

激光跟踪仪:提升大型龙门机床装调精度及效率
描述
大型龙门机床是飞机、船舶、核电、重型装备的重要加工设备。众所周知:机床的加工精度直接取决于其机床导轨的几何精度。在几何精度检测中,直线度、垂直度和水平度的传统检测方法不能一站式解决,比较费时费力,且数据也不能统一式管理。
传统检测方法
机床导轨的直线度检测方法通常采用拉表法、自准直仪检测法或水平仪检测法。

▲拉表法测量导轨直线度
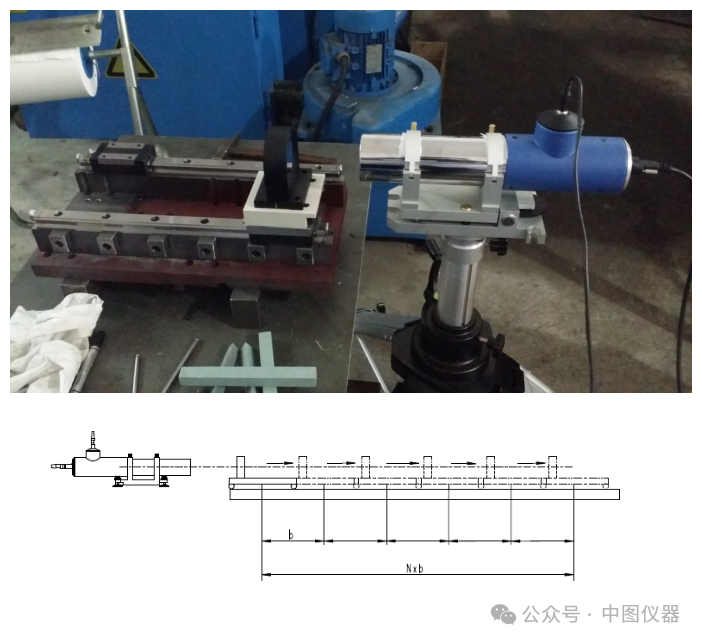
▲ 自准直仪测量导轨直线度
机床导轨的垂直度检测方法采用大理石直角尺检测法。

▲ 大理石直角尺测量导轨垂直度
机床床身的水平度检测方法采用水平仪检测法。

▲ 水平仪测量机床床身水平随着大型龙门机床尺寸越做越大,比如二三十米的大龙门铣床。对于直线度、垂直度和平面度的传统测量方法正面临着量程受限、搬运困难、人为误差、数据管理等困境。
激光跟踪仪作为一种先进的空间大尺寸测量工具,具有量程大(测量半径可达80米),精度高(15um+6um/m)、数字化程度高等优势,已成为大型龙门机床装调过程中的重要手段。
1.直线度检测及装调
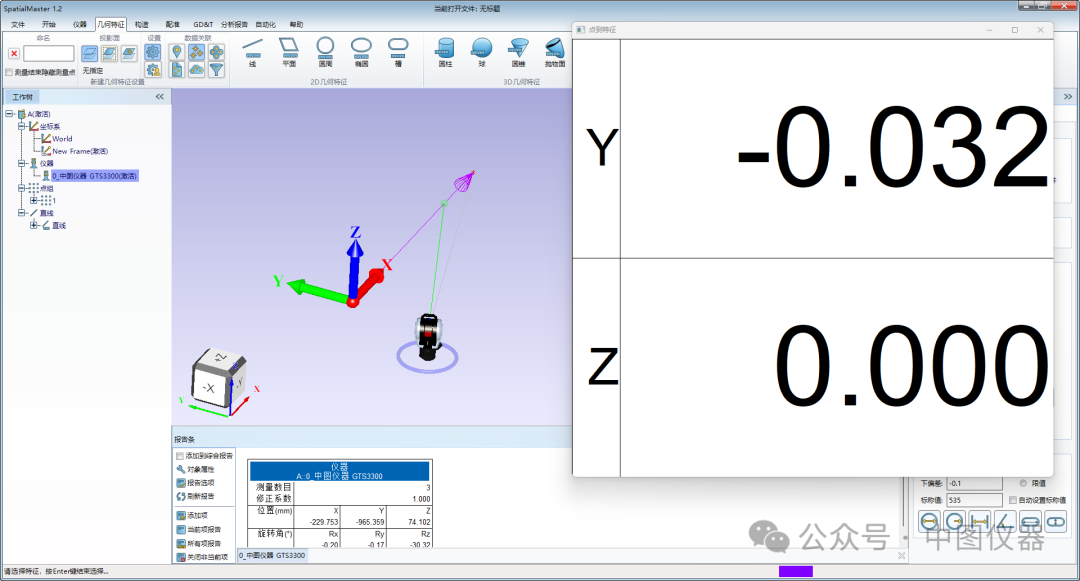
GTS激光跟踪仪架设于机床前方(如下图),将靶球固定在导轨滑块或机床主轴上。
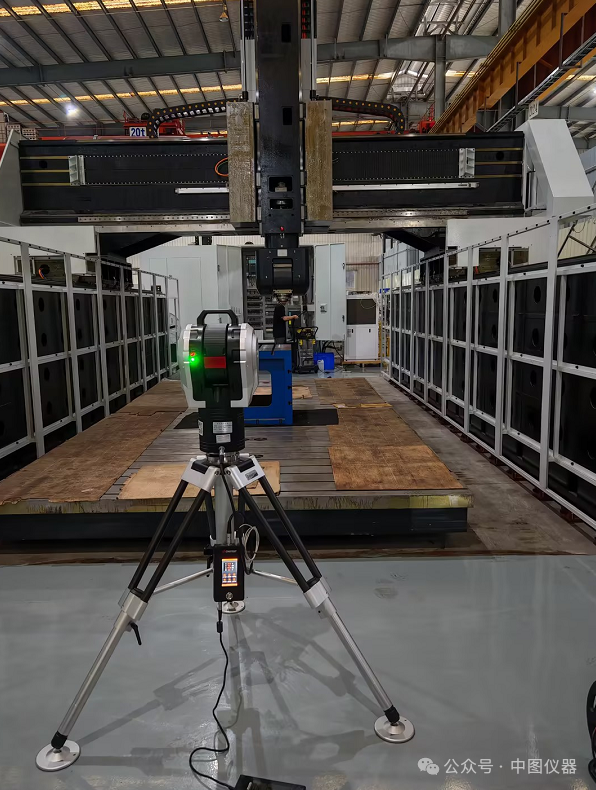
从导轨起点位置开始,按照设定距离进行数据采集。在测量软件中做拟合直线处理,即得到两个方向的直线度误差。
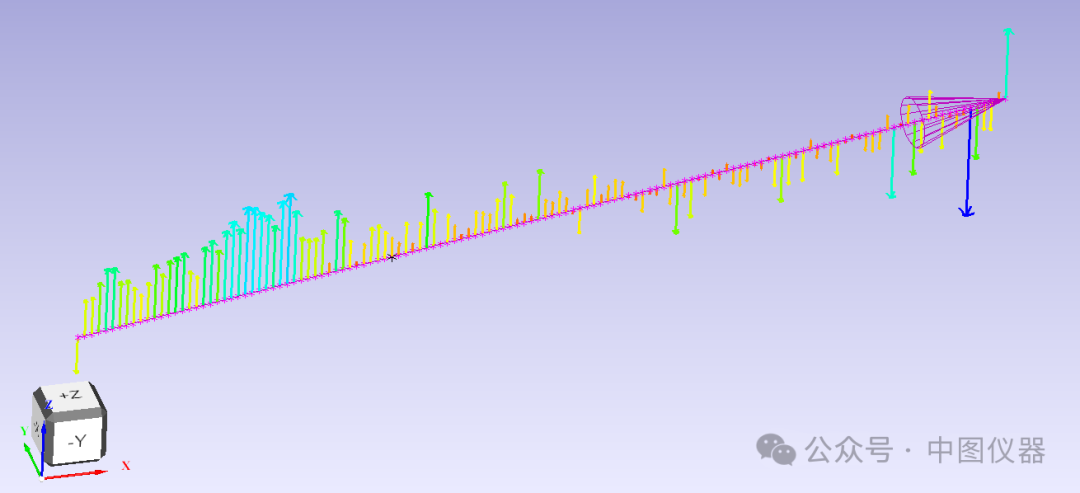
竖直方向直线度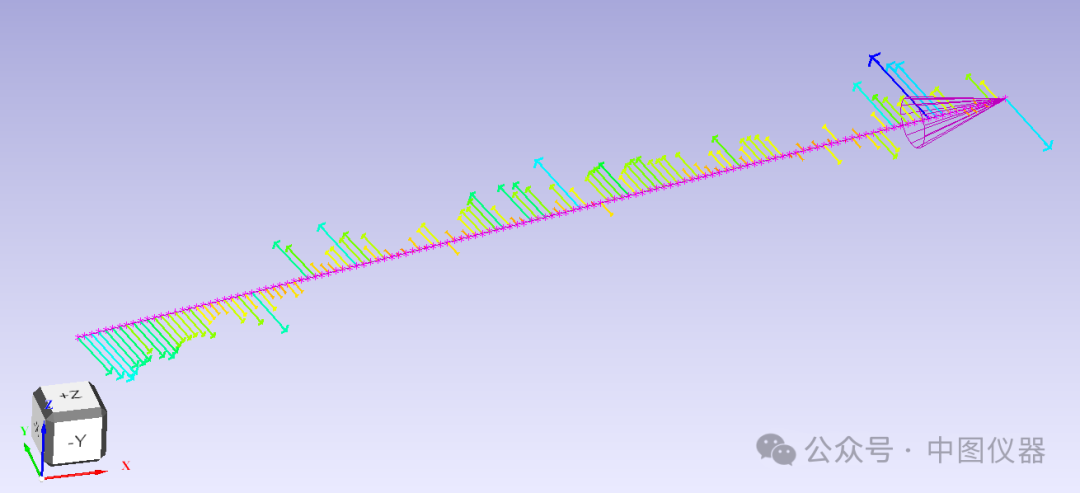 水平方向直线度
水平方向直线度
直线度装调:只需在软件上对拟合的直线添加监视窗口,移动滑块,即可对导轨进行数字化装调,可同时对两个方向的直线度进行调整。
2.垂直度检测及装调
GTS激光跟踪仪架设于机床前方,将靶球固定在机床主轴上。先沿基准轴移动进行测量,再沿另一轴移动进行测量,即可测量两轴垂直度。
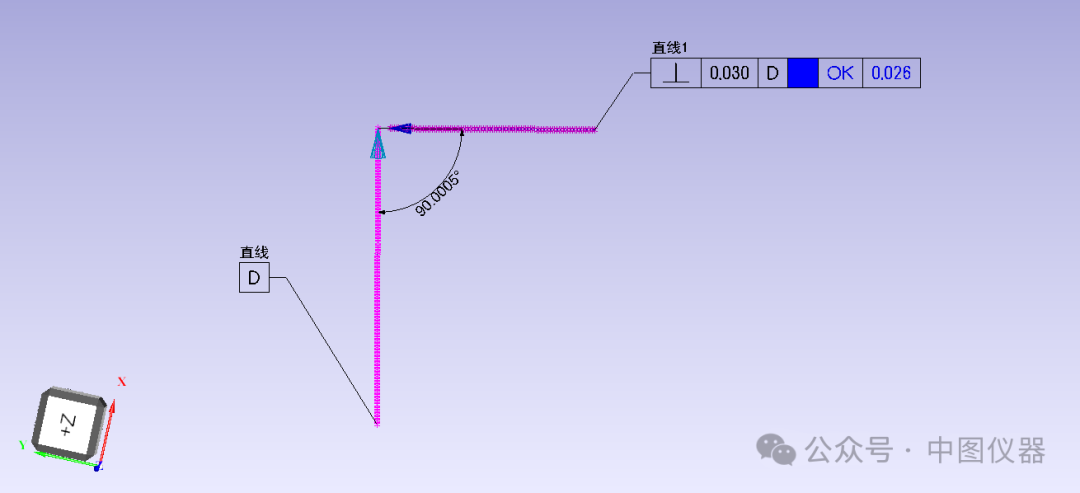
垂直度装调:以基准轴为主轴线,另一轴为次轴线建立坐标系,基准轴移动至任一位置采集一个点,添加监视窗口,移动另一轴,即可对两轴垂直度进行调整。
3.水平度检测及装调
GTS激光跟踪仪内置电子水平仪,其精度可达1角秒,利用跟踪仪可直接对机床水平进行检测和调整。
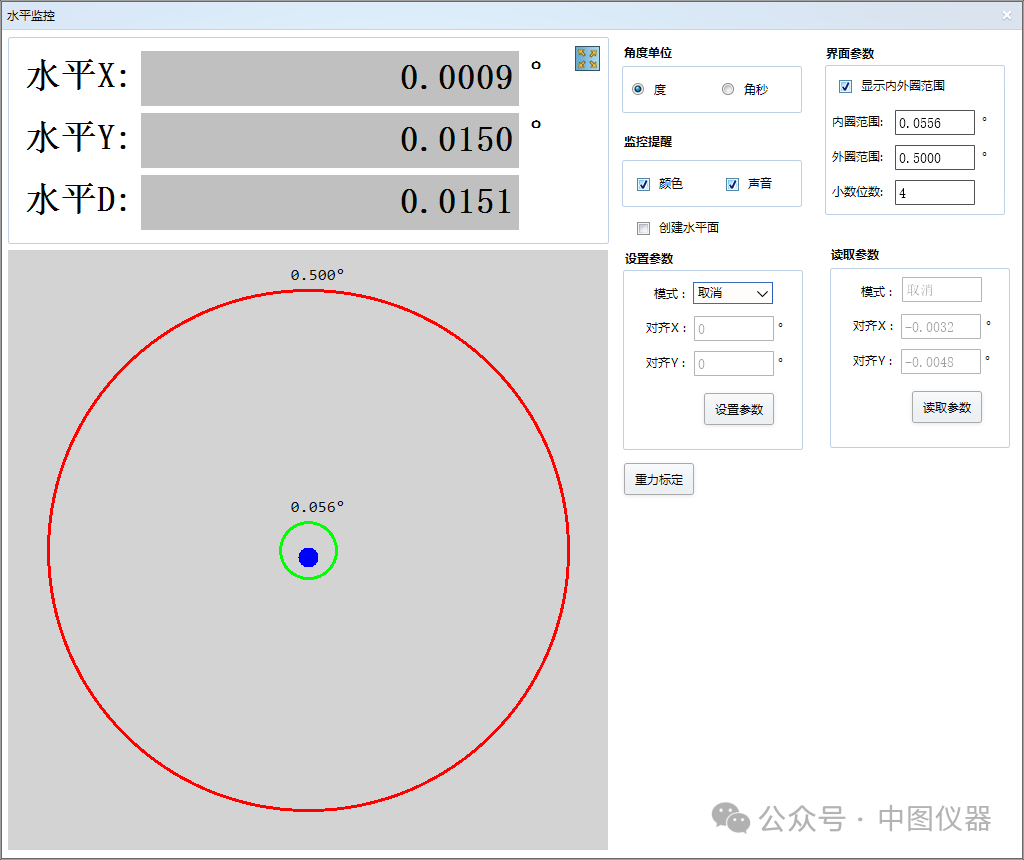
激光跟踪仪执行重力对齐,软件就可以生成水平面,再对机床工作平台进行测量,即可对比机床工作平台和水平面的绝对差值,对水平面添加监视窗口,靶球放置在工作平台上,即可对工作平台进行水平调整。
除上述之外,激光跟踪仪还可以替代激光干涉仪进行线性定位精度和角度定位精度的测量,以及速度、加速度等动态测量分析。
GTS激光跟踪仪作为一种先进的测量工具,在提升大型龙门机床装调精度及效率方面具有显著优势,通过激光跟踪仪的引入,制造企业可以有效提高装调精度,缩短装调时间,提升整体生产效率,为制造企业带来更多的竞争优势。
-
GTS激光跟踪仪凭什么成为大型龙门机床检测新宠?2025-04-30 756
-
激光跟踪仪测量精度藏着大秘密,您了解多少?2025-04-03 1419
-
影响激光跟踪仪的精度因素有哪些?2025-02-20 1798
-
冶金工业案例:GTS激光跟踪仪在连铸机安装中的应用2024-12-24 670
-
激光跟踪仪测量工具简称及全面解析2024-12-11 1935
-
大尺寸部件安装精度测量:GTS激光跟踪仪的解决方案2024-11-19 1259
-
飞创龙门双驱直线电机平台的高精度应用实例2024-10-04 70
-
激光跟踪仪测出来的是什么?GTS激光跟踪仪全方位测量能力解析2024-07-04 3326
-
激光跟踪仪:大型结构件测量的重要工具2024-01-05 1657
-
激光跟踪仪有啥用途2023-12-05 2767
-
激光跟踪仪:超大型工件空间测量的得力助手2023-11-21 758
-
激光跟踪仪测量原理与应用2022-06-21 3705
-
Leica激光跟踪仪携手eTALON,合力解决机床校准问题2020-05-27 4371
-
激光干涉仪检测应用——重复定位精度测量2017-07-17 8061
全部0条评论

快来发表一下你的评论吧 !
