

真空回流焊炉/真空焊接炉——焊接缺陷与解决方案(有铅锡膏)
描述
1.焊锡球
许多细小的焊锡球镶陷在回流后助焊剂残留的周边上。用回流曲线出现这个问题,通常是由于升温速率太慢造成的,助焊剂载体在回流之前烧完,发生金属氧化。这个问题一般可通过略微提高曲线升温速率解决。焊锡球也可能是温升速率太快的结果,但是,因为回流曲线相对较慢、较平稳的温升,这种可能性较小。
2.焊锡珠
焊锡珠经常与焊锡球混淆,焊锡珠是一颗或一些大的焊锡球,通常落在片状电容和电阻周围。这通常是因为丝印时锡膏过量堆积所造成的,但有时也可以通过调节温度曲线解决。和焊锡球一样,用回流曲线出现焊锡珠通常是升温速率太慢所造成的。缓慢的升温速率引起毛细管作用,将未回流的锡膏从焊锡堆积处吸到元件下面。回流期间,这些锡膏形成锡珠,由于焊锡表面张力将元件拉向基板,而被挤出到元件边。和焊锡球一样,焊锡珠的解决方法也是通过提高升温速率来解决。
3.熔湿性差
熔湿性差常常是时间与温度比率的结果。锡膏内的活性剂由有机酸组成,随着时间延长和温度升高而退化。如果曲线时间太长,焊接点的熔湿可能受损害。因为使用回流曲线,锡膏活性剂的维持时间通常较长,因此熔湿性差的问题不易发生。如果出现,应编写曲线使整个曲线的2/3处于150℃以下,这有助于延长锡膏活性剂的寿命,改善熔湿性。
4.焊锡不足
焊锡不足通常是加热不均匀或加热过快的结果,使得元件引脚过热,焊锡吸上引脚。回流后引脚看着去锡变厚,焊盘上将出现少锡。降低加热速率或保证装配的受热均匀将有助于解决该问题。
5.立碑
立碑通常是由于不相等的熔湿力造成的,在回流过程后,元件的某一端立起来。如果加热缓慢,板平稳放置,一般不容易发生此问题。降低183℃附近温区的升温速率可有助于预防该问题。
6.无光泽、颗粒状焊点
这个问题相对比较普遍,可能只是外观上影响美观,但也有可能是焊接点不牢固的征兆。要想解决可以尝试延长锡膏活性剂的寿命,减少锡膏的氧化暴露,改善熔湿能力。具体操作是将预热区和活性区的温度设定减少5℃,将回流区的峰值温度提高5℃。如果未解决,继续加大温度调节直到达到希望的效果。
7.烧焦的残留物
这个问题不一定是功能缺陷,但也有可能遇到。通常将回流区的时间和温度都减少可以解决,温度减少5℃左右,若无改善可以继续减少。
8.空洞
空洞是焊接面里的微小气泡,一般是空气或者残留的助焊剂。通常来说,很多因素都会引起空洞,如:峰值温度不够,回流时间过短,升温阶段的温升过快等。空洞的问题需要多次适当调整工艺并观察结果来解决。这里推荐我司研制的适用于正负压焊接工艺的真空回流焊,空洞率低,焊接可靠性高,对于低温焊片/焊膏,空洞率可以做到≤1%。
 图3.其它设备焊接激光器件X-ray检测结果
图3.其它设备焊接激光器件X-ray检测结果 图4.我司设备焊接激光器件X-ray检测结果
图4.我司设备焊接激光器件X-ray检测结果 图5.我司设备焊片工艺X-ray检测结果
图5.我司设备焊片工艺X-ray检测结果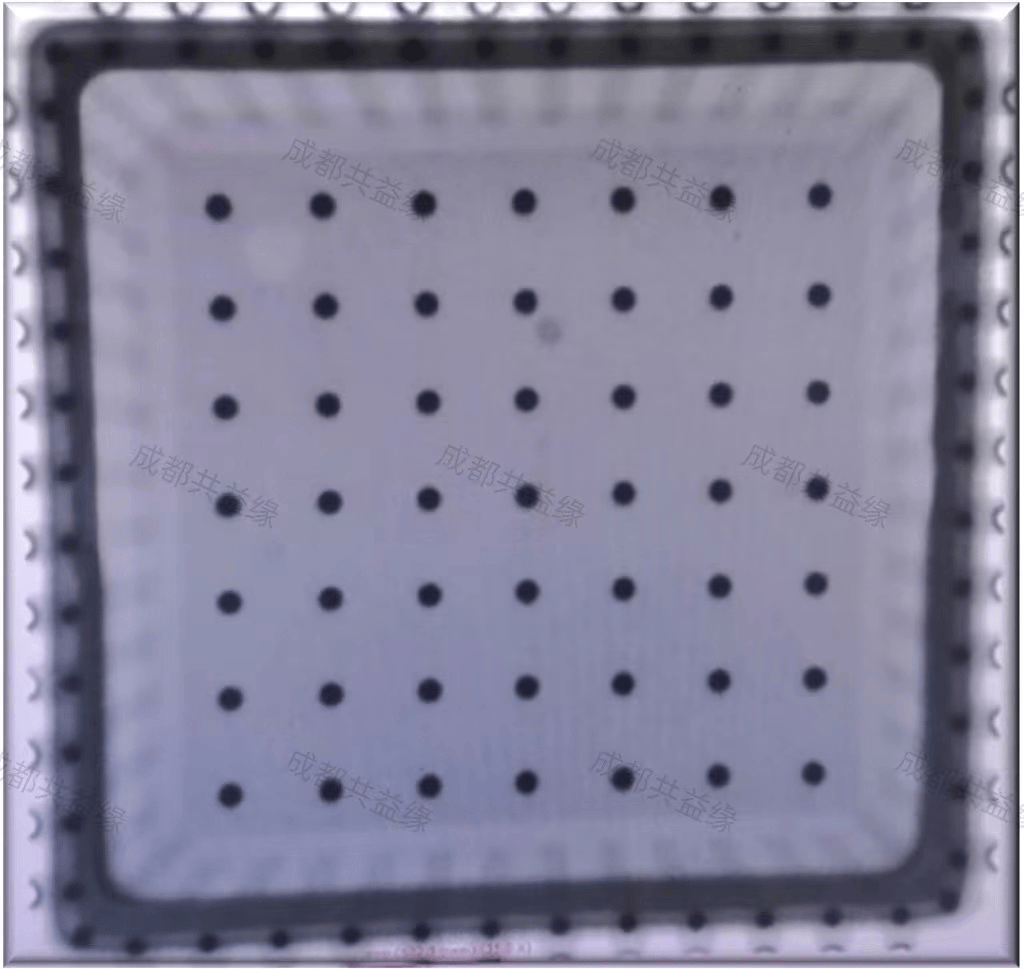 图6.我司设备芯片管壳封装X-ray检测结果
图6.我司设备芯片管壳封装X-ray检测结果我司是拥有正负压焊接工艺专利的唯一厂家,未经授权,严禁使用!
关于焊接缺陷与解决方案(有铅锡膏)的介绍就到这里,若有不当之处欢迎各位朋友予以指正和指教;若与其他原创内容有雷同之处,请与我们联系,我们将及时处理;若您对匹配了“正负压”工艺的真空回流焊炉/真空焊接炉感兴趣,还可以和我们联系共同讨论,或前往我司官网了解。
成都共益缘真空设备有限公司
-
回流焊 VS波峰焊2015-01-27 6902
-
为什么IGBT、大功率、LED生产企业,汽车电子要采用真空回流焊机?2016-04-06 5292
-
回流焊原理以及工艺2018-10-16 6238
-
浅谈smt真空回流焊的基本原理2020-06-04 4690
-
在回流焊接中对无铅锡膏有什么基本要求2020-04-20 4824
-
有铅锡膏焊接时突然冒烟是怎么回事?2022-09-23 2760
-
真空回流焊工作原理2023-08-18 5274
-
真空回流焊是什么?浅谈SMT真空回流焊炉的基本原理2023-08-21 37057
-
如何解决真空回流焊炉、氮气真空炉焊接过程中的锡珠问题2024-07-06 6062
-
真空回流焊炉/真空焊接炉——排除有铅锡膏运用回流温度曲线后的焊接结果故障2024-07-24 132
-
真空焊接炉的焊料选择之铅锡共晶焊料2024-07-31 5528
-
锡膏回流焊接工艺要求2024-09-18 1637
-
真空回流焊炉/真空焊接炉——正压纯氢还原+燃烧装置2024-12-05 2511
-
真空回流焊接中高铅锡膏、板级锡膏等区别探析2025-02-28 1646
-
气体质量流量计和微量氧传感器在真空回流焊炉中的应用2026-01-22 530
全部0条评论

快来发表一下你的评论吧 !
