

基于S7-400的污水处理自动控制系统的设计方案
PLC/PAC
描述
1 引言
近年来我国集约化大规模现代化污水处理厂自动化程度要求越来越高,污水处理的自动化控制系统应具有全自动的逻辑控制,系统能够长期安全无故障的运行,且具有很高的可靠性。本文介绍的污水处理自动控制系统运用siemens的s7-400系列、webaccess组态软件和profibus-dp现场总线来构建一个分布式的自动控制系统,从而提高了污水处理的自动化程度和系统的高可靠性。
2 工艺流程
该水厂占地120多万平方米,一期工程设计处理能力为8万吨/天,二期工程完工后将达到12万吨/天。鉴于水质的特点,该水厂采用的是奥贝尔氧化沟工艺。工艺流程如图1所示。
首先来自城市污水管网的污水经过水厂的污水进水管道进入粗格栅,在粗格栅,比较大的悬浮物被拦截,以保护后续的动力设备。然后经提升泵提升,以提高水的重力势能,从而使水可以依靠重力的作用流过后续各个构筑物。接着污水进入细格栅,在细格栅较小的悬浮物进一步被拦截。然后流入回旋沉砂池,进行砂水分离。然后污水进入二级处理阶段:污水首先进入厌氧池配水井,在这里污水与活性污泥完成混合后被均匀的分配到两座厌氧池中,污水会在这里流动大约6小时,并在厌氧池内高活性厌氧微生物的作用下,将废水中的大分子、难降解的有机物降解为小分子、易降解的有机物(多为甲烷和乙酸),并将大部分的磷去除。紧接着污水进入下一构筑物--氧化沟,氧化沟是污水生化反应的主要阶段。污水在这里流动大约9小时,这时大量的空气被表曝机曝入水体,在高活性好氧微生物的作用下,污水中几乎所有的有机物得到进一步降解,绝大多数有机物被分解完毕。其中污水中的氮也主要是在这个阶段被除去。接下来污水和部分活性污泥一起流入综合井,通过综合井被均匀的分配到四个二沉池中。在二沉池中处理好的污水和活性污泥分离,活性污泥达到一定浓度后一部分被泵送到生物反应池前端和流入的污水再次混合。另外一部分送入储泥池,为防止磷二次释放,仍要对污泥进行二次曝气,然后送到脱水间脱水,脱水后送出厂外掩埋。而沉淀好的清水则流入加氯接触池进行深度处理以满足水体受纳标准,最后排放出去。
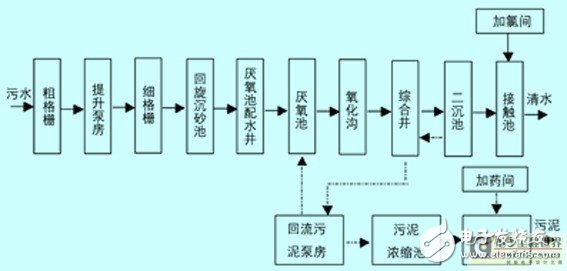
图1:工艺流程
3 控制系统设计
3.1 系统网络结构
本系统根据该污水厂工艺要求和设计要求,考虑到系统的可靠性、开放性、易维护性和可扩展性,按“集中管理,分散控制”的原则,采用了分布式结构。该水厂的自动控制系统由中央控制室、各分布plc控制站和现场仪表及电控柜构成三级监控网络。系统结构如图2所示。
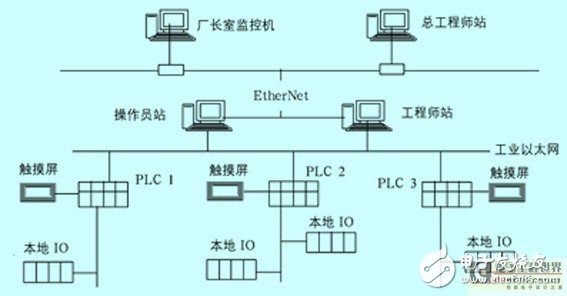
图2:系统结构框图
2 监控系统网络结构
控制系统共2台监控计算机,其中一台备用。还有3个plc控制主站。通过现场总线将控制主站和中央控制室的上位工程师站相连接,便于监控。并将上位工程师站、操作员站、总工程师站与厂长室的计算机接入以太网,由管理机完成各项管理功能。这样整个自动化监控系统便构成了scada远程监控系统,从而实现了数据采集、处理、监视及对现场设备进行控制等功能。
3.2 控制方式
该系统中主要工艺设备采用三种控制模式,即就地手动控制、远程plc控制和自动控制。现场的泵类、表曝机和设备开启关闭等开关信号、各构筑物模拟信号(如do、t-p、ph、tss、等)全部经过plc在上位机上显示。现场各监控点的物理参数,均通过profibus总线与plc主站相连。
3.3 系统功能设计
(1)上位机监控系统的功能。上位机采用了两台研华工业控制计算机,通过工业以太网与现场的plc主站相连。上位机操作系统采用的是windows xp,监控软件采用的是webaccess.上位机的主要功能是对污水处理厂的数据进行采集;对自动控制系统的参数进行设置;完成控制系统的组态,同时可以进行在线、离线编程及设定参数的修改;通过显示的控制过程画面和实时的数据来监控生产过程;能对历史数据进行统计分析和储存并且能够完成报表打印。另外在工厂局域网内接入了inte-rnet,从而实现了局域网、本地网、远程网的跨区域远程现场设备监控功能。这样管理者可以随时随地的通过各种上网方式获得水厂的信息,将范围扩展到了工厂监控级,实现了上层信息网和控制网相结合。
(2) 单元控制站。根据工艺的要求,全厂共设有3个单元控制站,分别为plc1站、plc2站和plc3站。单元控制站选用simatic s7-400系列的plc.cpu选用了cpu414-3dp,该cpu具有中等性能,适用于对程序规模、指令处理速度及通讯要求较高的场合。它带有一个mpi/dp接口,一个dp接口,还有一个profinet接口,同时为dp接口和profinet接口分配的分布式i/o点地址分别为8kb.单元控制站在现场进行参数检测,设备运行信号的采集、检测和控制,并可通过该站的人机界面对设备进行操作,同时向上位机系统实时传送数据。上位机系统设定的控制参数通过光纤以太网传送给单元控制站,然后由单元控制站完成对现场设备的控制。单元控制站也对自身模板进行监控,其诊断系统连续监测系统和过程的功能,记录错误和特定系统事件。如果出现诊断报文事件,那么模板将会触发一个诊断中断,此后单元控制站中断用户程序的执行,执行相应的诊断中断模块。
4 单元控制站设计
4.1 plc1站
plc1站主要负责粗格栅、进水泵房、细格栅和旋流沉砂池等设备的数据采集、现场控制柜以及电动闸门的开启。本站主要配备1块cpu414-3dp模块、2块ps407 10a电源模块、1块cp 443-1通讯处理器、2块im 460-0接口模块、5个16路di模块、3个16路do模块、5个8路ai模块、1个8路ao模块和一个扩展机架。本站对粗格栅、细格栅的控制采用液位差和时间控制。即当格栅前后液位差大于设定值后启动格栅机,或者当距离上次格栅运行的时间大于设定值时也要启动格栅机。这两种控制方式中液位差控制的优先级比时间控制的优先级高。格栅机的控制流程图,如图3所示。

图3:格栅机的控制流程图
对提升泵的控制是根据液位的高低决定泵的启停,其控制流程图如图4所示。

图4:提升泵控制流程图
4.2 plc2站
plc2站主要负责厌氧池配水井、厌氧池和氧化沟等构筑物上的设备数据的采集、现场控制柜的操作以及电动闸门的开启。本站对各个电动闸门一般采取就地控制或者是远程控制,只有对氧化沟上的do含量的控制实现了自动控制。同时对于其它参数如nh3-n、ss、氧化还原电位、液位、温度等实现了自动采集并通过plc上传中控室。本站主要配备3个扩展机架、1块cpu414-3dp模块、3块ps407 10a电源模块、1块cp 443-1通讯处理器、3块im 460-0接口模块、20个16路di模块、9个16路do模块、4个8路ai模块、1个8路ao模块。其组态图如图5所示。

图5:plc2站组态图
plc3站负责二沉池、接触池、加氯间、储泥池和脱水间,这些构造物上各种设备的启停,数据的采集和传输。主要内容包括:对刮稀泥机的控制;对剩余污泥泵的启停控制及状态检测,并实现了自动控制;对污泥流量的测量及流量值的累计、对排放水加氯量的控制以及对脱水机房脱水机和其他电机的启停控制。本站主要配备3个扩展机架、1块cpu414-3dp模块、3块ps407 10a电源模块、1块cp 443-1通讯处理器、3块im 460-0接口模块、20个16路di模块、9个16路do模块、4个8路ai模块、1个8路ao模块。本站对污泥回流泵的控制是根据液位的变化来实现的,其控制要求与提升泵是一样的。因此其程序流程图可以借鉴提升泵的设计。
5 结语
本方案以 webaccess、profibus-dp和 s7-400plc 构建的污水处理自动控制系统,在可靠性、自动化程度上满足了现代水处理的要求。该水厂自5月份开始试运行以来,控制系统运行稳定,设备工作状况良好,各项指标均达到了设计要求,设备的利用率得到提高,操作人员的工作量和劳动强度大大降低,在一定程度上解决了污水处理厂设备分散、复杂、难以控制的难题,使出水水质达到国家二级排放标准,出水水质如下:ss为26mg/l左右,bod为17mg/l左右,氨氮为54mg/l左右,总磷为0.3mg/l左右,cod在53mg/l左右,取得了较好的效益从而证实了本方案的可行性。
-
基于GPRS的污水处理监控系统设计2010-02-10 817
-
基于西门子S7-1500冗余PLC的污水处理厂自动控制系统设计2023-11-02 6631
-
污水处理远程组态监控方案2017-08-22 4747
-
基于PLC的污水处理模糊控制系统的设计方案2023-09-25 947
-
西南科大污水处理控制系统的应用分析2009-05-26 653
-
用WinCC构建的污水处理厂综合自动控制系统2009-06-17 554
-
基于S7-400 PLC的控制系统在污水处理中的应用2009-07-30 605
-
基于PLC的DCS控制系统的污水处理设计2010-06-24 925
-
OPC在污水处理控制系统中应用2011-07-22 815
-
S7-300PLC在BAF法污水处理控制系统的应用2012-08-08 1290
-
污水处理控制系统设计12015-12-01 731
-
城市污水处理厂多期实施控制系统的实现2017-12-13 945
-
基于PLC的大型超滤污水处理控制系统2018-02-07 5445
-
基于西门子PLC技术的污水处理厂控制系统2023-06-19 883
-
变频器在污水处理自动控制系统中的应用2023-11-03 720
全部0条评论

快来发表一下你的评论吧 !
