

机器视觉运动控制一体机在点胶胶路检测上的应用
电子说
描述
市场应用背景
点胶通过使用不同类型的粘合剂,实现产品的密封、绝缘、导热和耐腐蚀等作用,广泛应用于各种产品的制造。在点胶加工生产中,通过检测胶水的宽度、点胶位置和胶路连续性等,可确保产品性能的可靠性和稳定性。
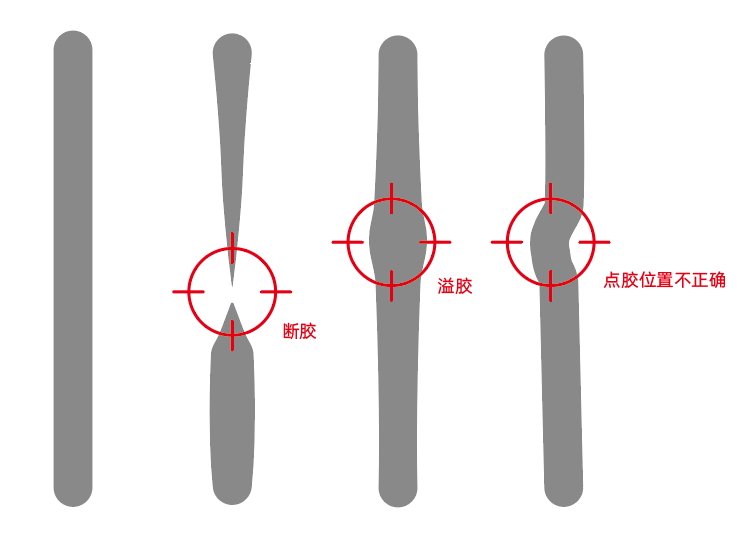
在现实生产过程中,点胶的加工精度时常受到执行机构物理特性、环境因素、材料特性等多种因素的影响,点胶过程中可能会出现偶发性点胶失误,如溢胶、断胶等缺陷,影响产品的点胶质量。需通过进行测量胶水的最大宽度、最小宽度和平均宽度等参数来管控,从而降低次品率,防止不良品流通到下一步加工工序当中和减少不必要的成本支出,提高企业的生产效率、品质和经济效益。
传统胶路检测方法的局限性:
在传统的胶路检测中,通常采用人工方式,主要依赖于操作员的主观判断和目视检查,导致检测结果一致性不高、效率低,难以适应高速生产线,并因长时间劳动导致视力疲劳,增加漏检或错检风险,影响批量生产的产品质量稳定性。
正运动技术解决方案:
正运动技术针对以上行业痛点,推出了基于VPLC7系列机器视觉运动控制一体机的应用解决方案,方案使用RTVision视觉处理指令,可检测胶水的胶宽、点胶位置及胶路连续性,有效提升生产效率、精度及产品品质,可实时反馈给下位机构,进行剔除不良品,实现完整的点胶加工组件周期控制,适用于含荧光剂的UV胶和其他有色胶水的胶路检测与控制。
VPLC7系列机器视觉运动控制一体机同时还支持CAD导图、速度前瞻、PSO、PWM及多种插补功能(直线、圆弧、连续轨迹、空间插补),优化点胶路径规划和控制胶点稳定输出大小,确保单/双工位点胶加工的平滑性和稳定性,以及进一步简化了其在各种不同点胶工艺流程或生产制造环境中一体化集成“视觉+运控”项目开发,特别适合大批量生产和高速高精的点胶加工环境。

一、机器视觉运动控制一体机在点胶胶路检测的解决方案
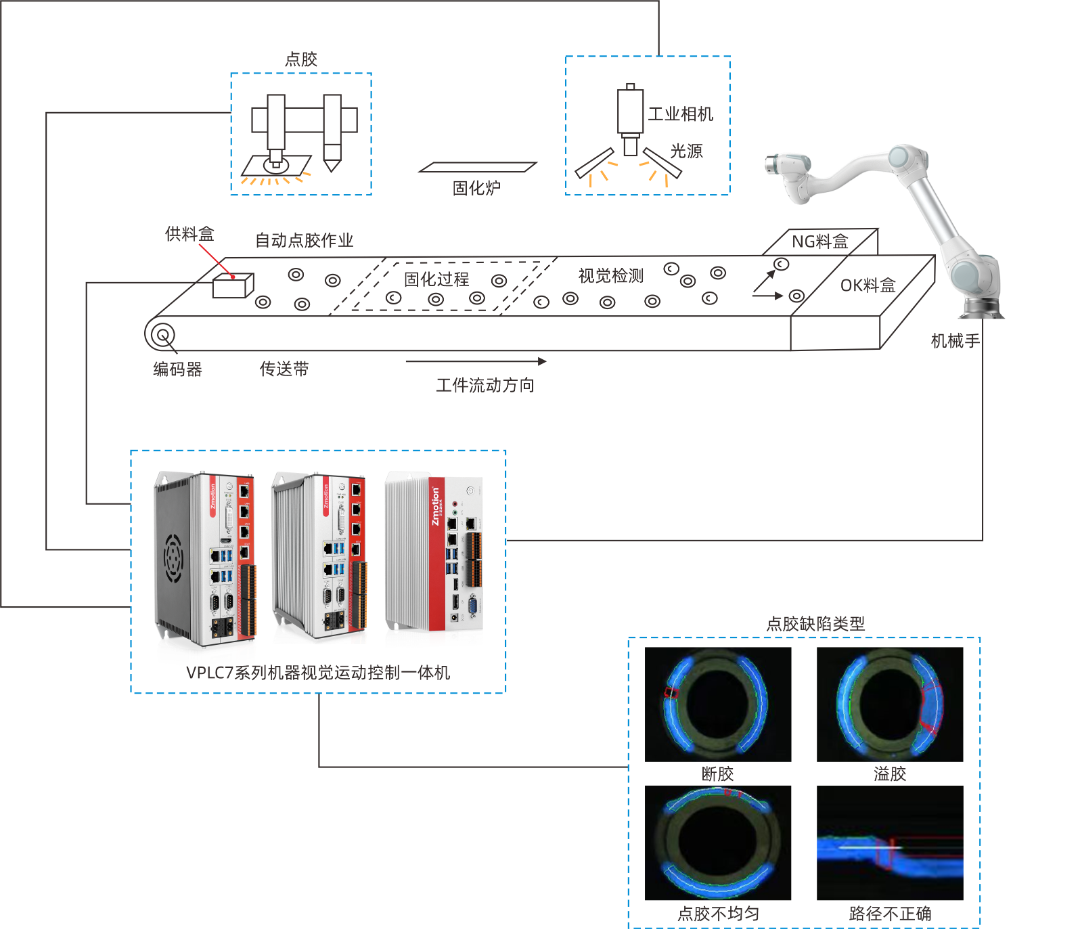 自动点胶+视觉检测工艺流程示意图
自动点胶+视觉检测工艺流程示意图
传统胶路检测解决方案痛点
人工检测强度大,容易出现疲劳误差
难以实现大规模自动化生产线的实时监控和反馈
检测精度有限,难以捕捉微小缺陷,且高精密二维成像仪成本高昂
正运动胶路检测解决方案设计
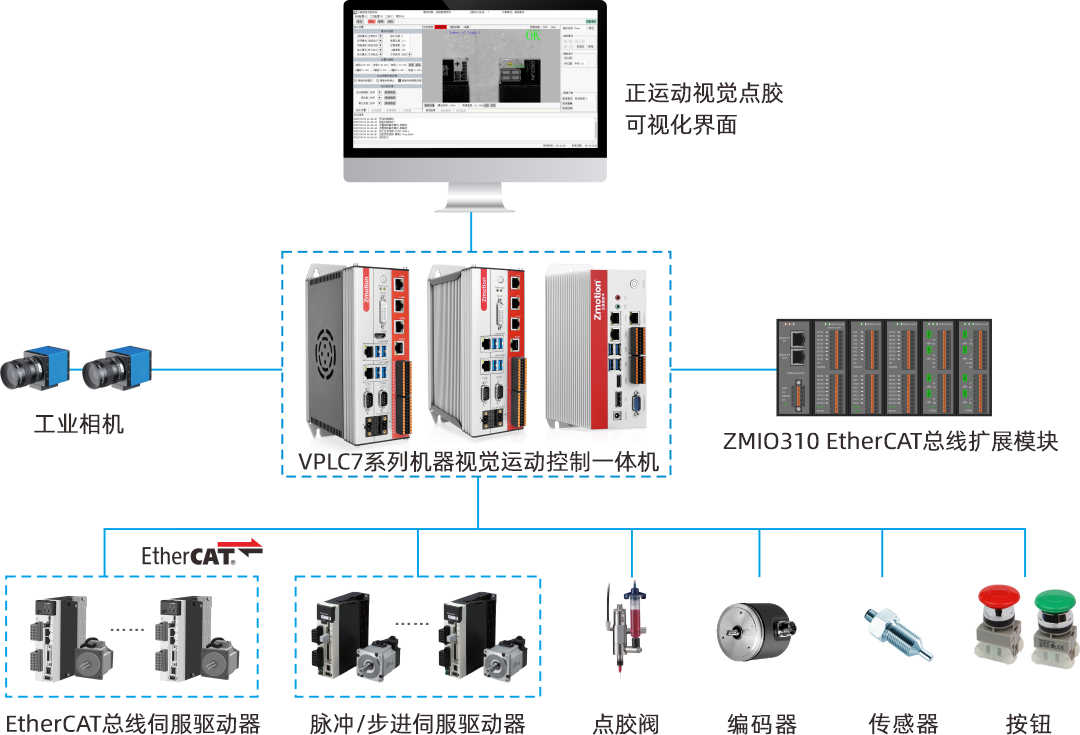
20DI:接原点、限位等传感器,以及开关信号、编码器等
20DO:高速输出口接工业相机的硬触发输入和点胶阀
EtherCAT接口:接EtherCAT总线驱动器,控制其它轴运动
4路单端脉冲输出:接脉冲驱动器,控制传送带
RS232通讯接口:接光源控制器
EtherNET接口:千兆网口,接支持Gige协议的面阵相机,实现视觉定位、检测应用
1、运动控制与机器视觉实现过程
(1)运动控制
通过计算分析编码器位置,实时监测产品在皮带线上的运行速度,进行传动带上产品坐标偏移计算,这样产品移动时也能确定产品位置,最后通过位置同步跟随功能,系统能够持续调整机器人的抓料位置,以同步于传送带上产品的实时轨迹位置,准确地抓取合格或不合格产品至相应的料盒。
(2)机器视觉
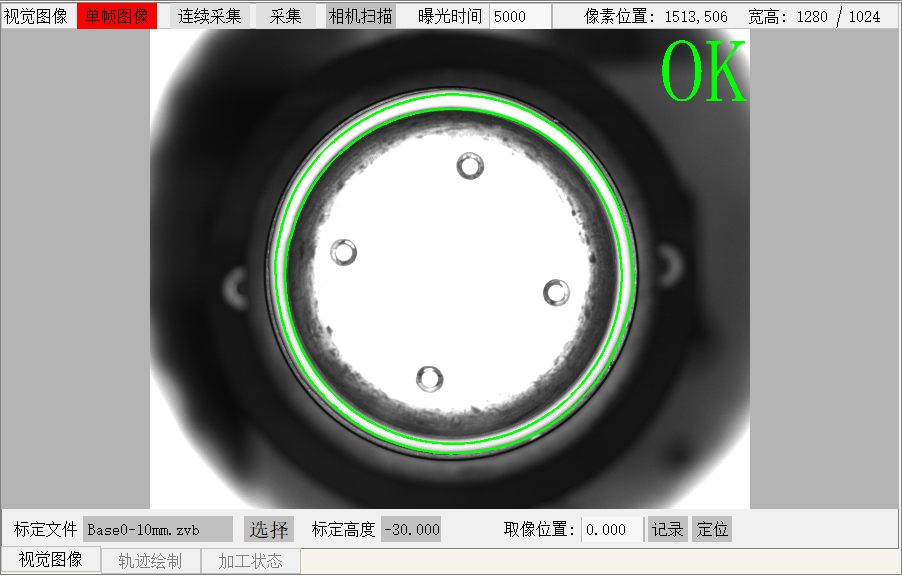 胶路正常
胶路正常 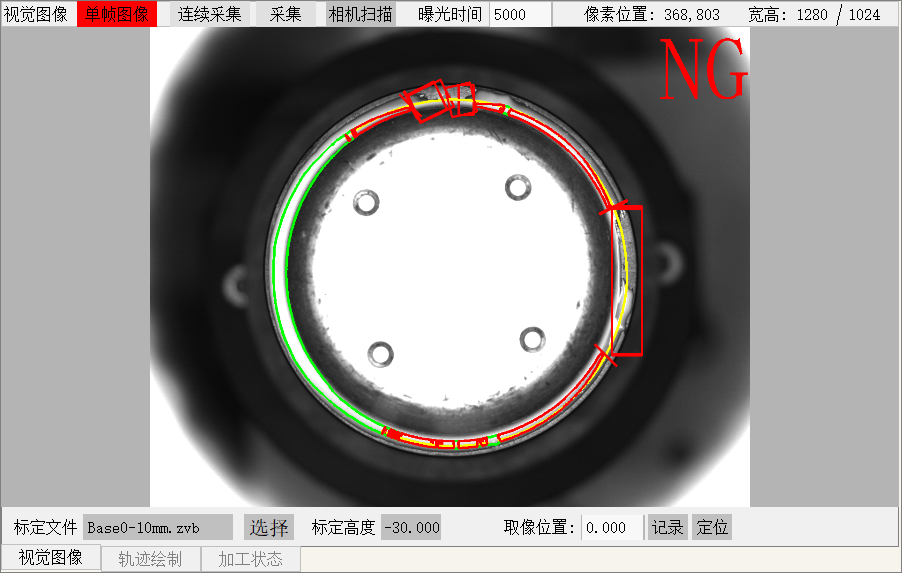 胶路存在断胶、点胶不均匀的问题
胶路存在断胶、点胶不均匀的问题
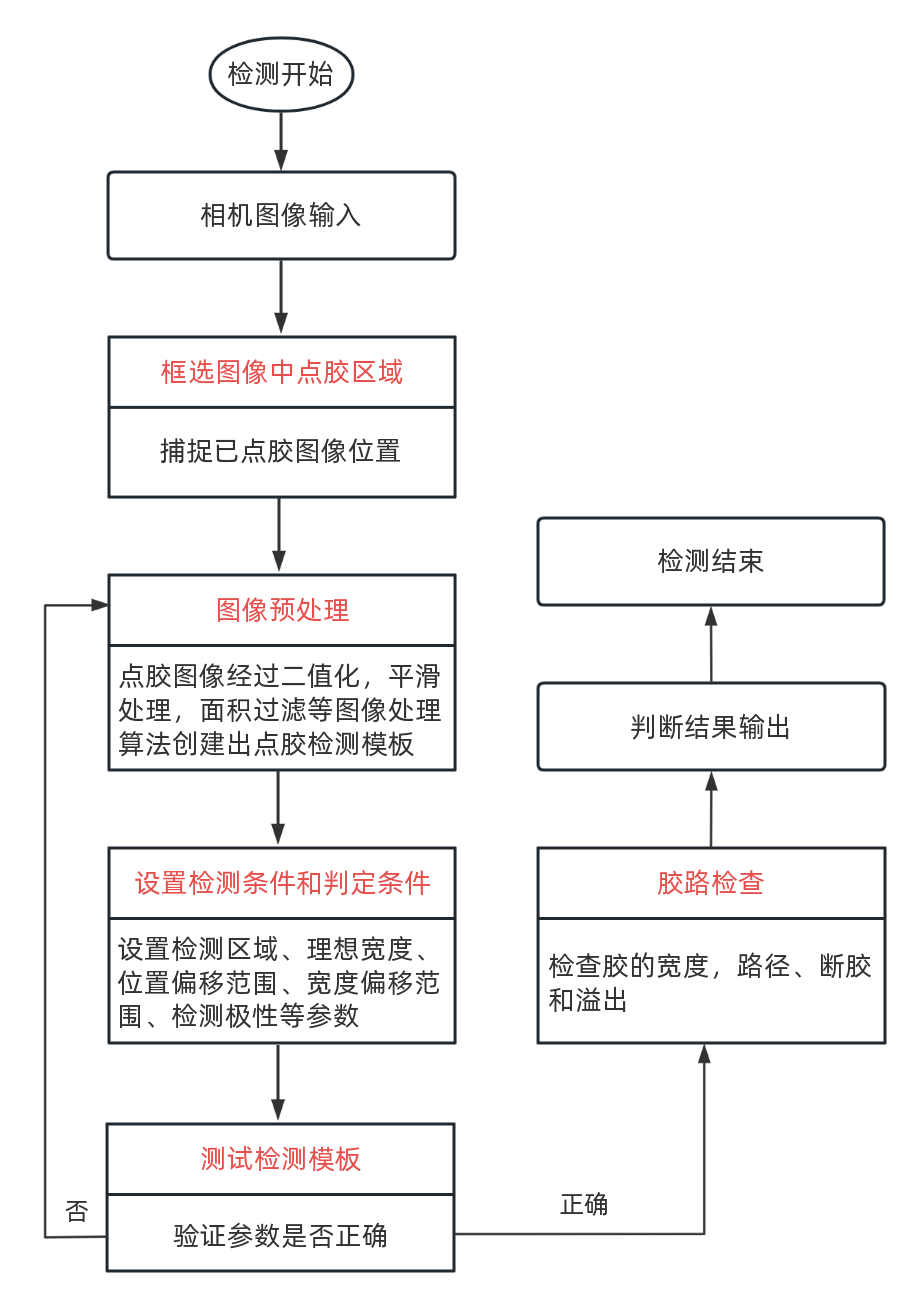
因点胶之前已进行一次视觉定位,视觉检测部分主要是进行图像预处理,提取产品点胶的区域轮廓,创建出点胶检测模板,然后再基于轮廓缺陷测量器的,沿着胶路生成测量子区域,接着再设置理想宽度、位置偏移范围、宽度偏移范围、检测极性等参数,之后在每个子区域内进行测量对应的点对,最后并根据点对间距进行判定,输出NG/OK的信号给下料执行机构。
2、胶路检测工艺流程
3、解决方案硬件配置

4、方案核心应用优势
提高胶路检测精度与生产效率,并降低操作成本
提供简单易用的视觉点胶开发调试软件,来简化参数设置和编程过程
软件接口API接口开放,方便二次软件快速开发,集成和定制
结合视觉与运动控制,无需额外配置工控机,从而节约成本并减少安装空间

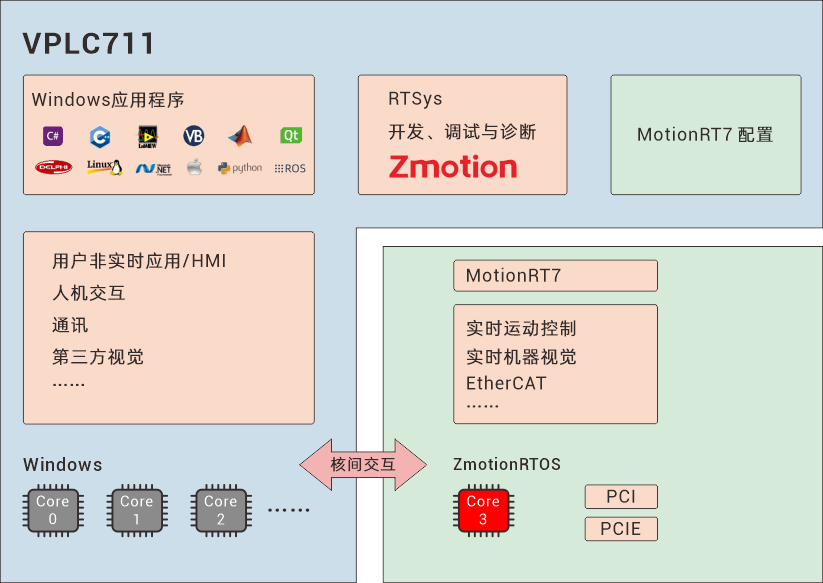
二、VPLC7系列机器视觉运动控制一体机

面向高速高精、专机系统及中大型产线提供一站式机器视觉运动控制解决方案
基于x86架构的EtherCAT总线视觉运动控制器,支持脱机运行,内置丰富的视觉和运动控制功能,大幅简化配置流程
核内数据交互速度快,显著降低时间和成本投入,提高项目实施效率
安装与拆卸过程便捷,占地空间小,能与其他控制单元部件(如伺服驱动器、传感器等)无缝集成
提供一体化开放式IPC形态的实时软控制器/软PLC集成的视觉+运动控制解决方案
审核编辑 黄宇
-
机器视觉运动控制一体机在喇叭跟随点胶上的应用(二)2025-08-19 1250
-
机器视觉运动控制一体机在背靠背点胶焊锡机上的应用2025-05-30 911
-
机器视觉运动控制一体机在视觉点胶滴药机上的应用2025-04-10 1403
-
机器视觉运动控制一体机在龙门跟随点胶的解决方案2025-04-01 1105
-
机器视觉运动控制一体机在LED灯喷胶解决方案2025-01-17 1379
-
高集成机器视觉运动控制一体机VPLC712!2024-12-20 1560
-
机器视觉运动控制一体机在PCB跟随点胶上的应用2024-11-23 1540
-
机器视觉运动控制一体机在DELTA并联机械手视觉上下料应用2024-10-24 2114
-
VPLC系列机器视觉运动控制一体机在五轴联动点胶上的应用2024-07-29 13937
-
机器视觉运动控制一体机在喇叭跟随点胶上的应用2023-12-21 1427
-
VPLC系列机器视觉运动控制一体机快速入门(十)2021-11-08 2129
-
VPLC系列机器视觉运动控制一体机快速入门(九)2021-10-18 1598
-
VPLC系列机器视觉运动控制一体机快速入门(八)2021-10-14 2199
-
VPLC系列机器视觉运动控制一体机快速入门(六)2021-09-29 1638
全部0条评论

快来发表一下你的评论吧 !
