

真空回流焊/真空共晶炉曲线讲解——理解有铅锡膏的回流过程
描述
要想保证产品的焊接质量,除了对于焊料的选择有讲究,工艺研究也非常重要。今天,我们以有铅锡膏为例,分析探讨锡膏的回流过程,帮助大家更有效理解有铅锡膏的特性。有铅锡膏的回流过程可分为五个阶段:
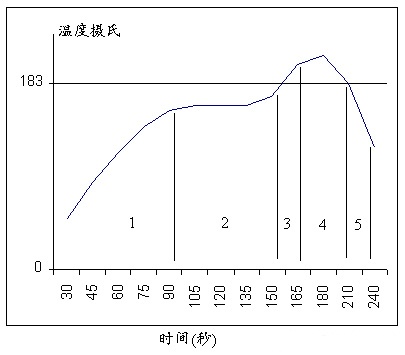 一般有铅锡膏温度曲线示意图
一般有铅锡膏温度曲线示意图
1.首先,用于达到所需粘度和丝印性能的溶剂开始蒸发,温度上升必须慢(大约3℃/s),以限制沸腾和飞溅,防止形成小锡珠,还有,一些元件对内部应力比较敏感,如果元件外部温度上升太快,会造成断裂。
2.助焊剂活跃,化学清洗行动开始,水溶性助焊剂和免洗型助焊剂都会发生同样的清洗行动,只不过温度稍微不同。将金属氧化物和某些污染从即将结合的金属和焊锡颗粒上清除。好的冶金学上的锡焊点要求“清洁”的表面。
3.当温度继续上升,焊锡颗粒首先单独熔化,并开始液化和表面吸锡的“灯草”过程。这样在所有可能的表面上覆盖,并开始形成锡焊点。
4.这个阶段最为重要,当单个的焊锡颗粒全部熔化后,结合一起形成液态锡,这时表面张力作用开始形成焊脚表面,如果元件引脚与PCB焊盘的间隙超过4mil,则极可能由于表面张力使引脚和焊盘分开,即造成锡点开路。
5.冷却阶段,如果冷却快,锡点强度会稍微大一点,但不可以太快而引起元件内部的温度应力。
总结:锡膏的回流过程重要的是有充分的缓慢加热来安全地蒸发溶剂,防止锡珠形成和限制由于温度膨胀引起的元件内部应力,造成断裂痕可靠性问题。其次,助焊剂活跃阶段必须有适当的时间和温度,允许清洁阶段在焊锡颗粒刚刚开始熔化时完成。
时间温度曲线中焊锡熔化的阶段是最重要的,必须充分地让焊锡颗粒完全熔化,液化形成冶金焊接,剩余溶剂和助焊剂残余的蒸发,形成焊脚表面。此阶段如果太热或太长,可能对元件和PCB板造成伤害。锡膏回流温度曲线的设定,最好是根据锡膏供应商提供的数据进行,同时把握元件内部温度应力变化原则,即加热温升速度小于3℃/s,和冷却温降速度小于5℃/s。
关于有铅锡膏的回流过程的分析探讨就到这里,若有不当之处欢迎各位朋友予以指正和指教;若与其他原创内容有雷同之处,请与我们联系,我们将及时处理;我司有可匹配有铅锡膏的真空回流焊/真空共晶炉可供选择,同时,运用我司持有的“正负压焊接”发明专利,可有效预防使用有铅锡膏所遇到的焊接问题,焊接空洞率可做到≤1%!若您感兴趣,可与我们联系或前往我司官网了解。
成都共益缘真空设备有限公司
-
理解锡膏的回流过程 怎样设定锡膏回流温度曲线2023-12-08 4638
-
升温-保温-回流过程和RTS温度曲线讲解2023-12-15 5901
-
回流焊原理以及工艺2018-10-16 6296
-
浅谈smt真空回流焊的基本原理2020-06-04 4716
-
详细分享怎样设定锡膏回流焊温度曲线?2023-04-21 1893
-
回流焊PCB温度的曲线讲解概述2020-04-23 2706
-
回流焊炉温度曲线怎么看,它使用时的注意事项有哪些2021-01-14 6628
-
真空回流焊工作原理2023-08-18 5456
-
真空回流焊是什么?浅谈SMT真空回流焊炉的基本原理2023-08-21 37460
-
LED锡膏回流焊注意事项有哪些?2023-11-15 2445
-
无铅锡膏回流过程分为几个阶段?2023-11-22 1180
-
探秘真空回流焊设备的安装奥秘与厂务秘籍2024-03-29 2032
-
如何解决真空回流焊炉、氮气真空炉焊接过程中的锡珠问题2024-07-06 6407
-
真空焊接炉的焊料选择之铅锡共晶焊料2024-07-31 5800
-
真空回流焊接中高铅锡膏、板级锡膏等区别探析2025-02-28 1784
全部0条评论

快来发表一下你的评论吧 !
