

CNC加工中转速与进给的计算方法与技巧
描述
每种刀具针对加工材料的不同,都会采取不同的加工参数。在铣削的领域里,刀具厂商优化刀具材质,研发更有针对性的涂层技术,旨在提高加工效率。
通过对材料中各种元素的组合,我们能看到成千上万种可加工的原材料,要加工这些材料,我们必须知道这种材料的加工性能,还要知道应该优化加工的方法。那么该如何计算转速和进给呢?
加工工件所属的材料分组
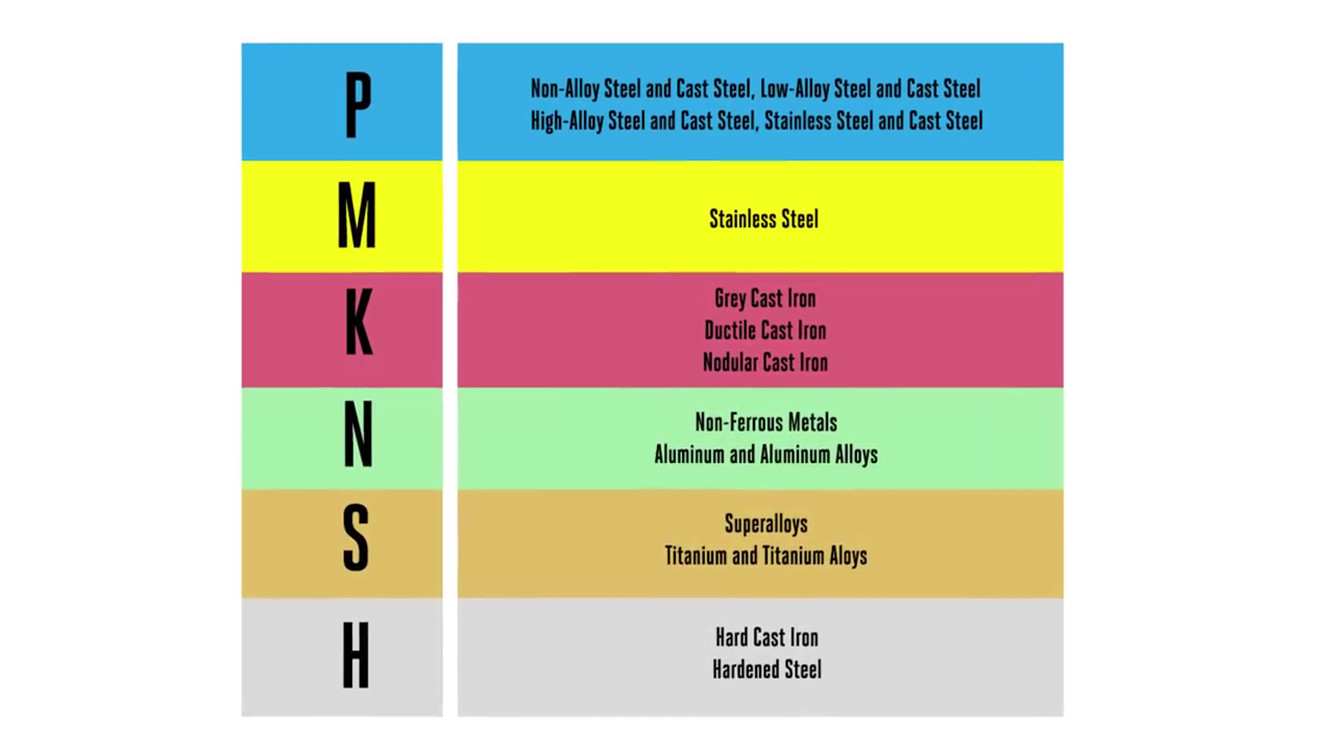
根据ISO 531:1966 国际标准,总共将可加工的材料分成了6大类,它们分别是:
P 所代表的钢材料;
M 所代表的不锈钢材料;
K 所代表的铸铁材料;
N 所代表的非金属材料;
S 所代表的高温材料;
H 所代表的高硬度材料;
根据材料的抗拉强度和硬度,刀具厂商在这些大类中对材料进行更小的分类。如果我们无法在这些小类中找到要加工材料的加工性能参数,最可行的办法是咨询刀具供应商,相信他们乐意帮你解决这个问题。
计算公式
我们通常会在刀具手册中看到下面的公式
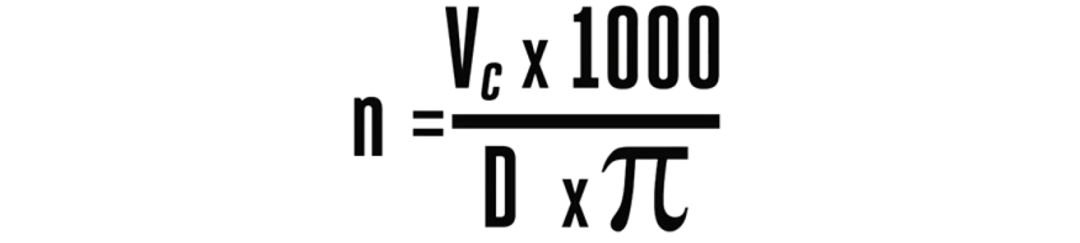
在说这个公式之前,先来回想一下我们学过有关于圆的周长公式:C (周长)=π(圆周率)*d(直径) 根据这个公式,我们可以得出,直径为D的刀具,每转一周,刀具最外围的一点所走过的路程为:π *D 那么,当刀具以 n转/ 1 分钟 的频率转动时,所走过的路程为:n*π *D 根据 时间(T)×速度(V)=距离(S ) 的公式,得出刀具在这段时间内的任意一个时间点上,刀具最外围的一点的速度Vc为:Vc=(n*π *D)/1 通过换算得到下面的公式:n=Vc/(π *D) 注意!我们的刀具采用的是毫米(mm)作为单位,所以前面公式里速度Vc的单位是:毫米/分钟 经过长度的换算(1m=1000mm),就有了我们这个常见的公式:
经过等式的简化,就有了我们的最终版公式:
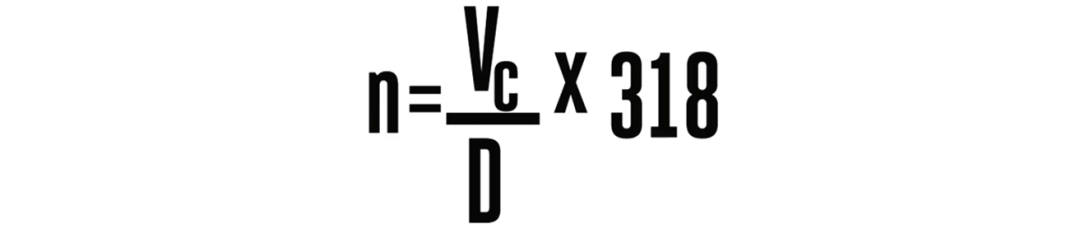
注意!
这里D(刀具直径)的单位还是mm(毫米),而Vc(线速度)的单位变为了:m/min(米/分钟)
这个公式也同样适用于车削加工,在车削中,只不过这里的D代表的是毛坯直径。
审核编辑:黄飞
- 相关推荐
- 热点推荐
- CNC
-
【SOC的多种计算方法】2024-06-05 6555
-
CNC主轴有哪些原理与类型?|深圳市恒兴隆机电有限公司a2024-03-06 5828
-
stm32伺服电机转速计算方法相关资料分享2021-06-28 2216
-
cnc的加工原理是什么2021-07-12 6376
-
Rstart的计算方法2021-10-29 2196
-
进给伺服系统2009-02-16 886
-
甲类单端的简易计算方法2016-01-19 1222
-
特征阻抗的计算方法2017-06-09 3205
-
CNC加工中心里面最常用的几种螺纹加工方法有哪几种2021-04-20 6461
-
SMT贴片加工的点数和费用计算方法2021-06-03 64172
-
CNC加工过程常见的问题点及改善方式2023-01-15 5497
-
CNC加工师傅总结的问题点及改善方式2023-07-26 3853
-
EMC计算方法和EMC仿真(1) ——计算方法简介2023-12-05 3588
-
如何提高CNC加工效率2024-11-12 3565
-
光模块铝壳CNC加工:精密制造的核心工艺解析2025-07-24 1338
全部0条评论

快来发表一下你的评论吧 !
