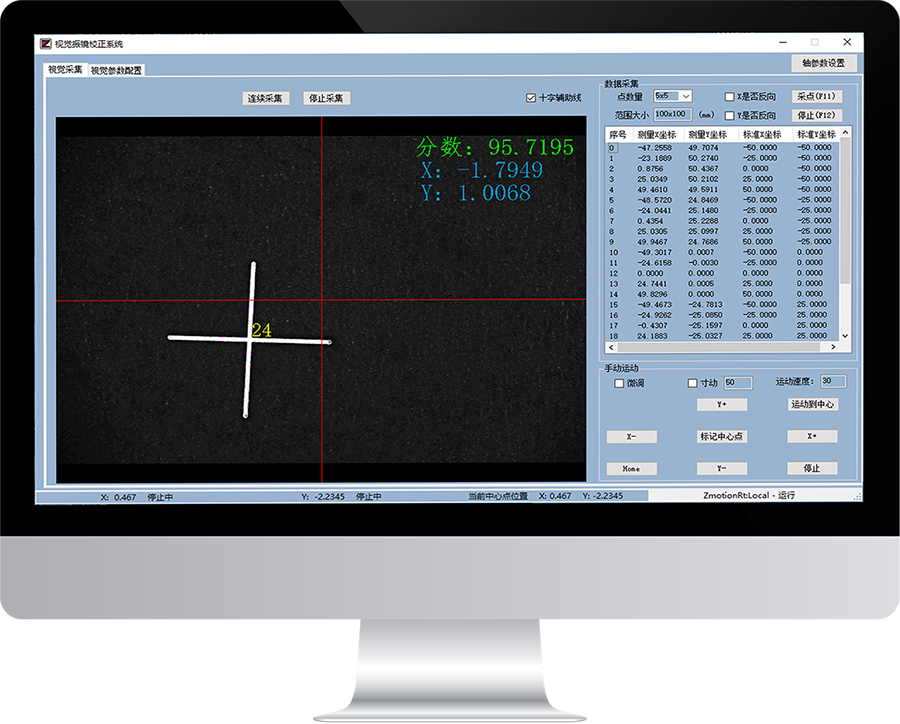
(1)操作流程:
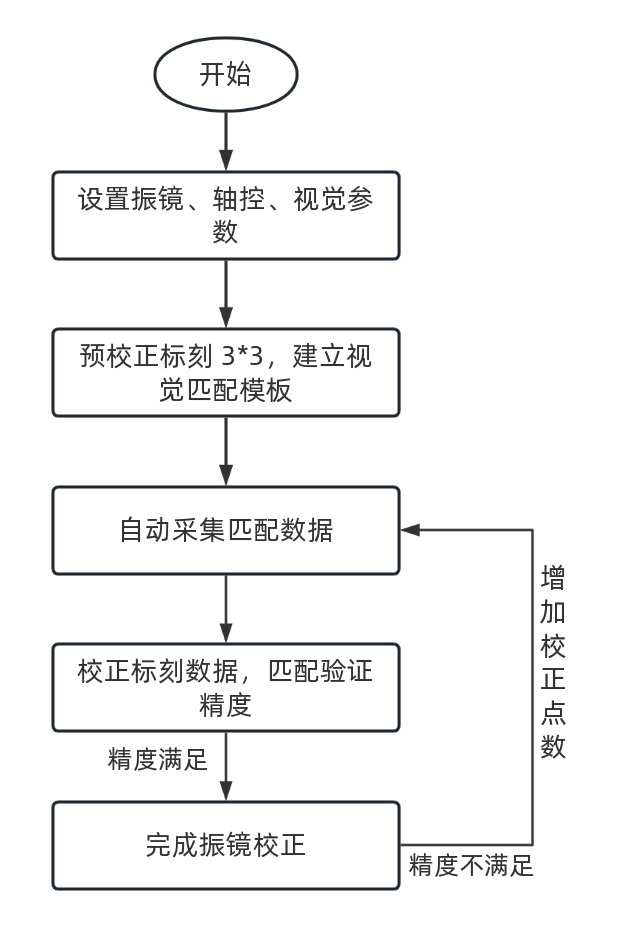
(2)校正结果测试对比:
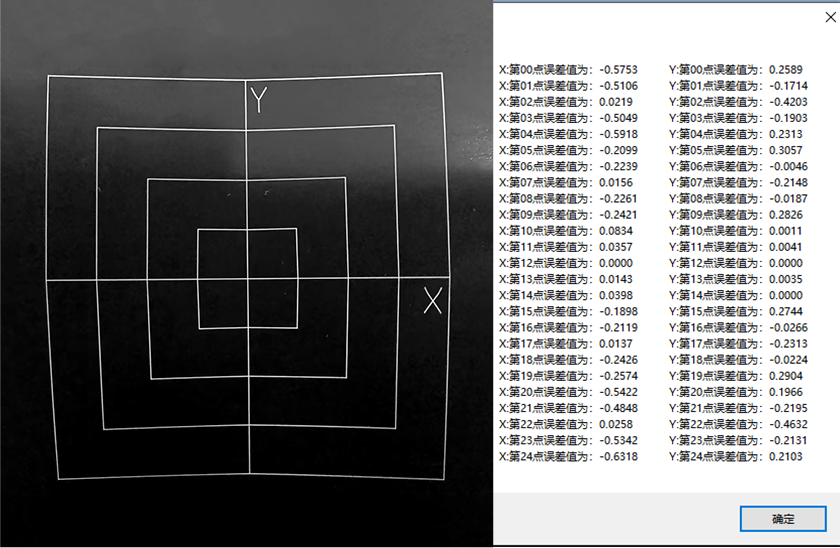
振镜校正前
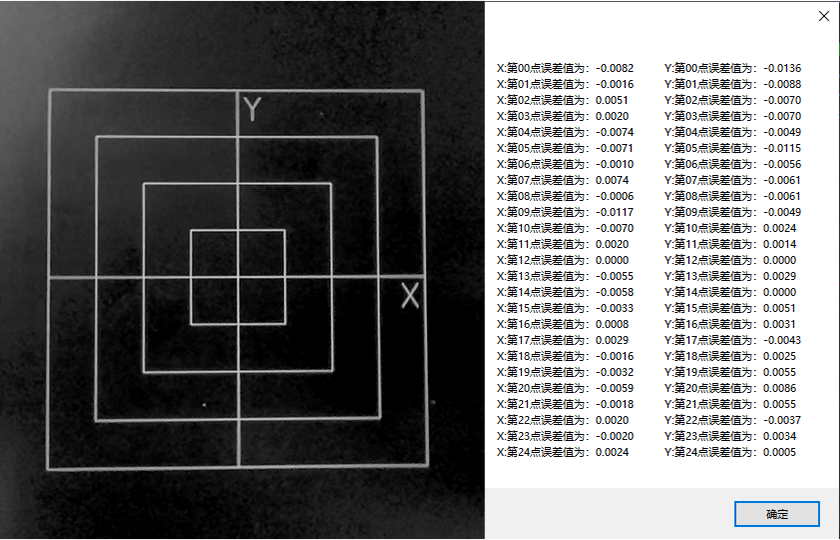
振镜校正后
从以上两张激光振镜校正前后的对比结果可以看出,未振镜校正的大多数点误差值较大,大约在±0.5mm左右,而校正后的误差明显较小,大多数点的误差值控制在±0.005mm以内。
由此可看通过正运动技术的激光振镜运动控制器高精度振镜视觉校正解决方案极大地提升了加工精度。
2、方案核心技术优势
支持平台螺距补偿,二维补偿算法提升精度
自动校正测试数据,提高校正效率与精度
软件接口API接口开放,方便二次软件快速开发,集成和定制
激光控制+振镜控制+运动控制+机器视觉集成,加速软件开发
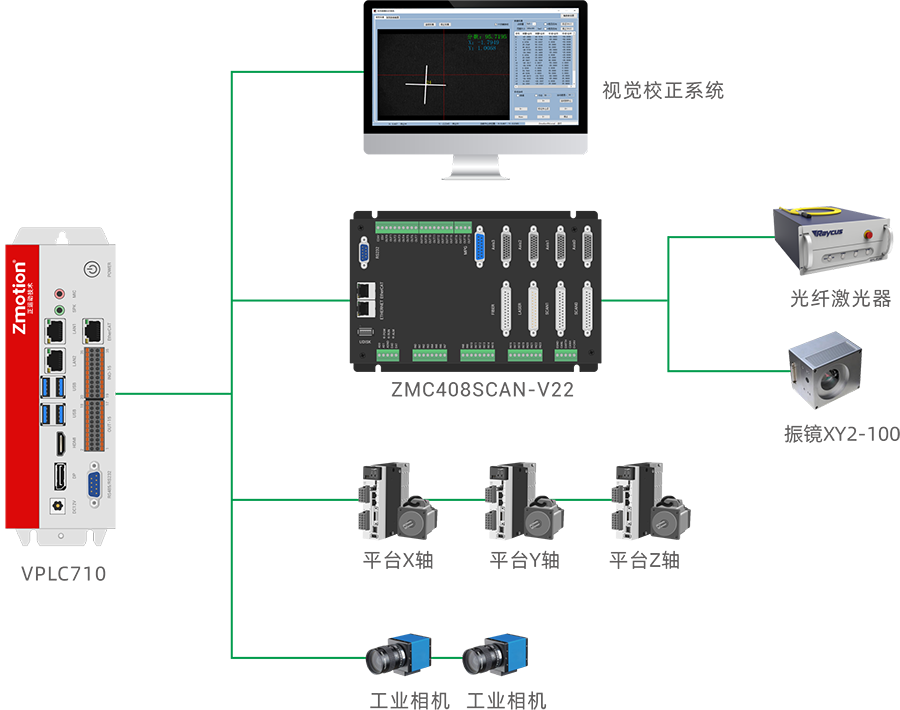
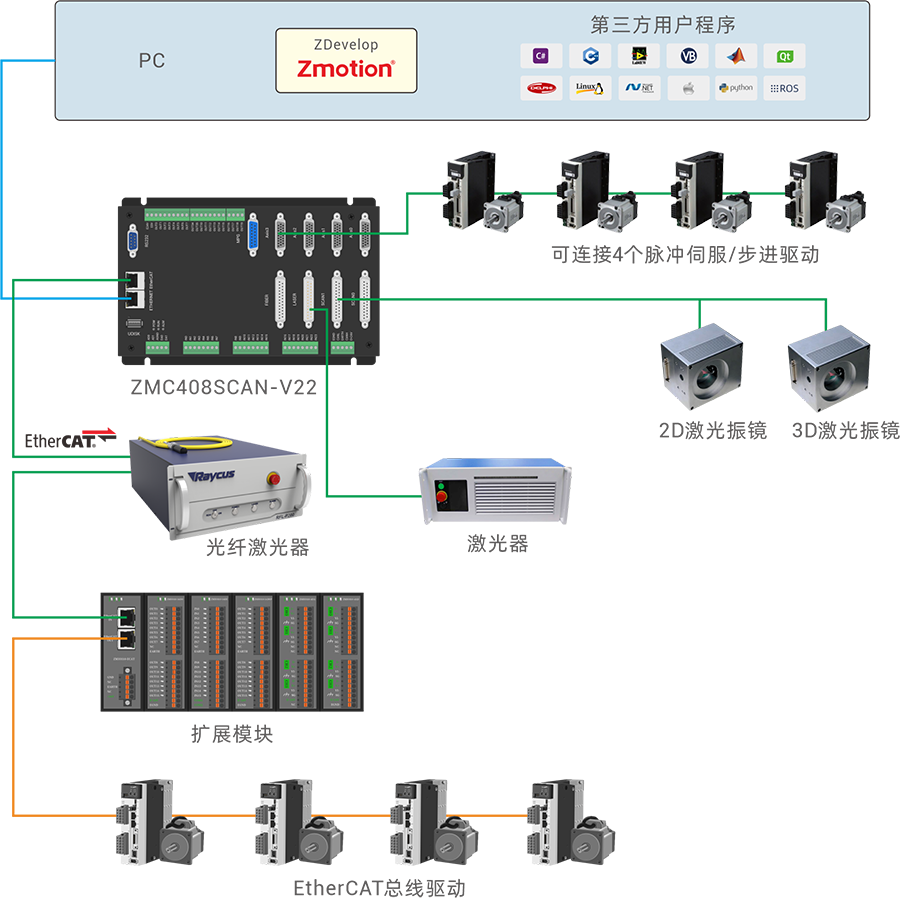
3、方案硬件配置

4、客户收益
简化了校正流程,校正时间缩短30%,生产效率大幅提升
自动化流程减少人工干预,大幅降低人力和时间成本
统一的API函数接口,可兼容各种PC上位机高级语言开发,简化了工程师的系统集成和应用开发过程
运动控制和激光工艺控制器内部嵌入式系统实时交互处理,降低PC交互运算需求,提交系统的响应速度和操作精度,精度可达到um级,加工效率和精度提升10%以上,有效降低废品率

02 开放式激光振镜运动控制器ZMC408SCAN-V22
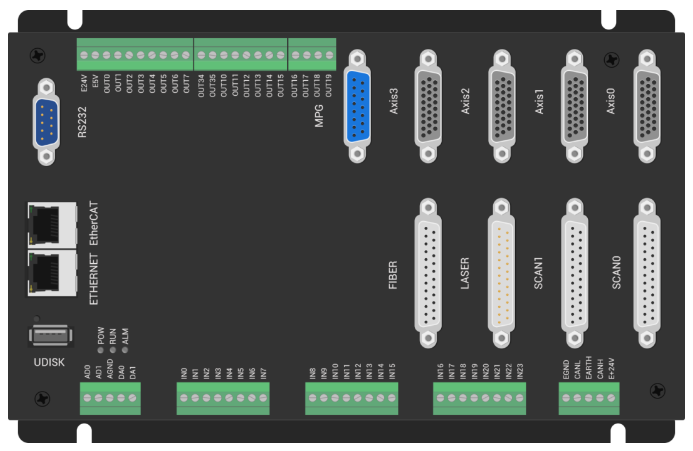
独立式激光振镜运动控制器,集成激光控制、振镜控制和总线轴/脉冲轴控制,助您实现高效精确的EtherCAT总线运动控制+激光振镜解决方案。
可选6-64轴运动控制(脉冲+EtherCAT总线)
2路带反馈激光振镜接口、1路LASER和1路FIBER激光电源专用接口
支持一维/二维/三维PSO功能,可做视觉飞拍、精密点胶和激光能量控制
激光振镜控制与运动控制相互融合,可灵活构建多轴联动等方式的激光加工系统
多维位置同步输出PSO,板载24路通用输入和20路通用输出,其中4路高速色标锁存,4路PSO和8路PWM输出
审核编辑 黄宇
-
开放式激光振镜运动控制器在Ubuntu+Qt下自定义图形标刻2024-10-08 1952
-
开放式激光振镜运动控制器在Ubuntu+Qt下CAD图形标刻2024-09-18 1629
-
开放式激光振镜运动控制器的激光清洗应用2024-07-18 1611
-
解析振镜起点爆点问题及解决方案2023-11-06 1608
-
正运动激光振镜运动控制器ZMC408SCAN用户手册2023-04-11 987
-
开放式激光振镜运动控制器ZMC408SCAN进行振镜矫正的方法与实现2022-10-31 3701
-
开放式激光振镜运动控制器:C++振镜矫正方法与实现2022-10-27 4343
-
ZMC408SCAN振镜控制光纤激光器加工的方法2022-10-26 3614
-
应用ZMC408SCAN开放式激光振镜运动控制器的C++开发2022-10-24 3338
-
开放式激光振镜运动控制器:C++快速开发2022-10-19 2788
-
ZMC408SCAN振镜控制光纤激光器加工2022-09-14 3492
-
激光振镜运动控制器(一):ZMC408SCAN接口与功能2022-08-01 4556
-
运动控制器激光振镜控制2021-09-26 2875
-
激光振镜运动控制系统开发2011-07-06 4022
全部0条评论

快来发表一下你的评论吧 !
